If you want high-quality 3D printed parts, then you need to choose the right print parameters. Research on this topic is ongoing, and the latest comes from the University of Manchester. Chamil Abeykoon, Pimpisut Sri-Amphorn, and Anura Fernando, with the Northwest Composite Centre in the Aerospace Research Institute, published “Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures,” about their work studying various properties and processing conditions of 3D printed specimens made with different materials.
 There are multiple variables involved in 3D printing, and changing just one parameter could cause “consequential changes in several other parameters” at the same time. Additionally, the most commonly used FDM printing materials are thermoplastic polymers with low melting points – not ideal for “some high performance applications.”
There are multiple variables involved in 3D printing, and changing just one parameter could cause “consequential changes in several other parameters” at the same time. Additionally, the most commonly used FDM printing materials are thermoplastic polymers with low melting points – not ideal for “some high performance applications.”
“Therefore, attempts have been made to improve the properties of printing filaments by adding particles such as short-fibres, nanoparticles and other suitable additives [18]. Thanks to these extensive researches and developments in the area of FDM, fibre-reinforced filaments are becoming popular and are currently available for practical applications,” they explained.
In order to optimize parameters and settings for these new reinforced materials, the team says we need more 3D printing research and development. In their study, they investigated the process using seven infill patterns, five print speeds, and four set nozzle temperatures, and observed and analyzed the mechanical, thermal, and morphological properties.
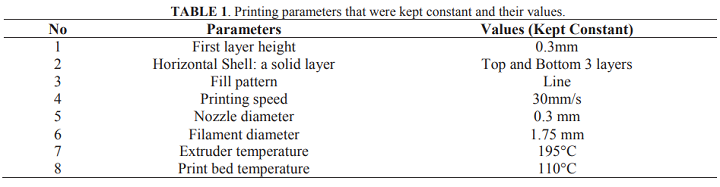
They used five commercially available materials, with 1.75 mm diameters:
- Polylactic acid (PLA)
- Acrylonitrile butadiene styrene (ABS)
- Carbon fiber-reinforced PLA (CFR-PLA)
- Carbon fiber-reinforced ABS (CFR-ABS)
- Carbon nanotube-reinforced ABS (CNT-ABS)
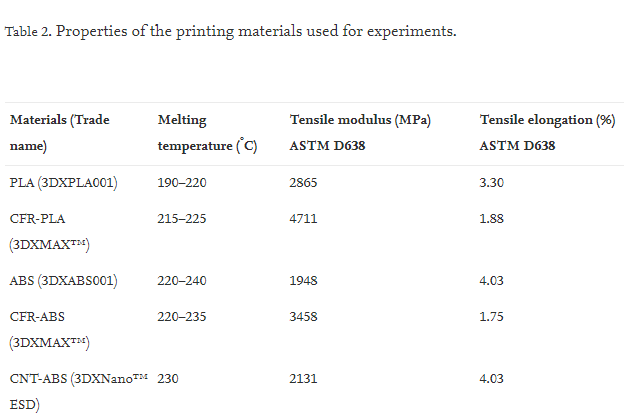
The samples were designed with SOLIDWORKS and printed on a MakerBot Replicator 2, MakerBot Replicator 2X, and MakerBot Replicator Z18.
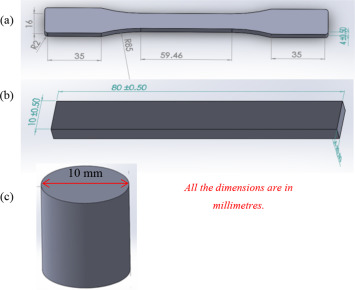
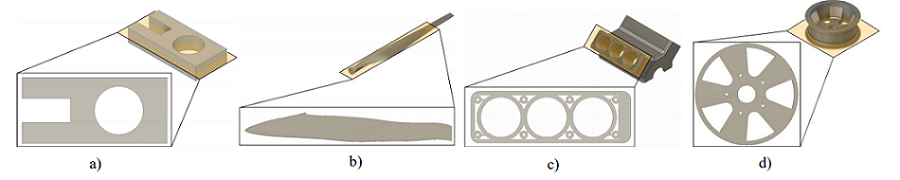
3D CAD images of test specimens: (a) Tensile, (b) Bending, and (c) Compression.
The team studied seven infill patterns – catfill, diamond, hexagonal, Hilbert, linear, moroccocanstar, and sharkfill – and infill densities of 25%, 30%, 40%, 50%, 70%, 90%, and 100%. Two shell layers were used for all samples, and the print bed temperature was between 23-70° for CFR-PLA, and 110°C for the three types of ABS material, to help reduce shrinkage and warping.
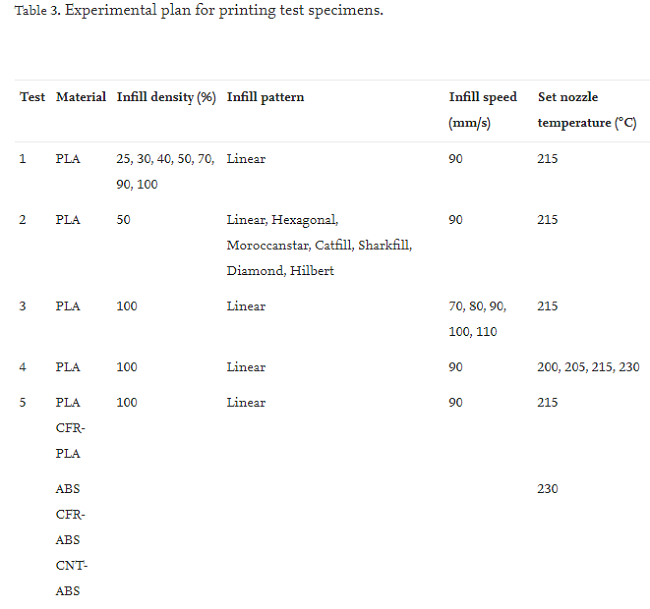
“At each test condition of all the types of tests (mechanical, rheological and thermal), 3 test specimens were prepared and tested, and then the average value was taken for the data analysis to improve the accuracy and reliability of the experimental data,” the team wrote.
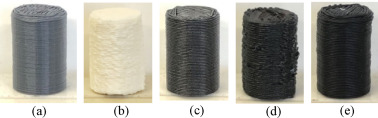
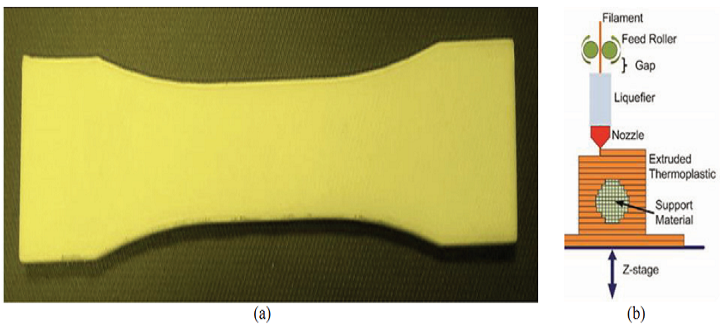
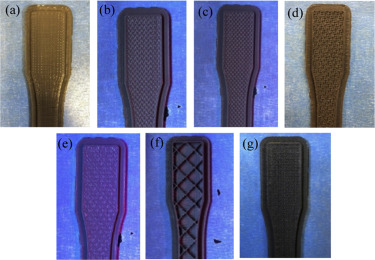
Appearance of the printed compression test specimens: (a) PLA, (b) ABS, (c) CFR-PLA, (d) CFR-ABS, and (e) CNT-ABS.
First, the 3D printed samples underwent mechanical testing to determine tensile modulus, flexural modulus, and compression properties. Using differential scanning calorimetry (DSC), the researchers measured melting and crystallization behaviors in a liquid nitrogen atmosphere, and found “the volume fractions of the reinforcement and matrix of the composite filaments” with the help of thermal gravimetric analysis (TGA).

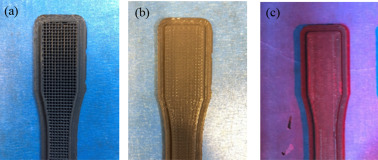
Appearance of printed tensile test specimens: (a) PLA, (b) ABS, (c) enlarged view of PLA, and (d) enlarged view of ABS.
Using a thermal imaging camera, they detected how much heat was released as the figure above was printed with 100% infill density, 20 mm/s infill speed, and 215°C set nozzle temperature. Finally, they used scanning electron microscopy (SEM) to observe and perform morphological testing on the surfaces of the 3D printed specimens that were broken during mechanical testing.
Infill density affects the strength of 3D printed parts. By increasing infill density, you then increase the tensile modulus and decrease porosity, which increases the “strength of the mechanical bonding between layers.”
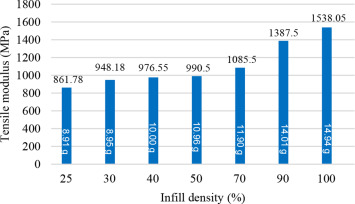
Relationship between tensile modulus and infill density for PLA.
“For pure PLA, parts with 100% infill density obtained the highest Young’s modulus of 1538.05 MPa,” the researchers note.
But, structure gaps can occur more frequently with low infill densities, which reduces part strength. In the figure below, you can see “the changes in porosity of the structure with the infill density.”
3D printed specimens with infill densities: (a) 25% (b) 50% and (c) 100%.
“Of the tested infill speeds from 70 to 110 mm/s; 90 mm/s infill speed gave the highest Young’s modulus for pure PLA,” they wrote.
Print speeds over 90 mm/s could cause polymer filament to melt, and result in poor adhesion and lower strength. To avoid this, the print speed must be compatible with the set nozzle temperature, and an appropriate combination of speed and set nozzle temperature “can reduce the shrinkage of the parts being printed.”
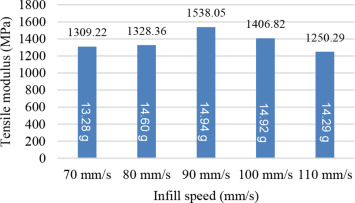
Relationship between tensile modulus and infill speed for PLA.
3D printed PLA samples were tested with the different infill patterns at 50% infill density, 90 mm/s speed, and 215°C set nozzle temperature.
3D printed samples with infill patterns: (a) Linear, (b) Hexagonal, (c) Moroccanstar, (d) Catfill, (e) Sharkfill, (f) Diamond, and (g) Hilbert.
“Among these seven patterns, the linear pattern gave the highest tensile modulus of 990.5 MPa. This can be justified as the linear pattern should have the best layer arrangement (in terms of the bonding between the layers) with the lowest porous structure,” the team explained.
They found that the print temperature has “a significant effect on the tensile modulus.” 215°C provided the best tensile performance, as lower temperatures might cause poor melting, and thus weak bonding. The set nozzle temperature and print speed correlate, and “should be chosen carefully based on the material being used and the part geometry being printed.”
To study the effect on tensile properties, they were printed with the following parameters: 90 mm/s infill speed, linear pattern, 10% infill density, and 215°C set nozzle temperature for PLA, and 230°C for ABS. The researchers found that the tensile modulus of pure PLA (1538.05 MPa) was far higher than for pure ABS.
“In this study, CFR-PLA gave the largest tensile modulus of 2637.29 MPa while pure ABS (919.52 MPs) was the weakest in tensile strength,” they wrote.

Tensile modulus of the five printing materials.
Reinforcing ABS and PLA with fiber causes higher tensile modulus, though pure PLA was stronger than the CNT-ABS.
Even at 90° of bending, the PLA and ABS samples only had a small crack in the middle, and did not break.
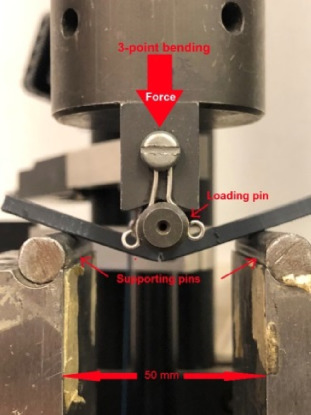
3D printed specimen in bending test.
At 1253.62 MPa, the CFR-PLA had the highest bending modulus, while pure PLA was the lowest at 550.16 MPa.
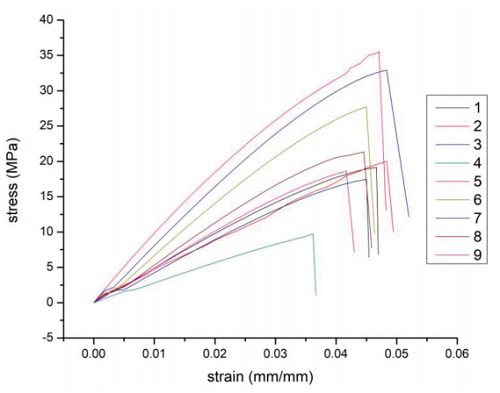
During compression tests, none of the materials were crushed or broken, and pure ABS was found to be the toughest.
“As evident, pure PLA gave the highest compressive strength while the compressive modulus of CFR-PLA (1290.24 MPa) is slightly higher than that of pure PLA (1260.71 MPa) (higher gradient of the liner region). CFR-ABS and CNT-ABS follow the same trend but CNT-ABS is slightly tougher than CFR-ABS,” the team explained. “Pure ABS shows the lowest compressive strength and modulus (478.2 MPa) but shows the most ductile behavior of the five materials.”
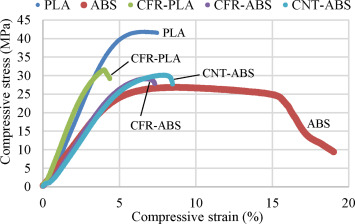
Compressive stress-strain curves of test materials.
Finite element analysis (FEA) by ANSYS was used to visualize stress distribution for the tensile, bending, and compression testing of PLA.
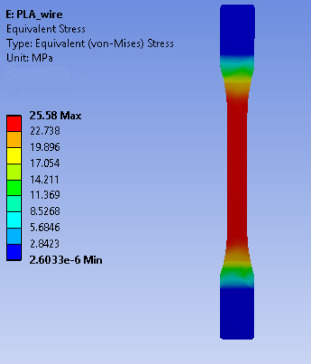
Equivalent stress distribution for tensile test.
“The stress distribution shows that a uniform stress is created in the gauge length of the test piece,” they explained.
“Higher compressive loading will cause the material to have internal crack initiations thereby allowing the PLA to buckle excessively.”
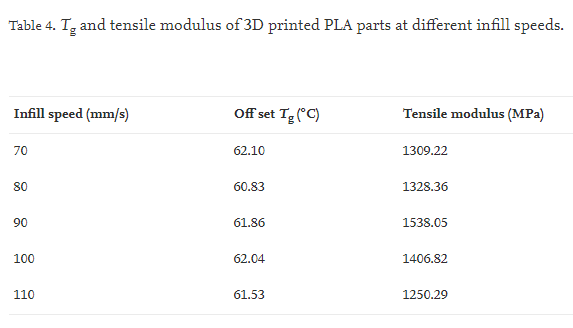
The team concluded through DSC analysis that “the strength of the 3D printed samples is dependent upon the set printing parameters and the printing materials more than the crystallisation.” While the infill speeds differ, the glass transition temperature (Tg) of the samples were similar.
“In this study, cooling of 3D printed parts occurred naturally by releasing heat to the surroundings while printing without any control on the cooling rate,” they stated.

DSC curves of PLA parts printed at different set nozzle temperatures.
As expected, the set nozzle temperature did not significantly effect the Tg, and material crystallization at different temperatures didn’t really affect part strength. But, the tensile modulus did change with the temperature.
TGA was used to analyze the weight loss variation of the composite materials against increased print temperature.

TGA diagrams of short fiber-reinforced composite filaments.
“Degradation temperatures (Td) of these materials can be determined from the mid-point of the descending part of each curve, which is approximately 331.85 °C for PLA. This value showed some sort of agreement to the value reported in commercial PLA data sheets – 353 °C,” they wrote.
Pure PLA typically has a higher Young’s modulus than pure ABS, so it can help to add “a higher volume fraction of reinforcement into the ABS matrix.” Brittle CFR-PLA and CFR-ABS filaments could have their flexibility affected if more carbon fiber is added, which can cause filament feed issues.

Thermal image during 3D printing.
An infrared thermal camera was used to observe 3D printing. The yellow area is the brightest, and hottest: this is where the polymer was extruded from the nozzle. The color changes to orange where the material starts to solidify, and the “red, pink, purple, and blue areas are at lower temperatures, respectively.” The red circle marks the temperature at the printer wall – less than the sample actually being printed.
“SEM images showed that the strength of the printed samples was dependent upon the arrangement of their layers,” the team noted.
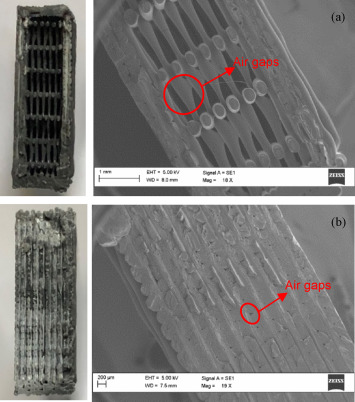
Normal and SEM images of fracture surfaces of PLA samples: (a) 25% and (b) 100% infill density.
Observing the fracture surfaces of broken PLA samples with SEM showed that “the air gaps of 25% infill density sample is larger than that of 100% infill density.”
Looking at infill speed with SEM, the team noted that “the best orderliness” comes from 90 mm/s infill speed.
Incompatibility between the material matrix and the reinforcement can cause porosity in the 3D printed samples, but the latter can “contribute in increasing the mechanical properties by bearing the load.” You can see below that the pure PLA has a more regular layer alignment when compared to pure ABS.

SEM images of 3D printed parts at 19X magnification: (a) PLA, (b) ABS, (c) CFR-PLA, (d) CFR-ABS, and (e) CNT-ABS.
CFR-ABS is more porous than CFR-PLA, and both are rougher than the materials in their pure forms.
“Meantime, CNT-ABS shows a better arrangement of individual layers than the other two carbon fibre reinforced materials and also than the pure ABS as well,” they explained.
The last SEM images compare the size of the carbon fiber and carbon nanotube reinforcements. The fracture surface of the CNT-ABS shows some small holes, “due to the embedded carbon nanotubes in the matrix.”
“Compared to the matrix-reinforcement compatibility, both materials show some sort of incompatibility by having cracks and voids between the fibre and matrix,” they wrote.
“On the other hand, although the overall strength of CNT-ABS is improved by CNT particles, the flexibility of this material was decreased compared to the pure ABS as CNT-ABS being more brittle.”
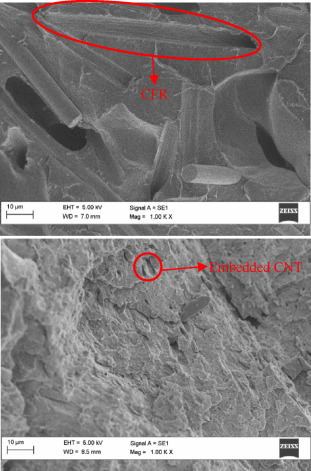
SEM images of fracture surfaces at 1.00 KX magnification: (a) CFR-PLA and (b) CNT-ABS.
They found that the optimal settings to improve the performance of the five 3D printing materials were 100% infill density, 90 mm/s infill speed, 215 °C of set nozzle temperature, and linear infill. Of the five materials, CFR-PLA had the strongest tension, bending, and compression, with the highest modulus.
“Overall, it is obvious that the set printing parameters can significantly influence the mechanical properties of 3D printed parts. It can be claimed that the printing speed and set nozzle temperature should be matched to ensure proper melting of filaments and also to control the material solidification process,” the researchers concluded.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Analyzing Parameters of Pure and Reinforced 3D Printed PLA and ABS Samples appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.