U.K. company Wayland Additive, spun out from engineering firm Reliance Precision, licensed the metal AM NeuBeam process from its parent company with an aim to commercialize it by 2021. This goal will soon become a reality, as Wayland has announced a major milestone — it will be commercially launching the Calibur 3, its first production NeaBeam 3D printing system, on January 27th of 2021.
“We are very happy to confirm the launch date for the Calibur 3,” Peter Hansford, the Director of Business Development for Wayland Additive, stated in a press release. “On 27th January next year we will be unveiling the full specs of the machine to our early adopters and partners as well as to the press at a dedicated event. Currently the plan is to bring people in to see it in action for themselves if we are able to with Covid 19 restrictions, but we will also be live-streaming the event for interested parties that may not be able to attend. 2020 has been an unprecedented year in many ways and the global pandemic has caused a great deal of disruption and uncertainty. At Wayland, however, we have been able to navigate through these difficulties and keep our focus on the development of our system. Talking to industrial users of metal AM throughout, it is clear that despite the disruptions, many companies are still making medium and long-term plans, and we look forward to serving them with our ground-breaking technology.”

NeuBeam metal AM technology is an electron beam powder bed fusion (PBF) process, and was created from the ground up, by a team of in-house physicists, in order to negate most of the compromises made when using metal 3D printing for part production. The process can actually neutralize the charge accumulation you normally see with electron beam melting (EBM), which enables more flexibility. The creators used physics principles learned in the semiconductor sector to come up with this unique method, which, as the press release states, is able to overcome “the inherent instabilities of traditional eBeam processes,” along with the typical internal residual stresses that occur with PBF technologies.
Wayland’s NeuBeam technology can print fully dense parts in many different materials, including highly reflective alloys and refractory metals, which are not compatible with traditional laser PBF and eBeam processes; this results in much better metallurgy capabilities. NeuBeam is also a hot “part” process, instead of a hot “bed” process, as it applies high temperatures to the part only, and not the bed. This allows for free-flowing post-build powder and stress-free parts with less energy consumption, which makes for more efficient part printing.

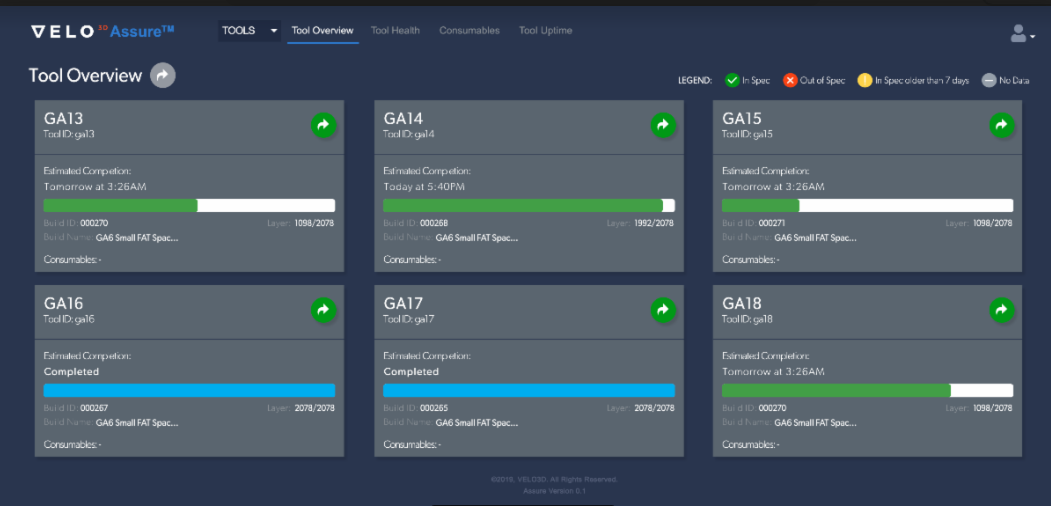
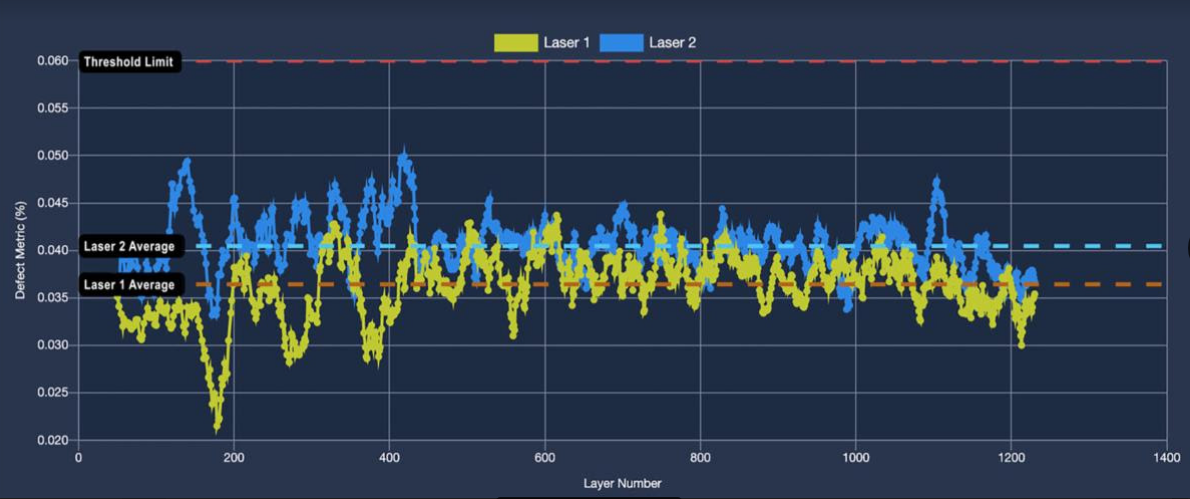
The soon-to-launch Calibur 3 printer is an open system, and was specifically designed by Wayland to be used for production applications. That’s why the company made sure to add completely embedded in-process print monitoring to the system’s features, which allow users to enjoy full oversight during the process and rest easy knowing each part has full traceability.
“Save the date in your diary now. We are in the process of curating an impressive in-person and on-line event which will be of huge interest to industrial sectors that use or are planning to use metal AM for production applications,” said Will Richardson, Wayland Additive’s CEO. “January 27th 2021 will be a pivotal day for Wayland, but also a pivotal day for industry as they get a first clear view of the opportunities that exist through the use of our NeuBeam technology.”
NeuBeam technology
Wayland has said that it plans to start shipping the Calibur 3 to customers later in 2021.
(Source/Images: Wayland Additive)
The post Wayland Additive to Launch Calibur 3 Production 3D Printer in January 2021 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
 Quality Assurance and Control System for its Sapphire® 3D metal printers,
Quality Assurance and Control System for its Sapphire® 3D metal printers,