Dow, known for their historical innovations in chemicals, is lending their expertise to the ECCO Shoes’ QUANT-U line as they partner in creating a new system of shoe-making. Also collaborating with Dassault Systèmes, this power punch of leading companies presented the latest trend in materials, technology, and footwear in Japan recently at the ECCO Shoes’ Spring-Summer preview.
The QUANT-U customized footwear was introduced to other industry peers and experts, writers, stores, and fashion enthusiasts in the Asia-Pacific realm. ECCO’s independent cross-disciplinary design studio, Innovation Lab (ILE), heads up this new experimental line, offering customer-specific fit and consequent comfort—along with performance. 3D printing is the technology behind the project, and Dow’s liquid silicone rubber is the material making it possible.
Known as SILASTIC 3D 3335 Liquid Silicone Rubber (LSR), Dow’s new 3D printing material is used to create shoes formed from the wearer’s ‘individual biomechanical data,’ featuring silicone midsoles that adapt to the customer’s shape and typical movements. This form of LSR was created by Dow specifically for 3D printing. Featuring a low viscosity, the versatile silicone results in smooth fabrication processes, accompanied by the requisite high resolution and accuracy.
The footwear team also expects its future customers to benefit from:
Elasticity and recovery
Optimized energy return
Cushioning
Added foot stability
Photo courtesy of QUANT-U
What also sets this new 3D printing venture in fashion/accessories/shoes apart from the others is the timeframe: less than one hour to create, in-store. Overall, the project between all entities culminating in the retail QUANT-U product took two years of development—with a recent press release stating that this brings together 50 years of footwear knowledge on ECCO’s part, and over 70 years in silicone elastomer experience from Dow. While SILASTIC brand silicone rubber was created by Dow over 45 years ago, this type of modern elastomer is helpful in rapid prototyping, the fabrication of complex geometries, and suitable in industrial applications like consumer goods, automotive, electrical, and more.
Photo courtesy of QUANT-U
“The QUANT-U collaboration showcases one of the infinite opportunities SILASTIC 3D-printable liquid silicone rubbers are opening up for designers seeking part design flexibility and the processing advantages of additive manufacturing along with the performance advantages of silicone rubber,” said Charlie Zimmer, global marketing director for silicone elastomers with Dow Performance Silicones.
Fashion and clothing designers around the world are enjoying countless new opportunities today thanks to 3D printing, and the same goes for a variety of different footwear—whether in ballet shoes, high heels, running shoes, or other unique products and projects like QUANT-U–which seem poised to change the face of shoe shopping for consumers open to progressive technology.
The QUANT-U shoes will be available for the first time from the general public on the 20th of April.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
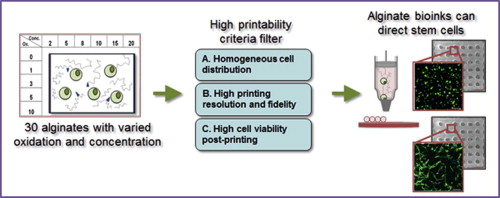
Alginate is a polysaccharide distributed widely in cell walls of brown algae. When it bonds with water it typically forms a viscous gum. Alginate absorbs water quickly, which makes it useful as an additive. Alginate can be used as a hydrogel as well. It has very interesting applications. It is a hydrogel consisting of microparticles or in bulk gels combined with nerve growth factor in bioengineering research. It has been used as scaffolding for tissue engineering, as a delivery vehicle for drugs, and as model extracellular matrices for basic biological studies. These applications require tight control of a number of material properties including mechanical stiffness, swelling, degradation, cell attachment, and binding or release of bioactive molecules.
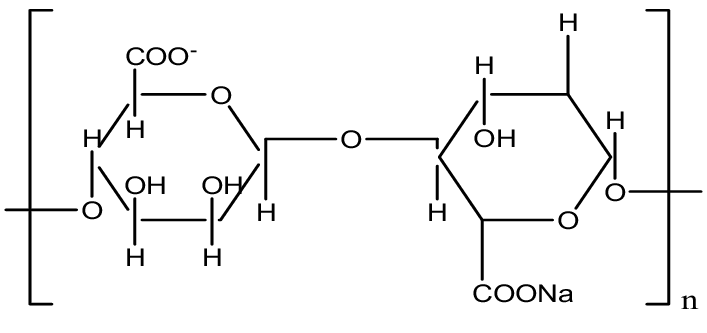
The chemical structure of alginate is composed of two types of uronic acid: Mannuronic acid unit (M) and Guluronic acid unit (G). Differences in M/G ratio and block configuration account for the differences in alginate properties and functionality, especially in gelling capability and gel strength. The M/G ratio is dependent upon such factors as is the species of seaweed (imagine the difference of a species found near water around remote East Asian Islands vs. seaweed found in a nice tropical location near the Bahamas), the part of the seaweed used, the harvest location, and the harvesting season. The carboxyl groups within the M and G units are easily ion-exchanged, and can react with several kinds of cations. Cations are essential to consider when it comes to material strength.
Alginates have been used as scaffolds for tissue engineering extensively. We have discussed hydrogels previously within this series, but what makes an alginate different? Alginate based products possess excellent shear-thinning properties, and can be easily extruded through a nozzle. There they also have good initial shape fidelity. Alginate is widely used for most bioprinting extrusion processes due in part to this. There is also a focus on alginate due to the ability to mix materials readily with these extrusion methods. Alginate is biodegradable, has controllable porosity, and may be linked to other biologically active molecules. Encapsulation of certain cell types into alginate beads may actually enhance cell survival and growth. Outside of biodegradability, alginates are also non-toxic. This is vital for biomedical purposes.
Alginate is a great biomaterial. As with the other biomaterials we have analyzed, it is typically used in combination with other materials. This is related to what we previously mentioned in this article in terms of bioreactivity. It allows a material scientist or engineer to experiment and make substances with various tensile strengths and viscosity levels. With the benefits of alginate, there come some major cons. The most important thing to consider is how much water a hydrogel derived from alginate can contain. Depending on the hydrophilicity, a hydrogel from alginate may not be able to maintain absorbance levels for larger scale builds. This is why we cannot make a bioink or hydrogel from solely alginate. Stay tuned for info on more materials used within bioprinting. This field has such variety within it, so we will do our best to shed a light on important materials and processes.
This article is part of a series that ultimately wants to update 3DPrint.com readers in the most vital and relevant information in bioprinting. We hope that this will prompt people to bioprint at home which in turn may accelerate the bioprinting revolution. Essentially, this article has as its goal to kickstart a DIY bioprinting revolution. Please spread the word. The first article Bioprinting 101 is here, while Part Two Hydrogels is here and part three Industrial printers is here.
Cable clasp printed in Versatile Plastic. Image by Voytek Medical
It doesn’t matter whether you’re experimenting with prototypes or printing final products. Wherever you are in the 3D design process, Versatile Plastic can be used to help you create the perfect end product.
The Many Benefits of Versatile Plastic
Versatile Plastic is ultra thin, incredibly flexible and can be used well for parts like hinges and springs. Printed on EOS P770, P396, and P110 machines through Selective Laser Sintering (SLS), when printed in a thick form, it can be strong enough to be used as structural components. Versatile Plastic is also heatproof to 175C/350F, skin-friendly and dishwasher safe.
Clearly, these features of the material provide a multitude of possibilities, and that’s precisely why Voytek Medical — a company focused on creating and developing products that lock all patient cables to a desired bedside monitor or roll stand without voiding warranties or modifying equipment — has utilized it so vastly.
Cable clasp printed in Versatile Plastic. Image by Voytek Medical
“Voytek Medical has been using Shapeways in every stage of production, from concept to prototype and end-user products,” the company explained. Their job is difficult for many reasons, especially because the products they create need to be able to withstand different chemicals that they come in contact with in a hospital setting. To create their desired products, the company has been using Versatile Plastic and has seen great results from doing so. Before coming to Shapeways and using Versatile Plastic, however, there was a long trial-and-error process.
“In the trial-and-error phase of our designing, the use of extrusion desktop 3D printing in ABS was the best option available to us at the time. This material was far from precise, very brittle, and the layers tended to separate over time. From that point, stereolithography was used that brought us into the world of really designing with a purpose and good quality. The resin was brittle and dust and other mirror issues made consistent prints impossible to mass manufacture.”
Experimenting with Shapeways’ Materials
However, when they discovered Shapeways and began experimenting with the possibilities here, everything changed. For starters, they were able to continue to try out new products at an affordable cost, which allowed them to “grow and thrive at a comfortable and manageable pace.” Soon after, they discovered Versatile Plastic and its many benefits.
“In our testing, hospital cleaning chemicals had no effect on the finish or hardness of the Versatile Plastic. These chemicals are known to destroy some plastic surfaces by making them more brittle, etching and fogging on clear membranes of other equipment. In destruction testing, the material withstood all tools available to hospital staff on a regular basis.”
Finding Undeniable Success with Versatile Plastic
Now, after trying out the product for quite some time, Voytek Medical uses this material and Shapeways exclusively to print their products.
Cable mount printed in Versatile Plastic. Image by Voytek Medical
“Shapeways materials have exceeded our performance testing. We have received no returns due to manufacturer defects from the 300+ units sold over the past 6 months. Customer service has been nothing short of phenomenal thus far, turn around times have been accurate and timely.”
Grow Your Business
Want to know more about how you can use Versatile Plastic to benefit your designs? Get in touch now and we’d love to help you with your business needs.
This is the second installment of our Material of the Month: Versatile Plastic series. Check out Part One of the series here if you missed it. And stay tuned for material demonstrations and Q&As later this month.Got a question about this material? Drop us a line here and your question may be included in our Q&A post.
While the fascination with 3D printing and all its assorted magic—from software to hardware to a plethora of emerging materials—continues, plenty of criticism still abounds too. And from this springs also an outpouring of discussion and analysis regarding what the technology is best suited for, and what types of textures and materials are strong enough, flexible enough, durable enough, and more, as all it depends on what you are trying to make. Car enthusiasts are busy rebuilding vintage luxury cars, students are making chess sets, designers are fabricating bold fashions, architects are building brick installations, and astronauts are busy bioprinting in space. That’s a lot of ideas being put into motion, and a lot of materials being put into 3D printers around the world. But what about how moisture, or lack of moisture affects these materials?
Recently, Apium researchers spent hours testing the basics in 3D printing materials, publishing ‘Hydrophobic and Hydrophilic Surfaces of 3D Printed Parts.’ Defining hydrophobic (repels water) and hydrophilic (mixes with or dissolves in water), the team from Apium decided to look at varying solutions to ongoing criticisms about the textures of 3D printed parts, mainly with polymer materials. In discussing the relevance of both hydrophobic and hydrophilic qualities, the researchers state:
“There are two entities responsible for this attribute in all free surfaces:
A chemical factor which relates to the nature of chemical charges on the surface; if the charges on the surface are predominantly non-polar then such a surface will repel water molecules which is polar in nature due to the partial charges between its atoms whilst for the surface which are polar like water, they form ionic and/or hydrogen bonds with water permitting the residency of water on such surfaces.
A physical factor which relates to the kind and nature of structure on the surface. The length-scale and geometry of the texture, asperity, topography of the surface either permits water to spread and wet the surface or that water remains suspended and cushioned by air molecules on such a surface thus preventing the wetting of the surface. A typical example of this phenomena is observed on the leaf of the Lotus plant hence the Lotus-Effect which describes a rather extreme case of non-wetting surfaces.”
Further, the contact angle is a measure of either the hydrophilicity or the hydrophobicity of a surface. Contact angles from 0 to 90 degrees are hydrophilic, while those with contact angles greater than 90 degrees are hydrophobic. ‘Super hydrophobicity’ happens at a contact angle over 150 degrees. Study of all three types of angles is helpful to both science and engineering applications, and especially in engineering of materials where either wetting or non-wetting is sought after. The researchers point out that hydrophobic effects are induced in:
Wall coatings and paints
Mechanisms to stop bio-fouling
New forms of fabrics and textiles
Engineered glass surfaces
Hydrophilics are used for:
Harvesting and storing condensation
Enhancing liquid transport systems
Minimizing evaporation in certain environments
During this research, the team used the Apium Material Extrusion 3D Printer. They state that the P220 model can process most high-performance polymeric materials.
“Most of these materials are used in applications where unique properties are required from materials,” said the researchers. “For the first time we show the wetting properties of these materials in the as-3D printed forms.”
“The contact angles of the 3D printed materials namely Carbon Fibre Reinforced (CFR) PEEK, Black colored PEEK, PVDF, POM-C, Polypropylene (PP) and Ultem (PEI) were measured in accordance to Ref. but with direct measurements of the angles acquired from an image profile of a sessile drop of water using a simple hand-held protractor.”
Results were as follows:
Apium PEEK 450 Black – hydrophobic, difficult for uses in applications such as bone implants due to bonding/adhesive issues. This material is created with natural PEEK and black pigments.
Apium CFR PEEK (30 percent) – hydrophilic, and made of natural PEEK filled with 30 percent vol. micro carbon fiber.
Apium PDVF 1000 – a hydrophilic fluoropolymer belonging to the same family as Teflon. This material is weather-resistant, as well as UV- and radiation-resistant.
Apium PP – available from 2019 on, this is a hydrophilic material also.
“Clearly, the natural wetting properties of these materials are retained in their 3D printed forms with Apium P220 Series 3D Printers,” state the researchers.
Find out more about Apium and their products and research here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
The magic of 3D printing has touched most of us in some way by now, as schools in many countries are establishing programs, libraries offer makerspaces for patrons, and designers like architects show us their often bold new 3D printed works made possible by accessible new technology. Some researchers, designers, and engineers not only envision the next step, however, but have already made strides in 4D innovation—characterized by parts that are not only highly functional but may be smart enough to morph into different shapes or textured on an as-needed basis.
Researchers from both Southwest Jiaotong University and Georgia Institute of Technology discuss their findings on exploring both 3D and 4D printing via UV-assisted direct-ink write printing. While noting that traditional 3D printing processes make use of typical materials like ABS, PLA, and more, the researchers looked toward epoxy for more expansive uses which may require coating and adhesives. Epoxy is also known for being mechanically strong, and more resistant in the face of temperature and chemicals—qualities that make it suitable for applications like aerospace.
Previously epoxy has presented challenges with strain break and affordability, but 3D printing with direct ink writing capability has been more successful with the use of nanoparticles that add a ‘shear-thinning effect.’ The thermal curing process can be an issue though if not performed at lower temperatures, and with close control and monitoring.
High temperatures may lead to warping of the printed object, though, and this alternative preparation of ingredients for the direct-writing ink has been considered ‘tedious,’ according to previous researchers. Others have developed DIW processes with UV curing. It was successful in applications for creating items such as conductive spring coils and freestanding nanocomposite strain sensors, but there were still significant challenges such as clogging, brittleness, and printed parameter issues.
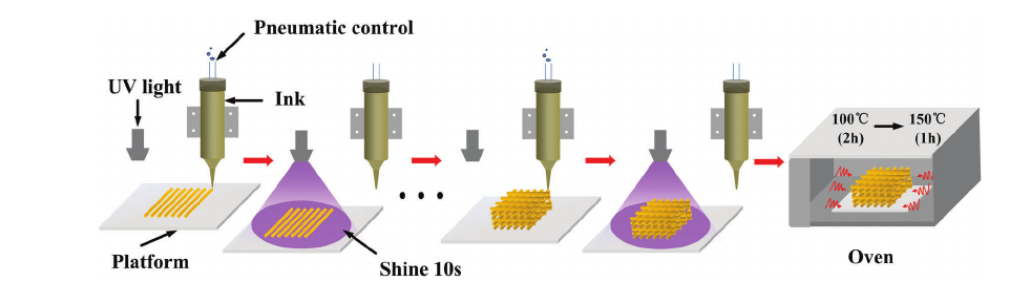
The research team created a new method, still relying on UV-assistance for curing, but in two stages:
“A new resin containing rapid photocurable resin and thermally curable epoxy oligomer is reinforced with fumed SiO2, which can be utilized as ink for DIW printing,” state the researchers. “Each layer is printed followed by ex situ UV curing, which can efficiently avoid nozzle clogging. The flexible network formed by the UV curable resin can hold the shape of the part very well even at an elevated temperature.”
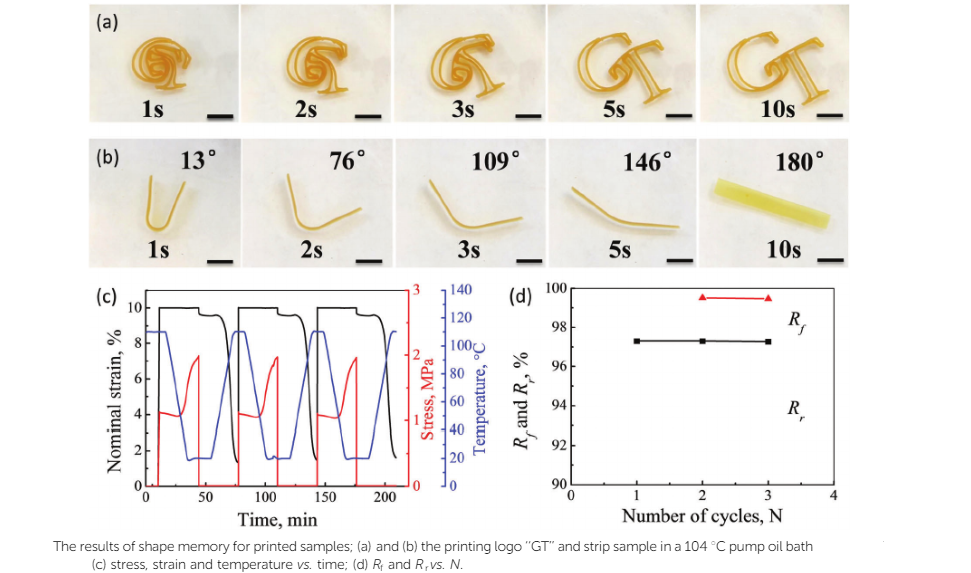
“After DIW printing, the part with the complex structure is moved into a heating oven and thermally cured similar to conventional epoxy resin. Moreover, good interfacial bonding can be achieved by forming chemical bonds between different filaments leading to isotropic mechanical properties. This two-stage curing process enables the fabrication of interpenetrating polymer network (IPN) epoxy composites, which show high toughness with tunable mechanical properties. The printed epoxy composite also shows a good shape memory effect with a high shape fixity ratio, shape recovery ratio, and cycling stability.”
Schematic illustration of the 3D printing epoxy composite material
The researchers state that lower speed is an issue with this technique, but other benefits make up for that, such as ‘excellent interfacial bonding’ of materials and ‘widely tunable mechanical properties’ that are apparent in the post-curing stage. In 3D printing with epoxy composites, one layer of material was deposited with DIW, and then it was UV cured for ten seconds. This is repeated for each layer, allowing for printing of parts with complex geometries, later cured for two hours and post-cured for one hour.
“After that, the epoxy oligomer in the first network was polymerized to form an IPN with highly enhanced mechanical properties,” state the researchers.
Photographs and SEM images of the 3D printing with photo and thermal cure results of epoxy composites. The photos above the dashed line show the printed structures with the photo cure, and the photos under the dashed lines show the structures with two-stage cures (photo cure and subsequent thermal cure). (a) Square-shaped lattice structure; (b) gear wheel; (c) spiral swirl bowl; (d) 3-links trophy; (scale bars in a–d are 6 mm); (e) lattice structure with a single-layered wall and its enlarged SEM images.
The nanocomposite ink, measured with a viscometer, began to exhibit shear-thinning behavior as silica was added, allowing for successful extrusion. In testing, the team created numerous complex structures with a 22 GA nozzle (0.41 mm inner diameter). Not only was 3D printing with their ink sufficient, but they deemed the results to be excellent. Along with this, they began 3D printing with a focus on shape memory, testing their efforts on a 3D printed logo that responded within ten seconds after being immersed in a hot oil bath. Results were the same with a printed test strip also.
With a wide choice of UV-curable resin, thermal curing resin and nanoparticles, this UV-assisted DIW 3D printing via a two-stage curing method can broaden the implementation of 3D printing to directly fabricate thermosetting materials with tunable and enhanced properties for high performance and functional applications,” concluded the researchers. If commercialized this kind of a process would have a broad range of applications in light-based applications.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
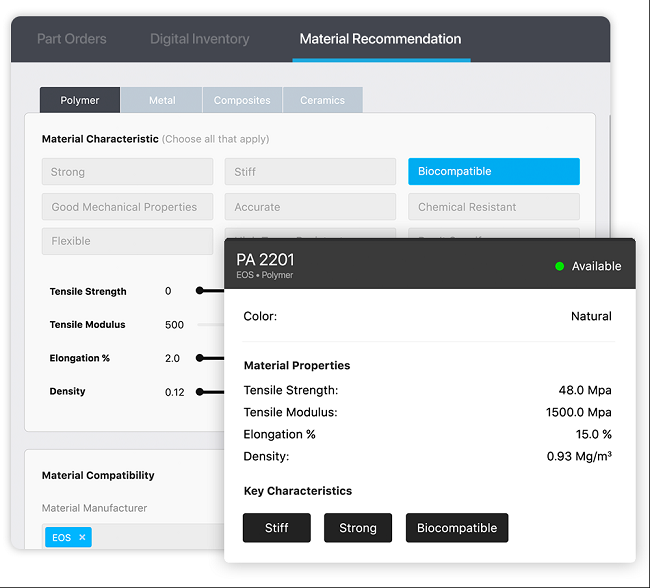
The Link3D Material Recommendation System includes a database of 1,000+ materials across over 500 3D Printers.
New York City-based Link3D, which offers an additive manufacturing execution system (AMES) to help customers connect the digital world to their 3D printing workflow and production planning. Today, the company launched its new Additive Material Recommendation System (AMRS), which will also help when it comes to enhancing 3D printing workflow software.
Companies are always looking to lower overhead costs, and one way to do that is by optimizing human capital and financial resources to get parts to market more quickly. Link3D helps these organizations to streamline their 3D printing supply chains, starting with order submission and auto-quoting, production planning and scheduling, all the way to quality inspection.
Link3D created AMRS to help make material selection easier for engineers during order submission.
“One of the major recurrent hurdles we’re hearing from our customers is how to accelerate the adoption of additive manufacturing within their own organization. We are thrilled that Link3D is introducing an additive manufacturing recommendation system that will not only help engineers achieve their design goals, but also increase overall understanding of the additive manufacturing capabilities and workflows,” said Renaud Vasseur, VP of Business Development & Sales at Link3D.
Material Recommendation System for Polymer Materials
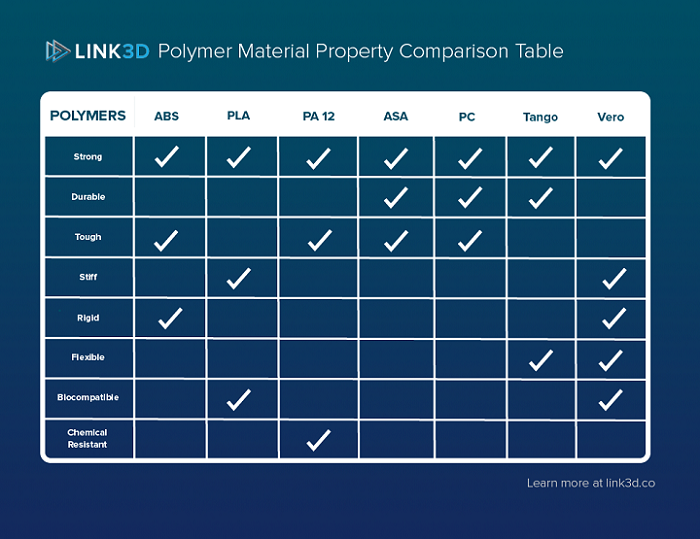
AMRS helps, as Link3D put it, “close the gap” when it comes to understand performance across over 1,000 materials and 500+ 3D printers. It’s an intelligent recommendation system that helps engineers who are new to 3D printing choose the material that best fits their needs, based on quantitative and qualitative production specifications, with the help of an intuitive filtering system.
AMRS is integrated within Link3D’s industrial 3D printing workflow solution in order to make the material selection process easier. Engineers who already know a little about 3D printing materials can also access technical data more quickly without needing to review material manufacturer’s spec sheets manually. This helps them design and produce more economical, functional, and higher quality 3D printed products. Users can also stay up-to-date with available technologies across both their supplier network and their home facility, which helps the overall process become more streamlined and efficient.
Material selections can be narrowed on AMRS by choosing to filter certain characteristics and properties, such as:
Material characteristics for polymers and metals: biocompatible, durable, corrosion resistant, hardness options, colors, etc.
Technical material properties: material density and hardness, tensile strength (Mpa) and modulus (Gpa), elongation at break (%)
Material manufacturers: Additive Industries, Carbon, Concept Laser, EOS, HP, Renishaw, Stratasys, Trumpf, etc.
In order to reach mass adoption in major industries, 3D printing processes need to be simplified, and intelligent recommendation systems, such as Link3D’s new AMRS, can help with this in terms of speeding up design and production cycles. For many parts and especially industrial processes, material qualities and their uses are well understood. For many 3D Printing applications a company may only ever use one material or very few materials indeed. Especially in an industrial setting materials will have to be well undersood and will often be limited. For those who are in more of an exploratory phase this may well be a useful tool.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
Versatile Plastic is a durable nylon plastic that can be used for a wide range of applications, both for prototyping and for end products. Printed using Selective Laser Sintering (SLS), when thin, it’s flexible enough for hinges and springs and when thick, it’s strong enough for structural components.
Ideal Applications Include:
Robotics
Drones
Medical & Prosthetics
Installation & Exhibits
Education
Consumer Products
EOS Selective Laser Sintering
We print all of our Versatile Plastic on EOS P770, P396, and P110 machines which are Laser Sintering Systems. The largest machine is able to print parts over half a meter in length.
Ready to get started? Upload your file now for an instant quote.
Grow Your Business
Learn how you can utilize SLS technology to expand the manufacturing capabilities of your business.
We hope you enjoyed this first installment of our Material of the Month: Versatile Plastic series. Stay tuned for more in-depth look into business applications and material demonstrations later this month.Got a question about this material? Drop us a line here and we’ll provide answers in a future post.
Texas-headquartered Adaptive3D has announced an investment round co-led by two companies, DSM Venturing (funding arm of Royal DSM) and Applied Ventures (the venture capital arm of Applied Materials). In a recent press release sent to 3DPrint.com, they state that they have secured Series A financing. Chemence, a materials and adhesives supplier headquartered in Georgia, will also participate in the investment round.
“Adaptive3D seeks to challenge the cost, throughput and performance in markets today dominated by traditional injection molding, blow molding and other thermoplastic processing techniques,” said Adaptive3D founder and CEO, Walter Voit. “By delivering lightweight, sustainable, micro-latticed structures with superior thermal, chemical, optical and mechanical properties, Adaptive3D seeks to drastically increase the utilization of plastics and rubbers in end applications using additive manufacturing.”
Dr. Walter Voit
“There are only a handful of chemical companies around the world with the global supply chain, distribution channels and application expertise to drive change in how the world manufactures plastics, and we are thrilled to have Royal DSM, one of them, ranked as one of the world’s most sustainable companies, partnering with Adaptive to further develop its engineered materials,” continued Voit. “In a similar vein, there are only a handful of companies in the world with the materials expertise, equipment manufacturing capabilities at scale and creative internal culture to enable a paradigm change in additive manufacturing. Applied Materials is at the top of that list.”
Adaptive3D’s versatile materials, which they describe as having mechanical properties so far ‘unmatched,’ are meant for complex plastic and rubber parts specifically created in environments with open-air production. They have accrued multiple patents centered around materials studies, with some of their data translated from the University of Texas at Dallas, based on past funding from the following:
The technical research company’s polymer resins are currently distributed globally, with the intention to continue optimizing materials for high-volume additive manufacturing practices. Currently they fabricate rubber-like materials, tough damping materials, and low-cure stress photopolymers to be distributed to industries including:
Healthcare
Consumer goods
Transportation
Oil and Gas
Royal DSM and Applied Materials both plan to play a part in continued and even greater success for Adaptive3D as they forge ahead in the ‘emerging AM ecosystem,’ offering solutions focused on unique materials.
“At DSM we believe that the age of additive manufacturing for industrial applications is, in fact, the age of materials,” said Hugo Da Silva, DSM VP of Additive Manufacturing. “Adaptive3D’s engineered photoresins enable new design paradigms in end applications. Working together with Applied Materials allows us to think globally about big problems at scale and offer big ecosystem solutions.”
Royal DSM is centered around scientific research, delivering goods for human and animal nutrition, personal care, green products, medical devices, and even to industries such as mobility and connectivity. Applied Materials overall seeks to take the realm of global requirements for chips and displays.
“Applied Materials is a global leader in semiconductor processing and patterning with light and e-beam technology,” said Om Nalamasu, President of Applied Ventures and CTO of Applied Materials. “Adaptive3D’s photoresins coupled with large-area processing and advanced patterning techniques could potentially deliver robust materials-based solutions at high throughput and low cost across multiple industry verticals.”
While enormous amounts of attention have been focused on the software and hardware of 3D printing over the last few years, users in many different capacities are now also drawn to delving into the science of materials more than ever imagined; after all, materials are what allow us to bring our concepts and products to fruition in terms of true functionality. Options for materials in 3D printing just continue to develop further, and Adaptive3D continues to expand these horizons, progressing just as they promised when we began following their ambitious journey into high-performance 3D printing materials with the advent of ToughRubber, an extremely flexible photopolymer. Find out more about this Dallas-based company here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
According to the case study, CRP Technology was able to “highlight the perfect union” between its advanced SLS 3D printing technology and high-performance, composite Windform materials – particularly its Windform XT 2.0, a polyamide-based carbon fiber reinforced composite. Metaltech S.r.l. designed the model.
The goals of Leonardo HD’s project included:
design and manufacture an internal main structure out of aluminum alloy that can easily have new geometries added
complete the work in a very short timetable, but with an extremely high level of commonality and reliability
make components out of materials with high mechanical and aerodynamic characteristics
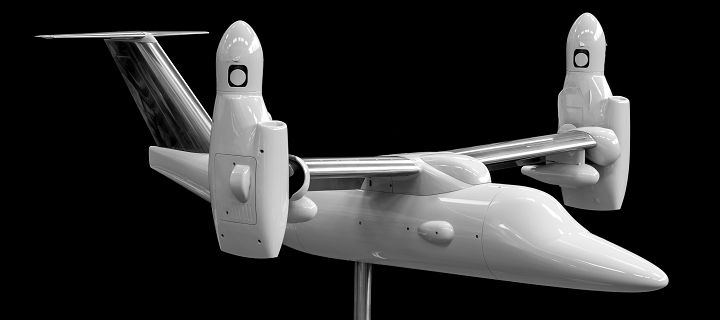
3D printed aircraft propeller spinners
These goals are why Leonardo HD was referred to CRP Technology – it would be able to meet these goals while 3D printing the external parts for the wind tunnel model, which was designed, manufactured, and assembled in order to complete a series of dedicated low-speed wind tunnel tests. Some of the parts that were 3D printed for the wind tunnel model include nose and cockpit components, fairings, external fuel tanks, rear fuselage, wings, and nacelles.
The level of detail that went into these 3D printed parts “is crucial to the applied loads to be sustainable,” as the wind’s aerodynamic loads in the tunnel are high. So load resistance was one of the more important project aspects, along with maintaining good dimensional tolerances, under load, of large components.
“It is important to remember that the performance of these components affects the final performance of the entire project, especially because the external fairings have to transfer the aerodynamic loads generated by the fuselage to the internal frame,” CRP Technology wrote in the case study.
3D printed tail fairing
The tests needed to cover the standard range of flight attitudes at Leonardo HD’s Michigan wind tunnel facility, in addition to Politecnico di Milano, and varying external geometries were changed during testing, so that technicians would be able to gain a better understanding of “aerodynamic phenomena.”
Today, the CAD-CAM approach is used to design models for wind tunnel testing, before an internal structural frame of aluminum and steel is milled and assembled. Then, 3D printing is used to obtain all external geometries. Because Leonardo HD used CRP Technology’s advanced 3D printing and Windform XT 2.0 material the project was completed much more quickly, with “excellent results and with high-performing mechanical and aerodynamic properties.”
CRP analyzed the dimensional designs that Leonardo HD had sent in order to make the best composite material recommendation: its Windform XT 2.0, with high heat deflection, increased tensile strength and modulus, superior stiffness, and excellent detail reproduction.
“The choice of the Windform XT 2.0 composite material was not casual, all the goals required by Leonardo HD were considered, such as the importance of a short realization time, good mechanical performances and also good dimensional characteristics,” CRP Technology wrote in the case study.
It was necessary to 3D print the single parts separately, as “some components were dimensionally superior to the construction volume of the 3D printing machines,” but CRP Technology was able to complete the project with no time delays. The company used CAD to evaluate the working volume’s functional measures in order to determine which parts to split, and to figure out how to maximize contact surface where structural adhesive would be added to the model.
3D printed aircraft nose and cockpit
It only took four days to 3D print the various parts of the components.
The case study noted, “Different confidential efficiencies, which are an integral part of CRP Technology’s specific know-how, allowed the reduction of the delivery lead time and allowed CRP to minimize the normal tolerances of this technology, and eradicate any potential problem of deformation or out of tolerance.”
The completed model underwent surface finishing, before it was assembled by Metaltech S.r.l. and mounted directly onto a rig assembly, so any small imperfections resulting from single components being put together could be optimized. Thanks to CRP Technology, this step was finished very quickly, and Leonardo HD was able to efficiently flatten the model’s surface and treat it with a special liquid to both prepare for painting and make the model waterproof.
Leonardo HD needed to review the behavior of the aircraft, and so completed a high-speed wind tunnel test campaign, which encompassed speeds Mach 0.2-Mach 0.6, on a new 1:6 scale model at NASA Ames Unitary Plan 11′ x 11′ transonic wind tunnel. The company called on CRP USA, based in North Carolina, to speed up the process, using its partner company’s SLS 3D printing and Windform XT 2.0 composite material to make the external fuselage and some additional components.
3D printed model installed in the 11’x 11’ test section at NASA Ames
While the architecture of the new 3D printed model, which spanned nearly 2 meters, is similar to the original AW609 version, some improvements were made so remote controls could be used for the wing flaperons and elevator surfaces. Additionally, by using four different 6-component strain gauge balances, all the loads were able to act on the complete model, the nacelle, the tail surfaces, and the wing alone.
The model was constructed in such a way as to be mounted in the transonic wind tunnel on a single strut straight sting support system.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
It seems this collaborative work has continued, since a team of researchers from LLNL and UC Berkeley just published another paper about volumetric 3D printing, titled “Volumetric additive manufacturing via tomographic reconstruction.” Co-authors of the paper are Brett E. Kelly, Indrasen Bhattacharya, Hossein Heidari, Maxim Shusteff, Christopher M. Spadaccini, and Hayden K. Taylor. This has overexcited a lot of press into miraculous claims for the nascent technology.
“This is the first case where we don’t need to build up custom 3D parts layer by layer. It makes 3D printing truly three-dimensional, “explained Kelly, who completed research on the project while a graduate student working jointly at UC Berkeley and LLNL.
The team nicknamed its new 3D printer ‘the Replicator,’ after the fictional Star Trek device that’s able to materialize any object at the push of a button, and filed a patent application on their method.
Jeremy Thomas, a spokesman for LLNL, said, “It looks like something you might find aboard the Starship Enterprise.
“Though it seems like science fiction, it’s not, thanks to scientists and engineers at LLNL and UC Berkeley, who have developed a brand-new high-speed 3D printing method called Computed Axial Lithography (CAL).”
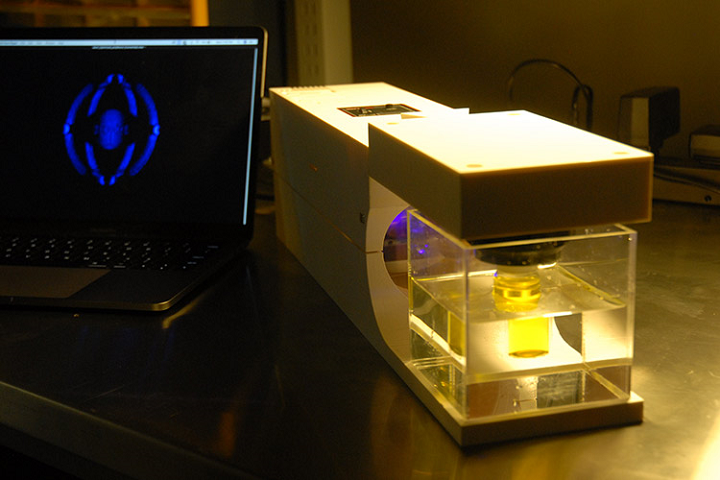
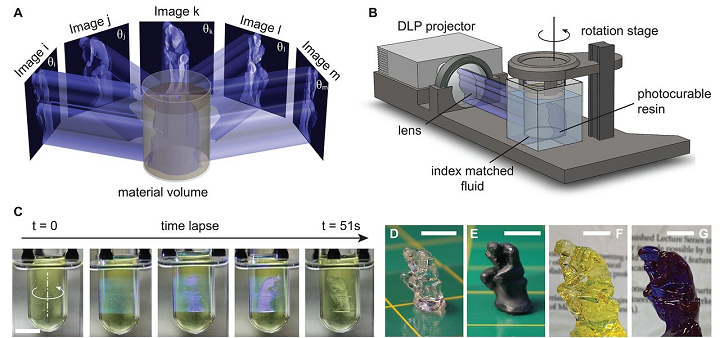
Thomas is referring to a projector that beams a 3D video into a container of viscous, gooey photosensitive resin, which briefly rotates and then lets the fluids drain, leaving behind a complete, fully formed 3D object in minutes. A rotating cylinder of the material reacts to a certain threshold of projected light, which can be crafted into various patterns, to quickly form a solid shape…no layering required.
“Basically, you’ve got an off-the-shelf video projector, which I literally brought in from home, and then you plug it into a laptop and use it to project a series of computed images, while a motor turns a cylinder that has a 3D-printing resin in it. Obviously there are a lot of subtleties to it — how you formulate the resin, and, above all, how you compute the images that are going to be projected, but the barrier to creating a very simple version of this tool is not that high,” explained Taylor, assistant professor of mechanical engineering at UC Berkeley.
The new 3D printer is able to make smoother, more complex, and flexible objects, and can also be used to encase another object with a different material, like putting a handle around the shaft of a metal screwdriver…bringing mass customization further into the realm of possibility.
The 3D printer works by shining changing patterns of light through a rotating vial of liquid. A computer algorithm calculates the exact patterns of light needed to shape a specific object.
Taylor said, “I think this is a route to being able to mass-customize objects even more, whether they are prosthetics or running shoes.
“The fact that you could take a metallic component or something from another manufacturing process and add on customizable geometry, I think that may change the way products are designed.”
CT scans, which project X-rays or electromagnetic radiation into the body from various angles, actually inspired this method, as those patterns of transmitted energy need to be analyzed in order to reveal the geometry of an object, like a tumor.
“Essentially we reversed that principle. We are trying to create an object rather than measure an object, but actually a lot of the underlying theory that enables us to do this can be translated from the theory that underlies computed tomography,” Taylor explained.
In addition to completing complex calculations to perfect the exact intensities and shapes of various light patterns, the team also had to determine how to develop a material that would stay liquid when exposed to a small amount of light, but would react and form a solid when exposed to a significant amount.
Taylor said, “The liquid that you don’t want to cure is certainly having rays of light pass through it, so there needs to be a threshold of light exposure for this transition from liquid to solid.”
The resulting resin is made up liquid polymers, mixed with photosensitive molecules and dissolved oxygen. The molecules are activated by light, which drains the oxygen, and only in the 3D regions that have been depleted of oxygen will the polymers from cross-links turn the liquid resin into a solid.
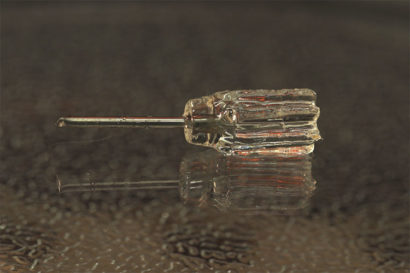
CAL volumetric fabrication.
The team can also 3D print objects that appear opaque with a dye that transmits light at the curing wavelength, but will absorb most others.
“This is particularly satisfying for me, because it creates a new framework of volumetric or ‘all-at-once’ 3D printing that we have begun to establish over the recent years. We hope this will open the way for many other researchers to explore this exciting technology area,” LLNL staff engineer Shusteff said.
Additionally, unused resin can be recycled by heating it up in an oxygen atmosphere.
Heidari, a graduate student in Taylor’s lab at UC Berkeley, said, “Our technique generates almost no material waste and the uncured material is 100 percent reusable. This is another advantage that comes with support-free 3D printing.”
The researchers created many objects, like a customized jawbone model and a tiny model of Rodin’s “The Thinker” statue, to test out their 3D printer.
While this is definitely an exciting development, it’s important to note that further engineering and polymer chemistry need to be completed in order to improve the resin properties, so more stable structures can be fabricated. In addition, the LLNL and UC Berkeley team can only 3D print objects up to four inches in diameter at the moment, so large-scale objects are off the table right now. Our take is that this is indeed an interesting technology on whose development we’ve been reporting for two years now. But, this is still very much a lab technology that is not close to being commercialized at the moment. A good development and a good thing for 3D printing but it remains to be seen how long it will take to commercialize this properly and then how it will perform. Media tend to forget that 3D printing is a manufacturing technology and therefore will need to work on the concrete floor not just in the press release.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Source: Science Daily / Images: Stephen McNally and Hayden Taylor, UC Berkeley]



3D-printable liquid silicone rubbers are opening up for designers seeking part design flexibility and the processing advantages of additive manufacturing along with the performance advantages of silicone rubber,” said Charlie Zimmer, global marketing director for silicone elastomers with Dow Performance Silicones.