Of all the materials that are currently underused but have high potential none are more exciting to me than ceramics. Ceramics itself as an age old material can give us access to many quotidian product categories through a noble material. Technical ceramics have incredibly high performance in wear, chemical resistance, temperature resistance while being incredibly dimensionally stable. These high-performance materials are relative unknowns but are used in the most demanding of industrial, medical and tooling applications. Companies such as Lithoz and ECM have been innovating extensively in 3D printing ceramics but very little is known about the potential of these materials in 3D printing. We decided to interview Michael Steinbach of Steinbach AG, a German specialized technical ceramics and high-performance materials firm. Having been active extensively in technical ceramics the company responded to clients desires for more design freedom in ceramic parts by acquiring Lithoz machines including a new Cerafab 8500 to begin making series parts in ceramics for several industries.
What kind of company is Steinbach & why should I work with you?
Steinbach AG is a joint-stock company and a mid-sized partner of industry operating in global markets. In Germany, we are one of only a few suppliers of technical ceramics. We provide our customers with up-to-date technology and apart from an extensive technical consultation and individual development we offer a quick and extremely precise production from lot size 1 onward.
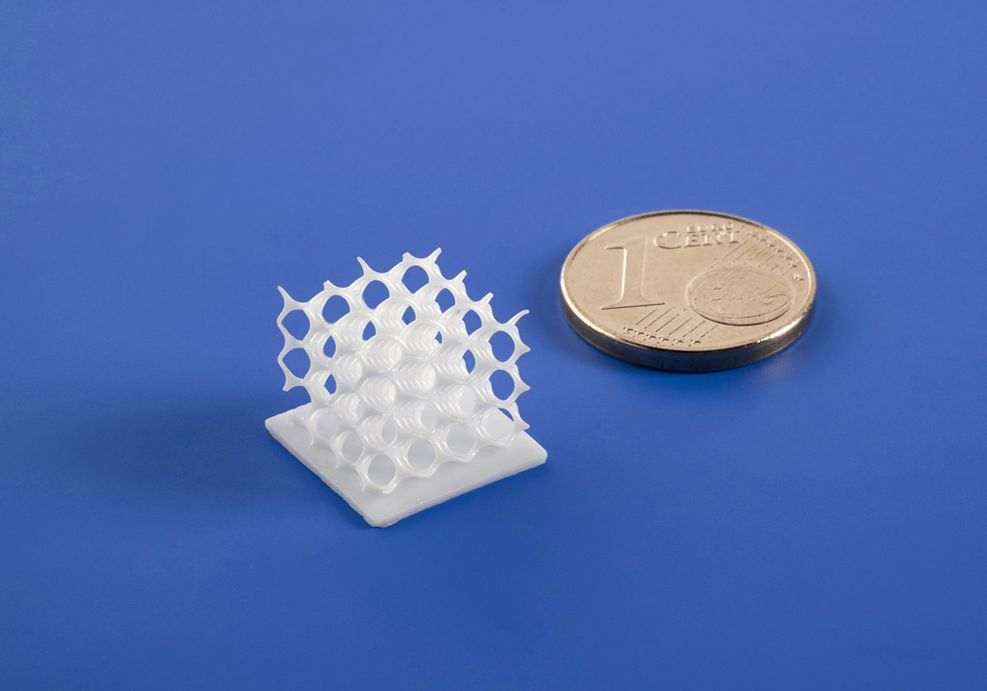
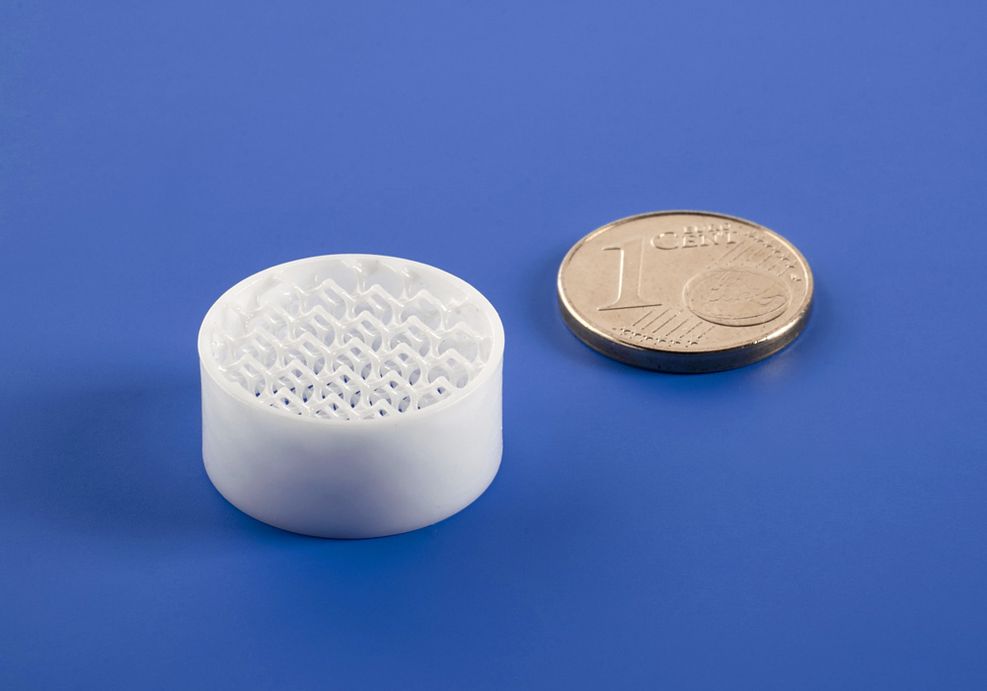
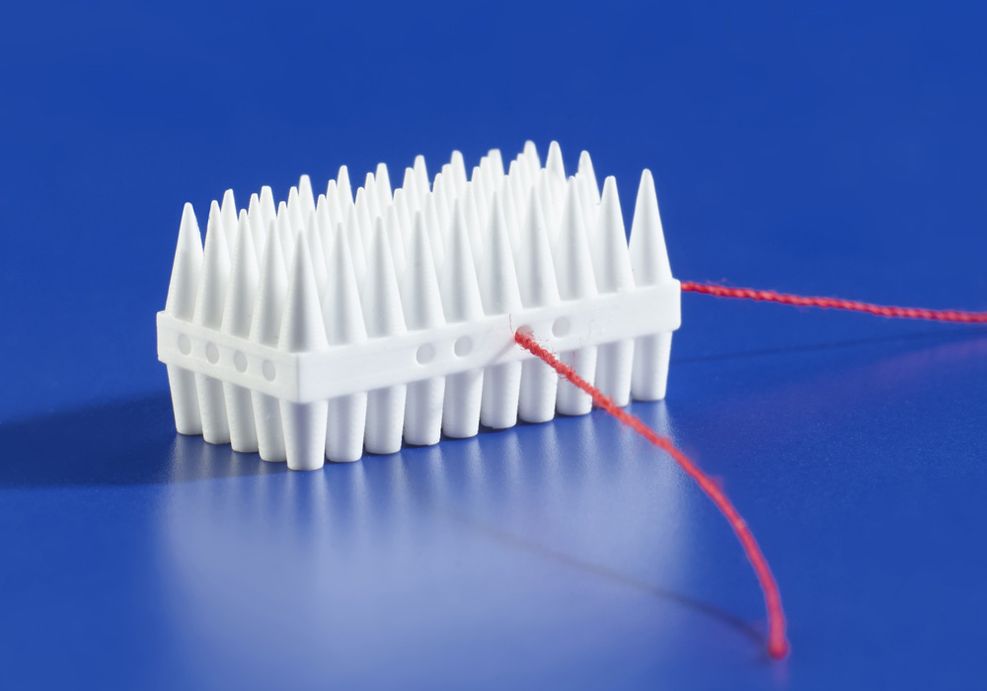
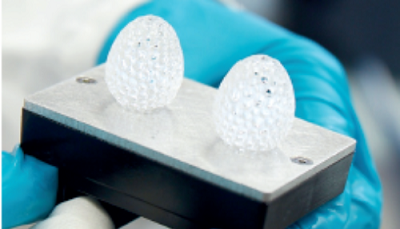
A 3D printed technical ceramic part made by Steinbach for a fluid reactor.
Why did you start 3D printing ceramics?
Steinbach AG with its division „Technical Ceramics“ has specialized in additive manufacturing of technical high-performance ceramics for industrial and medical applications.
In the past, we increasingly received requests for individually manufactured complex geometries. That’s why we acquired our first 3D printer in 2016.
Do the 3D printed parts perform better or worse than conventional ones?
Based on the generative manufacturing method LCM, for the first time prototypes of 3D-ceramics can be manufactured in highest series quality. In contrast to the conventional Rapid-Prototyping-Methods where the components just transmit the spatial impression and the shape in general, the prototypes manufactured by LCM can be charged. Due to the LCM method, ceramic 3D-prototypes dispose of a quality of 0.4 Ra without any postprocessing and reach a theoretical density of more than 99 %. The tolerances are +/- 0.1 mm. Withal the components dispose of an extremely smooth surface even without subsequent finishing.
In conventional manufacturing, the designer has to take the producibility of the products into account. That leads to limitations in geometry and design so that compromises must be made. In the LCM-method, however, free design is possible determined by the application and not dependent on the manufacturing process. So for the first time even difficult structures and complex geometries such as cavities, fine channels and undercuts can be implemented. The characteristics of the ceramic components are significantly influencable even during the manufacturing process. The material qualities do not change while doing so.
What kind of customers 3D print ceramics? What are the parts used for?
Areas of application for different industries:
•High-temperature applications
•Chemistry and laboratories
•Medical technology
•Automobile industry
•Analysis and measurement equipment
•Microreactors / Microfluidic applications
•Micro-electronics
•Plasmatechnology
•Aerospace sector
For example in the field of high-temperature technology materials have to withstand high temperatures up to far more than 1000 °C without any distortion or fatigue. For most materials that is not sustainable in the long term. The technical 3D-printing ceramics can withstand operation temperatures of 1600 °C and more. Moreover, even at highest application temperatures in the ultra-high vacuum they keep stable without softening or flowing. Broad application areas for components from 3D-printing ceramics have been opened up in the industrial furnace construction, in the glass and steel industry, in control and measuring technology, in research, in the development and in the field of thermal analysis and process engineering.
What kinds of ceramics can you print in?
Steinbach AG produces technical 3D-printing ceramics made of alumina and zirconium oxide. We generally use three ceramic materials: FormAlox 999, FormAlox 998 and FormAcon 3Y.
Do you see 3D printed ceramics expanding?
Definitely. We see this every day with growing inquiries. 3D printed parts – especially with technical ceramics – are becoming increasingly important.
Many customers try it out and are thrilled by the many advantages such as
• Outstanding hardness
• High temperature resistance (1600°C)
• Superior wear resistance
• High corrosion resistance
• Chemical resistance
• Food safe, biocompatible
• Electrical insulator
What is holding back 3D printed ceramics?
At first glance the high cost. But in contrast to conventional forming processes, in the generative LCM-manufacturing no specific tools are necessary as the processing directly follows the CAD dataset.
Buckle your seat belts, because we’ve got a of news to share with you in today’s 3D Printing News Briefs, starting with more event announcements and moving on to several new partnerships, a workshop, and a 3D printing project. Nanogrande introduced its new 3D printer for nanometer metallic particles at Fabtech this week, while Sartomer and Nanoe are launching new 3D printing innovations at formnext. Creatz3D is working to accelerate ceramics 3D printing in Singapore, while partnerships were announced between Valuechain and Clad Korea, PostProcess and Rösler, and Additive Manufacturing Technologies and Mitsubishi Electric. Finally, two Fraunhofer Institutes are hosting an AM materials workshop, and a maker from YouTube channel Potent Printables is sharing a new project.
Nanogrande Introduced First 3D Printer for Nanometer Metallic Particles
At FABTECH 2018 in Atlanta this week, Nanogrande officially introduced its new 3D printer. The MPL-1, enabled with the company’s Power Layering Technology, is actually the first nanoscale 3D printer for metallic particles in the world, and could successfully open up new 3D printing horizons. Nanogrande has spent years working to develop the new 3D printer.
“Power Layering, while maximizing particle compaction, allows MPL-1 to use particles of all shapes, sizes and types. With this approach, we can easily print with particles as small as a nanometer, but also particles of 5 microns, what the industrial sector is currently seeking. At this size, the particles stick to each other, virtually eliminating the need for support structures typical to 3D printing. In this way, there is a considerable reduction in post- printing costs,” said Juan Schneider, the President and Founder of Nanogrande.
“Today we are witnessing the culmination of a long process of research and development that has given us the chance to set up a team that generates many innovative ideas. Alone, it is possible to have excellent ideas; but, as a team, we can bring these ideas to life. I am very pleased to highlight the success of the efforts of the people who work for Nanogrande.”
Sartomer Europe Introducing New UV-Curable Resins
At formnext in Frankfurt next week, the European division of specialty chemical supplier Sartomer, a business unit of Arkema, will be launching new products in its N3xtDimension line of UV-curable engineered resins as part of its new commercial 3D printing-dedicated platform. The new materials will help companies fulfill performance and regulatory requirements for multiple industrial applications, thanks to their excellent tunability and mechanical properties. At its booth H58 in Hall 3.1 at formnext, Sartomer will introduce N3D I-2105, with impact resistance for manufacturing functional parts; N3D-F2115, which can achieve varying levels of flexibility depending on post treatment; and N3D P-2125, which is perfect for prototyping with its homogeneous network and limited evolution of mechanical properties after post-curing is complete.
“We are addressing the needs of demanding and innovative 3D printing markets by partnering with global leaders to deliver custom material solutions for end-use applications. Through our range of products and services dedicated to additive manufacturing, we are supporting the 3D printing sector as it grows and continues to develop new applications,” said Sumeet Jain, the Global Director for 3D Printing Business at Sartomer.
Nanoe Launches Ceramic and Metal 3D Printer
In other formnext news, French company Nanoe, which is a leader in high-tech raw materials and also specializes in ceramics 3D printing, will be introducing its new Zetaprint system for desktop 3D printing of ceramic and metal materials. The team will perform a live demonstration of the 3D printer at the event, and explain the full 3D printing, debinding, and sintering process.
Additionally, the company will be launching its new stainless steel 16L Zetamix filament. These filaments, made up of a ceramic or metal powder and a polymer matrix, can be used to make high density parts in any FDM 3D printer. Nanoe, which is also developing materials in Inconel and titanium, will also soon be launching a complete line of adapted FDM 3D printers. Visit the company at booth A74 in Hall 3.0 next week at formnext to see a live Zetaprint demonstration and 3D printed parts in various Zetamix materials.
Creatz3D Accelerating Ceramics 3D Printing in Singapore
Speaking of ceramics, Creatz3D Ceramics Service Bureau is dedicated to 3D printing ceramics parts. Founded last year, its parent company is Singapore-based 3D printer and AM software solutions seller Creatz3D, which partnered with 3DCeram Sinto in Limoges to create the service. This partnership, signed in 2016, facilitated the first installation in Singapore of 3DCeram Sinto’s Ceramaker 900 Ceramic 3D printer, at the Advanced Remanufacturing Technology Centre. The Creatz3D Ceramics Service Bureau, which offers diverse material options and a hassle-free experience, is the first, and only, ceramics-focused 3D printing service in the country, and is helping to increase awareness and adoption of ceramics for 3D printing.
“The addition of ceramics to Creatz3D’s portfolio ensures that they stay ahead of the pack in the competitive 3D printing landscape, and their expertise can demonstrate the game-changing capabilities that the technology has to offer to help advance design, engineering, and manufacturing,” said Sean Looi, the General Manager of Creatz3D.
Valuechain Signs Strategic Partnership with Clad Korea
British technology company Valuechain reports that it has signed a strategic partnership with manufacturing company Clad Korea, in order to digitalize 3D printing in East Asia. Both companies will be able to grow their association together in the initial agreement, in addition to bringing Valuechain’s solutions, including its flagship DNA am production control software, to the East Asian AM marketplace. This software addresses 3D printing production process niche requirements, like powder traceability and managing AM build plans.
“Valuechain’s DNA am technology is a unique offering to the market, with great potential to enable rapid and mass production of additive manufactured parts. As we look to enter the additive manufacturing market ourselves, we believe this product will give us a competitive advantage in the industry, and we’re excited to be able to contribute to the growth of this technology in Asia by helping to deliver this solution throughout South Korea,” said Brandon Lee, the CEO of Clad Korea Co. Ltd.
PostProcess Technologies Partnering with Rösler
Moving on with strategic partnerships in the 3D printing world, PostProcess Technologies Inc., a pioneer of software-drive 3D post-processing solutions, is working with Rösler Oberflächentechnik GmbH, which sells finishing systems for traditional manufacturing, to bring automated, intelligent post-print solutions to Europe. Rösler will provide PostProcess’ data-driven support removal and surface finishing solutions for 3D printing to the European market, making it the only surface finishing supplier that will be providing solutions tailored to the needs of both traditional and additive manufacturing. The two companies will debut their partnership next week at formnext, with PostProcess’ technology on display in its booth H68, as well as Rösler’s booth E20, both of which are in Hall 3.0.
“The additive space is rapidly growing, especially in Europe, and as such, the demand for an automated post-printing solution is accelerating. Rösler is a unique partner for PostProcess, bringing expertise in finishing systems with a broad European footprint, thousands of existing customers, and a strong presence across a range of industries that will greatly benefit from PostProcess’ proprietary and integrated software, hardware, and chemistry solution,” said Bruno Bourguet, the Managing Director for PostProcess Technologies.
Additive Manufacturing Technologies Announces Partnership with Mitsubishi Electric
Sheffield-based Additive Manufacturing Technologies Ltd (AMT) has entered into a partnership with Mitsubishi Electric in order to further develop its PostPro3D system with an integrated automation solution, which could provide a major productivity boost for 3D print post-processing. This new solution is based on Mitsubishi Electric’s MELSEC iQ-F Series compact PLC, HMIs, SCADA and MELFA articulated arm robots. While PostPro3D is already pretty impressive, with its ability to automatically smooth an object’s surface to 1μm precision, AMT wanted to further develop the system with certified automation products so it would be suitable for Industry 4.0. Now, PostPro3D is equipped with a Mitsubishi Electric power supply and low voltage switchgear, servo drives and motors, FR-D700 frequency inverters and the optional six-axis robot arm.
“To realise our concept, we needed an automation partner that could provide the whole range of machine control systems, as well as the actual robotics. This is fundamental to truly integrate our machine into the production line of the future as well as to benefit from a lean, single vendor distribution model,” explained Joseph Crabtree, CEO at AMT.
“Mitsubishi Electric was the clear choice because it offers a one stop shop for state-of-the-art automation solutions. In this way, we can be sure that the different components are compatible and can share data. Overall, the company can offer us products that adhere to UL, CE as well as Industry 4.0 requirements.”
Fraunhofer AM Materials Workshop
On November 29 and 30 in Dresden, Germany, Fraunhofer IKTS and Fraunhofer IWS are holding a workshop called “Hybrid materials and additive manufacturing processes.” The two institutes are working together to organize the workshop, which will be held in English and discuss innovative technologies for 3D printing metallic and ceramic components, in addition to application-specific manufacturing of material hybrids. Participants in the workshop’s practical insight sessions will be able to see diverse AM devices for multimaterial approaches live and in action.
“Why is that interesting? Additive manufacturing technologies for material hybrids open up new possibilities in production for diverse industrial branches,” Annika Ballin, Press and Public Relations for Fraunhofer IKTS, told 3DPrint.com. “It is not only possible to realize complex geometries, but also to functionalize components (sensors, heaters), to individualize production (labeling, inscriptions) and to combine different materials properties in one component (conductive/insulating, dense/porous etc.).”
The workshop, which costs €750, will be held at Fraunhofer Institute Center Dresden, and registration will continue until November 22.
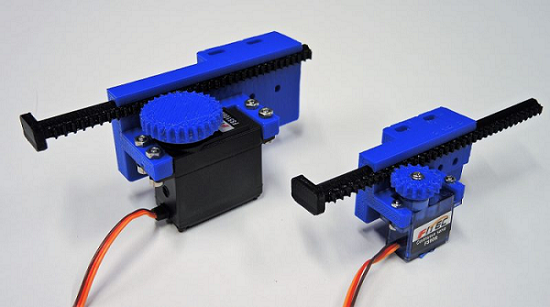
DIY 3D Printed Linear Servo Actuators by Potent Printables
A maker named Ali, who runs the Potent Printables YouTube channel, recently completed a neat design project – 3D printed linear actuators. Ali, who was partly inspired by a Hackaday post, said that the project has received a great response on both Twitter and Instagram. He designed the parts in SOLIDWORKS, and controls them with an Arduino Uno. The simple rack-and-pinion design, perfect for light loads, comes in two sizes for different space constraints and force outputs.
“Each design has a pinion that has to be glued to a servo horn, and a selection of rack lengths to suit your needs,” Dan Maloney wrote in a new Hackaday post about Ali’s project. “The printed parts are nothing fancy, but seem to have material in the right places to bear the loads these actuators will encounter.”
Check out the video below to see the 3D printed linear actuators for yourself:
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Most new startups in 3D printing are rather boring. There’s lots of whizzbang but very little fundamental innovation. Most of them are looking to score not looking to improve 3D printing as a whole. Aerosint may very well be one of the few startups that could bring true innovation to 3D printing. The startup is looking to change how powder bed systems recoat themselves, how they deal with supports and in the process open up a whole host of new materials and applications while also reducing the cost of parts. We interviewed Kevin Eckes of Aerosint to find out more about this potentially very exciting startup.
What is Aerosint?
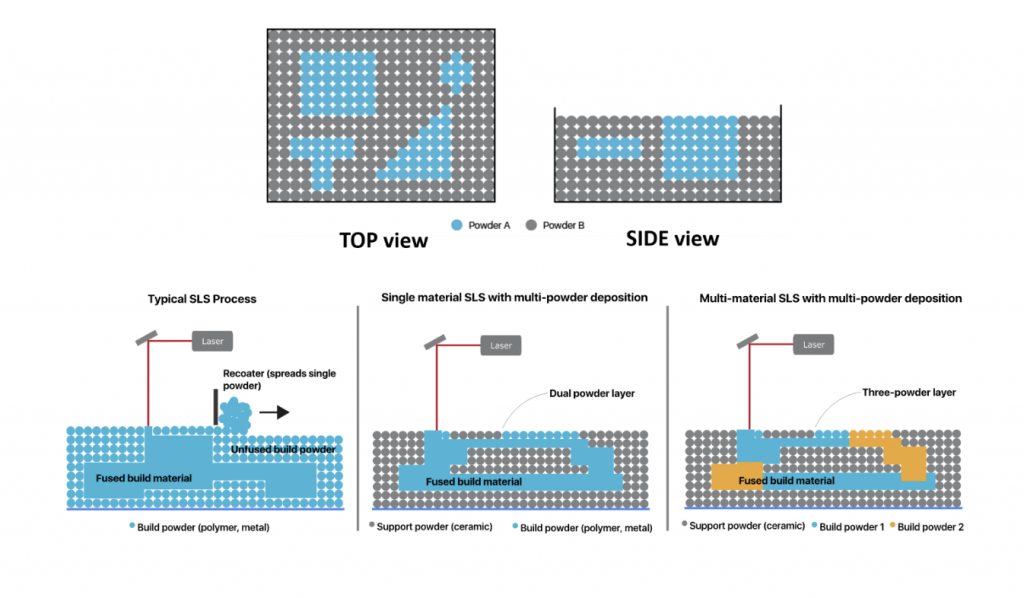
Aerosint is a company founded in 2016 on the idea that selective powder deposition will make additive manufacturing more capable, scalable, and less expensive. We have developed a mechanical system that replaces the normal powder recoater in SLS/SLM systems so that multiple powders can be deposited in a single layer with spatial selectivity.
What challenges do you hope to solve for people?
We believe our technology will allow for the scaled production of advanced parts that are topology-, material-, and cost-optimized. Most powder bed fusion AM techniques currently are focused primarily on geometric capability, far less on part cost, and almost not at all on efficiency gains through the use of multiple materials. In short, we want to help additive manufacturing live up to its hype and be able to build the best parts possible at the lowest cost.
How does your technology work?
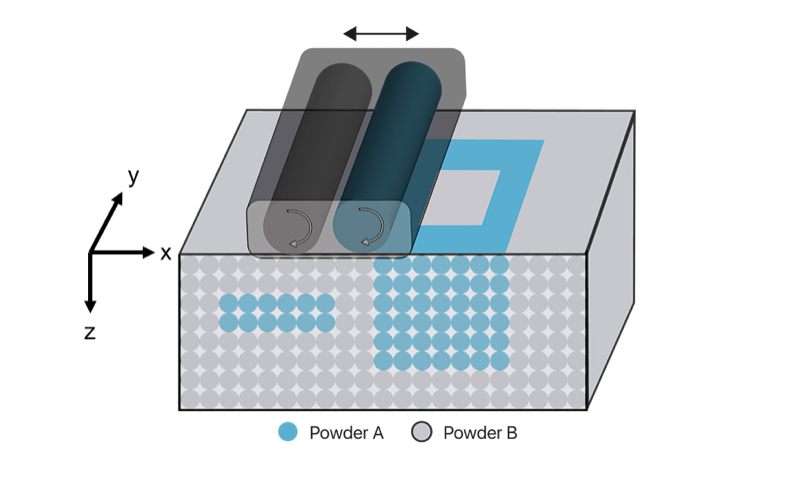
The system we have developed deposits small ‘voxels’ of powder in a line-by-line fashion from rotating drums that pass over a build platform in an SLS or SLM machine. Unlike the single-material recoating process used in SLS/SLM/MJF/binder-jetting processes, in using our system one has full three-dimensional control over powder material placement, which is required for building multi-material parts.
Why is the rotating drum essential?
It’s the most efficient geometry for the application. With a rotating drum the only limits of the X and Z dimensions are the size of the machine enclosing the Aerosint recoater system. The length of the rotating drum (i.e. axial dimension) limits the Y-dimension of the build.
What do you mean with multi-material?
We mean, quite literally, more than one material. Our system can pattern two or more powdered materials side by side. Of course, sintering them together is an altogether different matter, and we cannot circumvent fundamental physical limitations. Therefore, two polymers or two metals with similar thermal processing temperatures can realistically be incorporated into a single part using the Aerosint powder deposition system to structure the constituent powders prior to sintering.
There’s also a possibility of making what we call “pseudo multi-material” parts. These would be parts in which the bulk of the part is a base polymer, and certain regions include composite materials composed of the same base polymer with an additive, such as glass fiber, carbon fiber, or even nanoparticles to locally enhance the part’s mechanical, electrical, or magnetic properties.
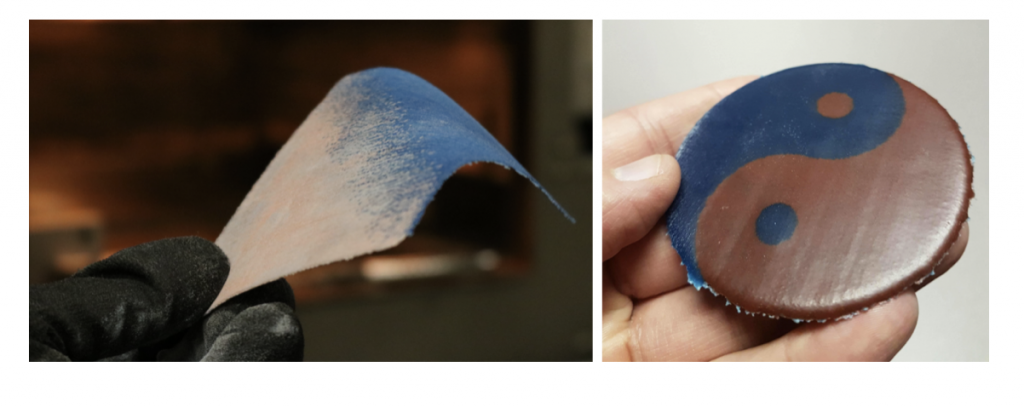
Recently we’ve demonstrated the co-deposition and sintering of flexible TPU with rigid polystyrene (left) as well as multiple colors of TPU (right).
Can you do gradient materials as well? Gradient and multiple materials at the same time?
You can think of the powder images we create as physical versions of binary (i.e. black and white) images. So, while we can’t pattern truly continuous gradients we can do dithered ‘digital’ gradients to form interfaces between two materials (see above, left). In our system, theoretically, you can pattern as many materials as you have rotating drums. In practice, there is, of course, a limit based on the machine size but 2, 3, or 4 drums per machine could be realized.
How can this be used to optimize surfaces?
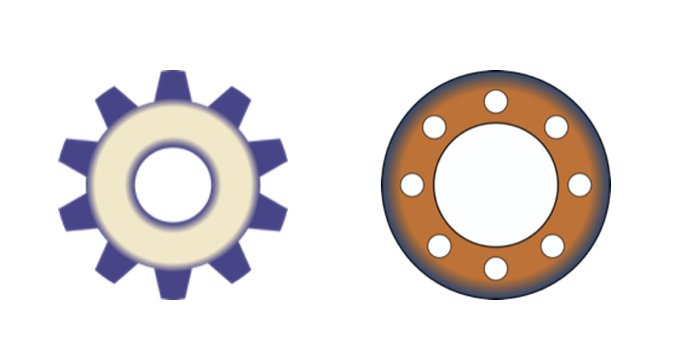
Surfaces can be optimized in terms of material properties and material savings. One useful application is to be able to create parts that have a hard surface material to resist wear and abrasion combined with a tough inner material to resist brittle fracture (left). This strategy is even more attractive if the cost of the surface material is high relative to the bulk material. In another example, a copper part with high thermal conductivity can be made stronger and more resistant to stress with a steel surface (right).
What are the advantages of this (relative to other AM techniques)?
The most mature multi-material 3D printing processes are dependent on the curing of multiple expensive polymer resins, sometimes containing nanoparticles (as is the case for conductive resins). These resins are often quite expensive, and they tend to age and become brittle after printing. Because of these and other disadvantages, this resin jetting and curing process is better suited for prototyping rather than production-scale AM.
Powder bed AM processes have proven to be the fastest, most cost-effective, and scalable of all the various AM methods. We wanted to develop a process that builds on existing powder bed technology to make it able to process multiple materials. Our powder deposition system is also material-agnostic — we can handle polymer, ceramic, and many metal powders.
What are the cost advantages of your technology compared to SLS?
SLS of polymers is rather wasteful because unfused powder that has undergone an hours-long heated build process changes chemically in ways that prohibit its direct re-use in a subsequent build. Some amount can be reused when mixed with virgin powder, but there is almost always an amount which is thrown away.
The problem is worse for high sintering temperature materials, such as PEEK and other high-performance thermoplastics. It happens that these materials are also quite expensive to begin with, so any powder savings translates to significant cost savings. Our system allows for the deposition of expensive build powders only where needed, because a cheap, non-fusing support powder (such as ceramic) can be co-deposited in each layer.
By using ceramic powders as reusable support how much money would I save?
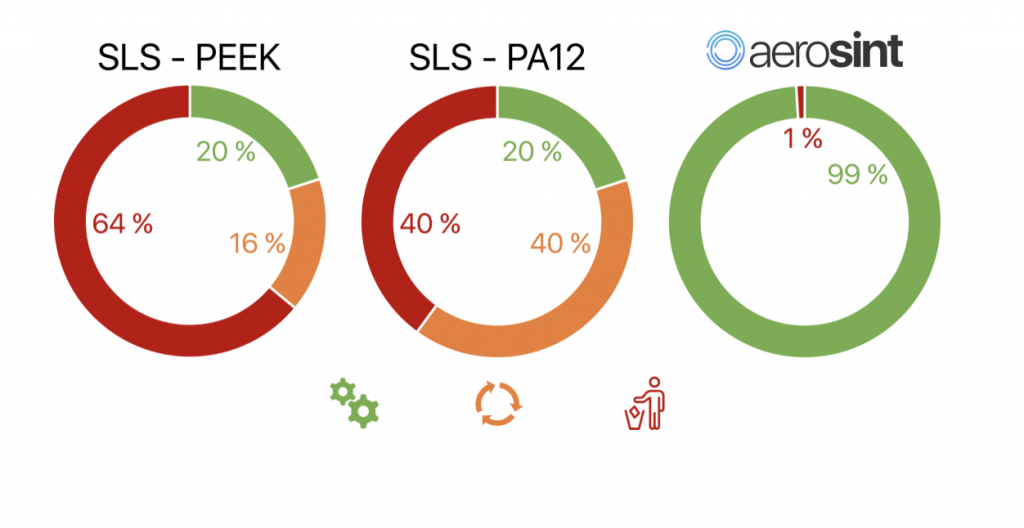
With conservative assumptions for build density and powder refresh rate based on data provided to us by a major service bureau, we estimate that the value of material wasted in a fullbuild of PEEK powder printed in an EOS P800 system is about 32,000 USD. After only 38 full builds, the cost of powder waste would exceed the cost of the EOS P800 machine itself!
For PA12 and similar conservative assumptions, for a full build in an EOS P760 system the powder waste cost amounts to nearly 3,000 USD.
With an Aerosint recoater depositing both non-fusing ceramic support powder and polymer build powder, we believe the powder waste rate could be reduced to less than 1% of the overall amount of powder input in the process. For PEEK this represents less than 500 USD/build, or a savings of over 31,500 USD savings per build. In the case of PA12 the waste would be reduced to 74 USD/build, corresponding to a savings of 2,926 USD/build. Considering the hundreds of builds a major service bureau would do per year per machine, the cumulative savings can easily amount to millions of dollars per year.
For the multi-material case, we have active projects to combine flexible and rigid polymers like TPU and PA12, multi-colored polymers, and steel and copper. For the powder savings case we are focused almost exclusively on PEEK, and we’re developing a powder deposition system that will withstand the extreme operating conditions needed for PEEK SLS.
I don’t see how you could use this to combine 3D printing circuits and polymers in one step. Won’t you melt or deform the polymer?
For circuits, indeed an approach cleverer than simply melting copper and polymer side by side is needed since bulk copper has a much higher melting temperature than any thermoplastic. We know of some interesting work being done to develop sinterable polymer composite materials that can be made selectively conductive in a post-processing step. As long as the matrix polymer of the conductive precursor material has a similar melting temperature as the surrounding bulk material, it should be possible to print conductive paths and insulating material at once using our system.
What kind of metals can you combine with each other?
Our first efforts are focused on steel and copper. With the same prototype system other metal-metal combinations should eventually be possible to validate.
How mature is your technology?
Our technology is maturing quickly but many aspects still need to be validated. In particular we need to combine our powder deposition expertise with the materials processing expertise of others to push our technology closer to the market.
What kind of partners are you looking for, and why should they work with you?
Our technology should enable multi-material AM, but we have limited in-house experience and resources to explore the space of material combinations that might be possible. We’re interested in working with research institutions and especially R&D departments of companies that have identified a need for multi-material additive manufacturing for improving their products and market position.
We’ll have a booth next week at Formnext in Frankfurt among the other startup challenge winners, and we welcome anyone to stop by to discuss applications and collaboration possibilities.