Researchers from State University of New York College of Environmental Science and Forestry, University of Tennessee, Oak Ridge National Laboratory, and The University of Tennessee Institute of Agriculture have come together to research materials for 3D printing, specifically with a focus on composites made from biomass.
Composites are being used more widely as users explore materials that are magnetic, PLA additives, mixtures of recycled polymers, graphene, and more. More natural materials like wood, and specifically lignin, have been a source of experimental studies, too, in efforts to strengthen certain materials for given applications.
In this study, the authors focus on lignocellulosic biomass and derivatives, reviewing and analyzing a variety of additives for 3D printing. Their findings have been released in the recently published ‘3D printing of biomass-derived composites: application and characterization approaches.’
The study of materials is often just a means to an end for the manufacturing of high-performance parts; however, there is also a need for more biocompatible and environmentally-friendly polymers. Because lignocellulosic biomass is natural—and plentiful—it is used in creating bio-fuels, paper, and more, composed of:
- Cellulose
- Hemicellulose
- Lignin
- Proteins
- Other extractives
“The development of biomass-derived materials using 3D printing technology as an alternative to fossil oil-based plastics will provide an opportunity to achieve sustainable and renewable bioeconomy,” explained the authors.
Number of patents for cellulose and biomass-derived in 3D printing.
Renewable materials have been a substantial source of study, especially in terms of cellulose.
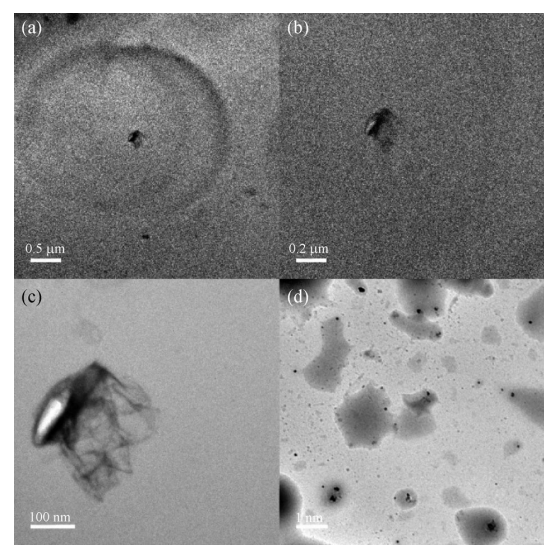
(a) Schematic of the tree hierarchical structure illustrating the role of cellulose. Reprinted with permission from ref. 44. Copyright 2011 Chemical Society Reviews. (b) SEM image of the CNF, scale bar 6 μm. Reprinted with permission from ref. 30. Copyright 2019 Advanced Functional Materials. (c) TEM image of CNCs, scale bar 100 nm. Reprinted with permission from ref. 30. Copyright 2019 Advanced Functional Materials. (d) SEM image of BC produced by Komagataeibacter xylinus. Scale bar 5 μm. Reprinted with permission from ref. 46. Copyright 2017 RSC Advances.
There have been 5,100 patents for 3D printing with cellulose since 2015:
“This trend implies that the application of biomass and its components in 3D printing has become a hot topic and cellulose for 3D printing has been widely used,” stated the authors.
(a) Mechanism of FDM/FFF. (b) “Printing zone” defined in an FDM printing (ABS, HIPS and NBR41–HW represent acrylonitrile–butadiene–styrene, high impact polystyrene and acrylonitrile butadiene rubber with 41 mol% of nitrile contents, respectively). Reprinted with copyright permission from ref. 25. Copyright 2018 Science Advances.
Common methods of 3D printing with composites include fused deposition modeling (FDM), direct-ink writing (DIW), stereolithography (SLA), direct light processing (DLP), and binder jetting.
Mechanism of SLA/DLP. Redrawn based on ref. 86. Copyright 2019 ACS Omega.
DIW 3D printing is considered by the authors to be a good candidate for use with cellulose, due to its fluidic properties—meaning that it disperses well in water, acting as a suspension. Hydrogels can be created this way for a variety of bioprinting endeavors, especially due to good rheological properties like shear-thinning, good yield stress for encouraging stability, and both finite elastic modulus and rapid elastic recovery. Previous research recommends CNF hydrogels for use in neural bioprinting, while other additives like chitin (added between the gaps of fibers) may be used in applications like building wind turbine blades. Further crosslinking and ‘enhancing of mechanical performance’ can also result in smart materials, able to respond, and deform to changes in environment like temperature or moisture levels.

Various studies on 3D printing of cellulose and cellulose derivates. (a) The alignment of cellulose nanofibers (CNF) and nanocrystals (CNC) controlled by the flow in a DIW printing (left), leading to a strong aerogel hook (right). Reprinted with permission from ref. 30. Copyright 2019 Advanced Functional Materials. (b) DCW printing of cellulose composites with other biomasses. Reprinted with permission from ref. 36. Copyright 2019 Advanced Materials Technologies. (c) Wood cell mimicking structure combined FDM printing structure with UV-cured resin and CNC. Reprinted with permission from ref. 67. Copyright 2018 Materials & Design. (d) SLA printing of CNC reinforced structure that can be used in medical fields. Reprinted with permission from ref. 39. Copyright 2017 ACS Applied Materials & Interfaces. (e) MC-assisted ceramic slurry showed unique rheology behavior on printing. Below two images showed the prototype (left) and the sintered counterpart (right). Reprinted with permission from ref. 76. Copyright 2019 Journal of Alloys and Compounds. (f) CA-based oil/water separation mesh and its anti-oil-fouling property. Reprinted with permission from ref. 77. Copyright 2019 ACS Applied Materials & Interfaces.
In SLA 3D printing, researchers have also been using resin/cellulose blends more often—and especially in medical applications when materials are biocompatible.
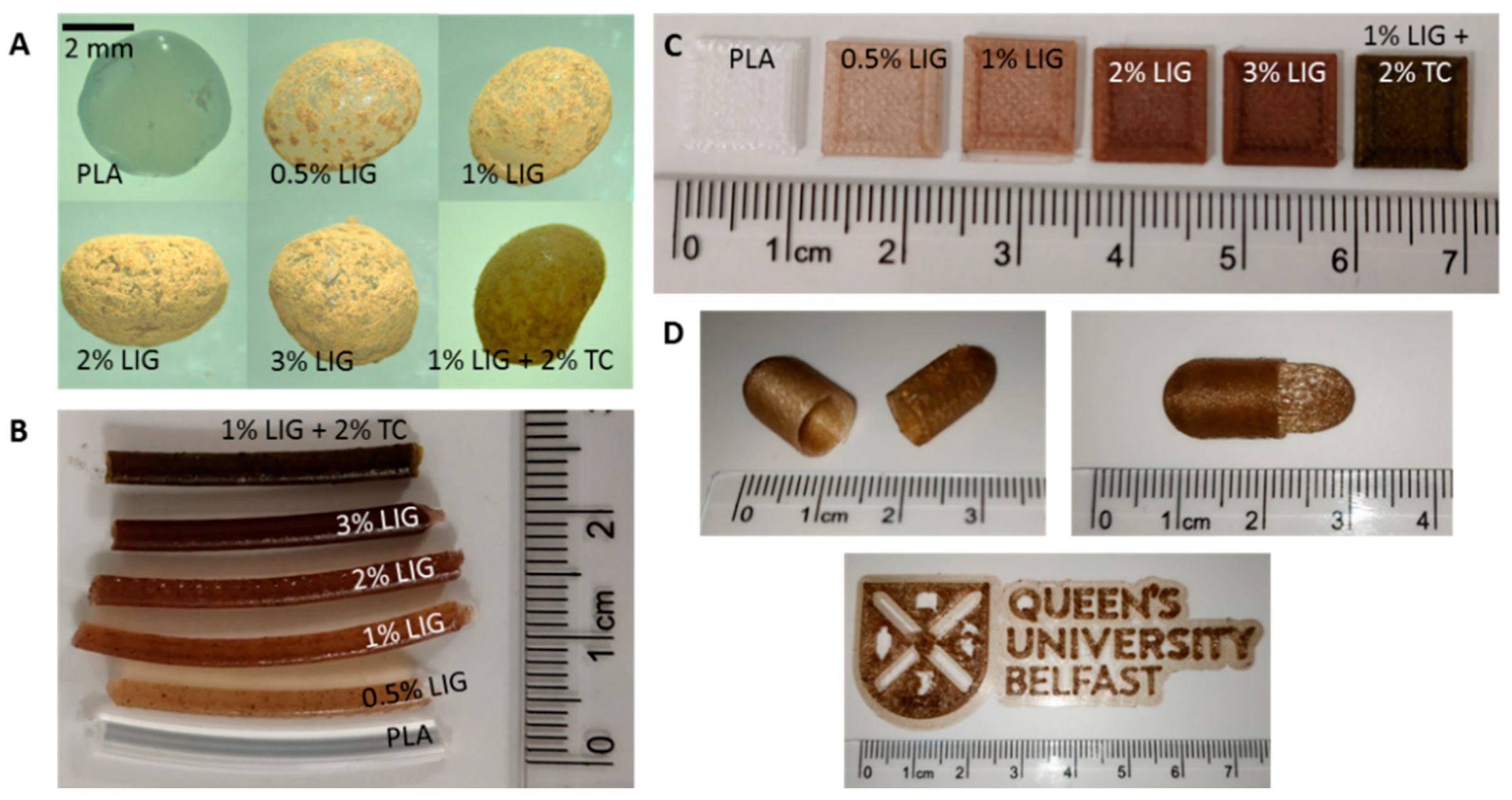
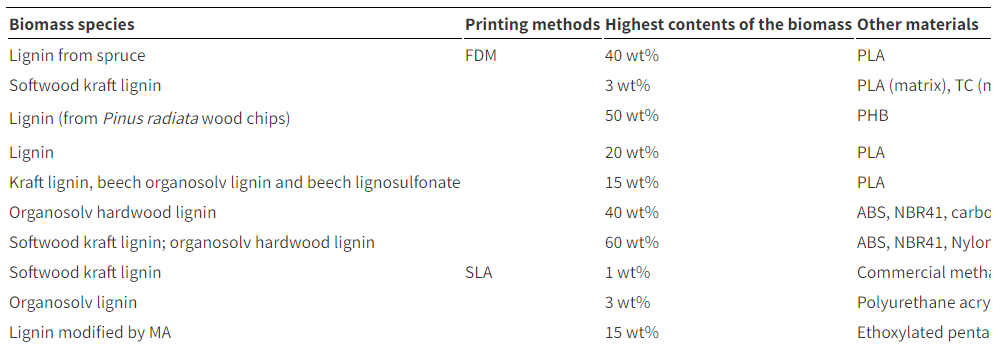
Studies on lignin 3D printing. (a) FDM printing process of lignin-included composite that owns the highest reported lignin contents (60 wt%) and the printed oak leaf. Reprinted with permission from ref. 93 Copyright 2018 Science Advances. (b) SLA printing of lignin-included resin that showed an improvement of the tensile strength. Reprinted with permission from ref. 86. https://pubs.acs.org/doi/abs/10.1021/acsomega.9b02455, Copyright 2019 ACS Omega. Further permissions related to the material excerpted should be directed to the ACS. (c) Modified lignin in SLA printing can be printed with the highest concentration of 15 wt%. Reprinted with permission from ref. 41. Copyright 2018 ACS Applied Materials & Interfaces. Further permissions related to the material excerpted should be directed to the ACS.
“Lignin, the second most abundant terrestrial biopolymer after cellulose, has been under-utilized and, to date, is mostly used for direct combustion,” stated the authors. “Therefore, the valorization of lignin has drawn great attention in the current biorefinery process. Given that lignin contributes to the hydrophobicity, antimicrobial, and antioxidant activities of the plant cell wall, it can be a reinforcing agent in 3D printing composites.”
3D printing of lignin composites
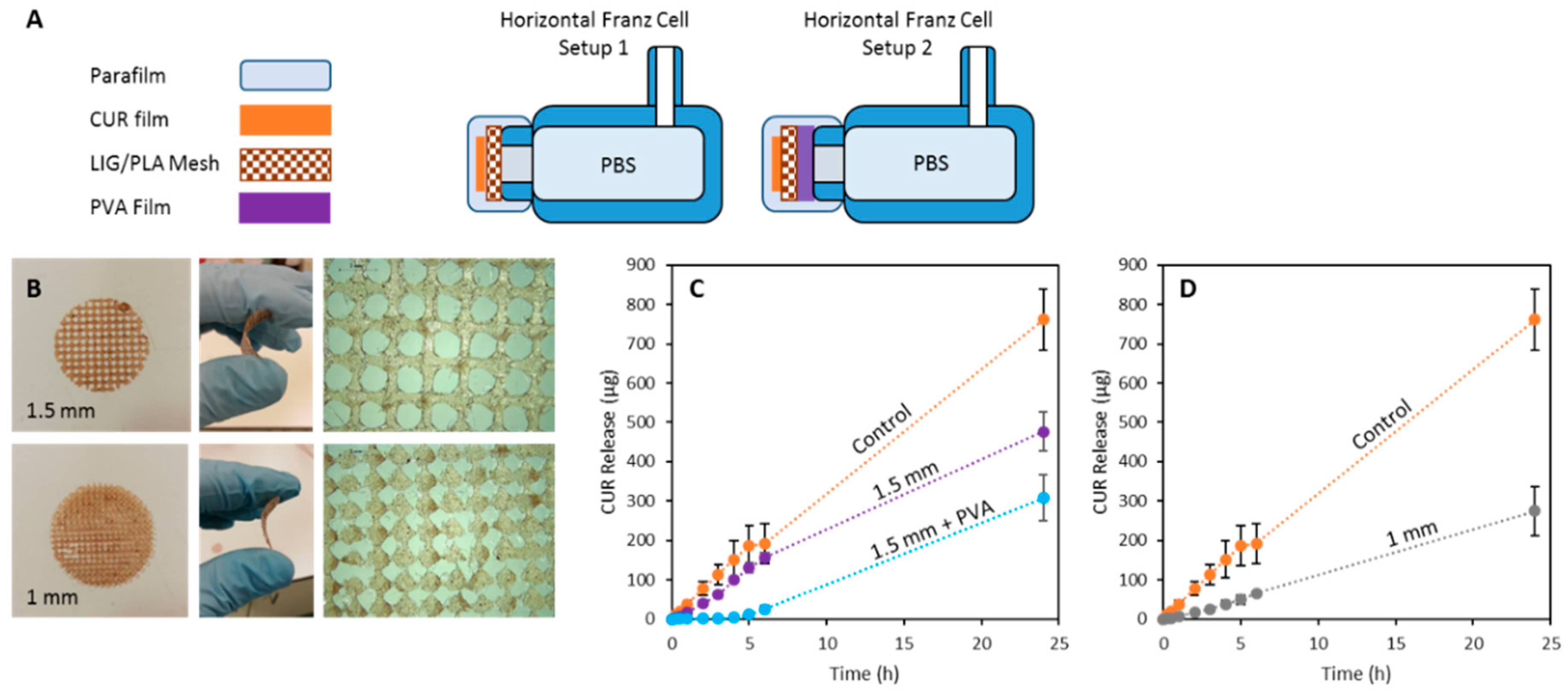
Lignin offers a range of potential uses, but especially in flame retardant products, anti-aging, and absorption of UV rays. Previous research has also proved its uses for improving tensile performance with better layer adhesion, improvement in drug delivery systems with 3D printed PLA/lignin/tetracycline materials, as well as decreases in warpage and shrinkage. Binder jetting was also used in experimentation with starch-based drug delivery systems.
In contrast to production and uses of cellulose and lignin, whole biomass is simpler to deal with—lacking any requirements for complicated processing, whether physical or chemical. Researchers have created materials like for mud-straw walls in construction of basic structures, with wood emerging as ‘one of the most popular biomasses in 3D printing applications.’
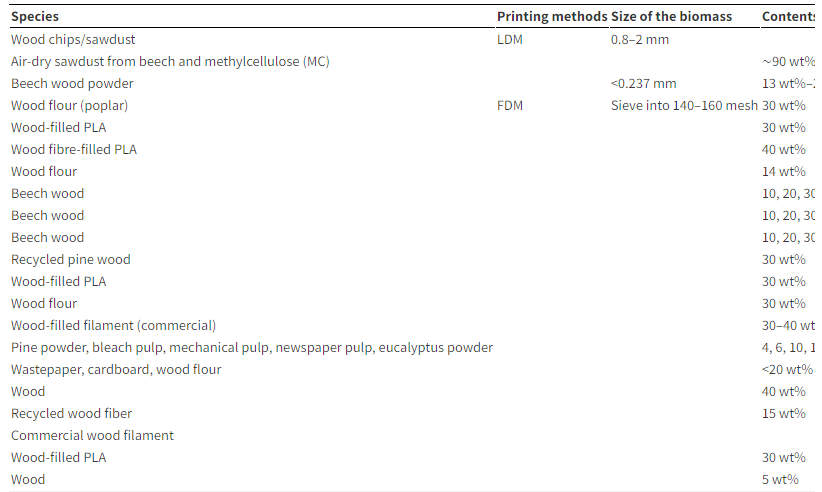
3D printing of wood composites
As researchers continue to create new wood composites, FDM 3D printing is being used for increased tensile strength, along with other properties; however, experimenting with printing parameters has also been critical in printing materials like PLA with a recycled pine wood additive.
“… understanding the structure of biomass component(s) remains important, along with the utilization of the supramolecular structures, like crystallinity, material anisotropy and interfacial interactions need to be well-studied to help reach the target property of the 3D printed biomass-derived materials,” concluded the authors. “For the processing, various parameters such as the printing resolution and part production rate are the areas that have to undergo further engineering for making 3D printing competitive with conventional material fabrication technologies.
“In the future, the use of compatibilizers and modification of interfacial chemistry may enhance bonding and distribution of biomass-derived fillers with plastics, which could significantly improve the concentration of the fillers with moderate strength to alleviate depletion, at least partially, of the petroleum-based materials. Moreover, characterization techniques that are tailored to the final commercial application can be valuable to better assess the strengths and weaknesses of printed materials. An in-site characterization that has been applied to metal 3D printing is also a possible approach in this field to promote the printing quality.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘3D printing of biomass-derived composites: application and characterization approaches’]
The post Researchers Review 3D Printing with Biomass-Derived Composites appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.

 Glass Fiber (GF) composite. Founded in 2014 by CTO Eugene Giller (formerly of ZCorp), the 3D printer manufacturer also specializes in materials for applications like life sciences, communications, and branding. Now, the World Economic Forum (WEF) 2020 Technology Pioneer continues its commitment to color 3D printing with a new composite for large, full-color parts, offering the strength to support complex structures—while preventing issues like warping.
Glass Fiber (GF) composite. Founded in 2014 by CTO Eugene Giller (formerly of ZCorp), the 3D printer manufacturer also specializes in materials for applications like life sciences, communications, and branding. Now, the World Economic Forum (WEF) 2020 Technology Pioneer continues its commitment to color 3D printing with a new composite for large, full-color parts, offering the strength to support complex structures—while preventing issues like warping.