3D printing with metal gains yet another boost as RENA Technologies acquires the successful Hirtisation segment of Hirtenberger Engineered Services. With the goal of creating a new division for targeting the additive manufacturing sector, RENA announced that the existing HES team will be welcomed into the RENA corporate structure as they continue to serve the solar, semiconductor, and medical industries.
With this acquisition, RENA will have continued access not only to expertise but also progressive Hirtisation technology, offering high-performance tools in post-processing for 3D printed metal.
HES was founded in 2015 as it partnered with Happy Plating—a spinoff from an Austrian research center. Headquartered in Hirtenberg, Austria. HES is known as an exchange-to-exchange (E2E) technical provider specializing in the design and fabrication of functional metallic surfaces. Along with product offerings in coatings, nanowires, and sensors, it also manufactures precise, automated supply finishing modules. These are meant for the mass production of 3D printed metal parts for international customers in over 15 countries engaged in a variety of applications now relying on AM metal parts.
Hirtisation is suitable for all metals and alloys commonly used in 3D printing. A fully automatic finishing module for Hirtisated 3D-printed metal parts makes the process highly efficient (Image and information from HES).
RENA, headquartered in Gütenbach, Germany, was founded in 1993, and also handles subsidiaries in Berg near Nürnberg and Freiburg im Breisgau. Known as a “wet processing company,” RENA systems are used to treat or customize surfaces, and this includes within the dental industry—an area that has become a focal point for manufacturers, with a wide range of projects emerging—from the use of complex 3D printed models for dental students to practice on to testing their accuracy, as well as forging ahead with new technology for 3D printing dental implants.
RENA’s interest grew in HES due to the experience level of its team, along with “efficient implementation of modern production machinery.” Its technology is expected to complement the RENA product line, to be expanded further at the new RENA Technologies Austria (RENA AT) hub for AM activities and all work related to electrochemical surface finishing.
“We are looking forward enthusiastically to working with our new colleagues at RENA because we can exploit RENA’s worldwide network as a launching pad for marketing our technology globally,” said Wolfgang Hansal, managing director of HES and designated managing director of the new RENA AT. “The first industrial machines have already been successfully introduced to the market. Together with RENA we can speed up establishment of our cutting-edge technology.”
While additive manufacturing continues to become a driving force in many applications today, functioning as a “building block of industrial production chains,” so does metal 3D printing and the associated and continually expanding study of materials and metal powders.
“With RENA Additive Manufacturing we can shape this process actively and gear up for growth,” said Michael Escher, managing director of the new RENA AT and Peter Schneidewind.
Researchers from Nanyang Technological University in Singapore wrote a paper, titled “Development of a Robotic System for Automated Decaking of 3D-Printed Parts,” about their work attempting to circumvent a significant bottleneck in 3D print post-processing. In powder bed AM processes, like HP’s Multi Jet Fusion (MJF), decaking consists of removing residual powder that sticks to the part once removed. This is mostly completed by human operators using brushes, and for AM technologies that can produce hundreds of parts in one batch, this obviously takes a long time. Manual labor like this is a significant cost component of powder bed fusion processes.
An operator manually removing powder (decaking) from a 3D printed part.
“Combining Deep Learning for 3D perception, smart mechanical design, motion planning, and force control for industrial robots, we developed a system that can automatically decake parts in a fast and efficient way. Through a series of decaking experiments performed on parts printed by a Multi Jet Fusion printer, we demonstrated the feasibility of robotic decaking for 3D-printing-based mass manufacturing,” the researchers wrote.
A classic robotic problem is bin-picking, which entails selecting and removing a part from a container. The NTU researchers determined that 3D perception, which “recognizes objects and determining their 3D poses in a working space,” would be important in building their bin-picking system. They also used a position-controlled manipulator as the baseline system to ensure compliant motion control.
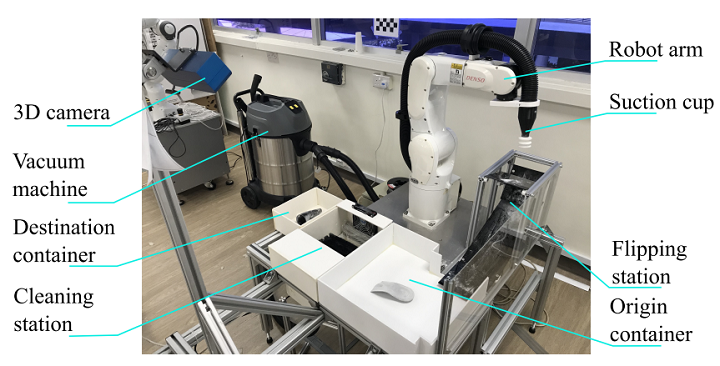
The NTU team’s robotic system performs five general steps, starting with the bin-picking task, where a suction cup picks a caked part from the origin container. The underside is cleaned by rubbing it on a brush, then flipped over, and the other side is cleaned. The final step is placing the cleaned part into the destination container.
Proposed robotic system design for automated decaking.
Each step has its own difficulties; for instance, caked parts overlap and are hard to detect, as they’re mostly the same color as the powder, and the residual powder and the parts have different physical properties, which makes it hard to manipulate parts with a position-controlled industrial robot.
“We address these challenges by leveraging respectively (i) recent advances in Deep Learning for 2D/3D vision; and (ii) smart mechanical design and force control,” the team explained.
The next three steps – cleaning the part, flipping it, and cleaning the other side – are tricky due to “the control of the contacts” between the parts, the robot, and the brushing system. For this, the researchers used force control to “perform compliant actions.”
Their robotic platform made with off-the-shelf components:
1 Denso VS060: Six-axis industrial manipulator
1 ATI Gamma Force-Torque (F/T) sensor
1 Ensenso 3D camera N35-802-16-BL
1 suction system powered by a Karcher NT 70/2 vacuum machine
1 cleaning station
1 flipping station
The camera helps avoid collisions with the environment, objects, and the robot arm, and “to maximize the view angles.” A suction cup system was found to be most versatile, and they custom-designed it to generate high air flow rate and vacuum in order to recover recyclable powder, achieve sufficient force for lifting, and firmly hold the parts during brushing.
Cleaning station, comprised of a fan, a brush rack, and a vacuum outlet.
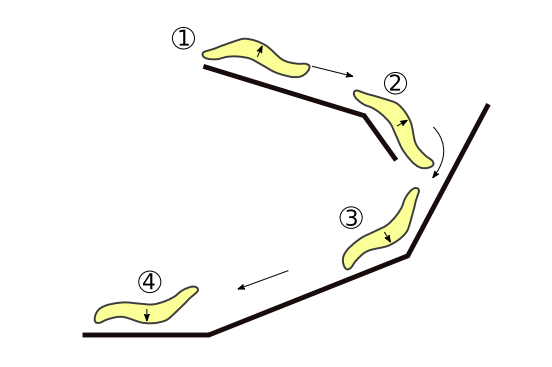
They chose a passive flipping station (no actuator required) to change part orientation. The part is dropped down from the top of the station, and moves along the guiding sliders. It’s flipped once it reaches the bottom, and is then ready to be picked by the robot arm.
Flipping station.
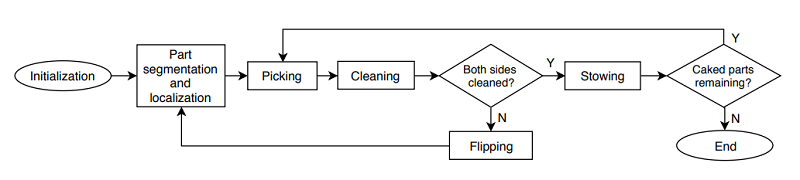
A state machine and a series of modules make up the software system. The machine chooses the right module to execute at the right time, and also picks the “most feasible part” for decaking in the sequence.
The software system’s state machine and modules perform perception and different types of action.
“The state machine has access to all essential information of the system, including types, poses, geometries and cleanliness, etc. of all objects detected in the scene. Each module can query this information to realize its behavior. As a result, this design is general and can be adapted to many more types of 3D-printed parts,” the researchers explained.
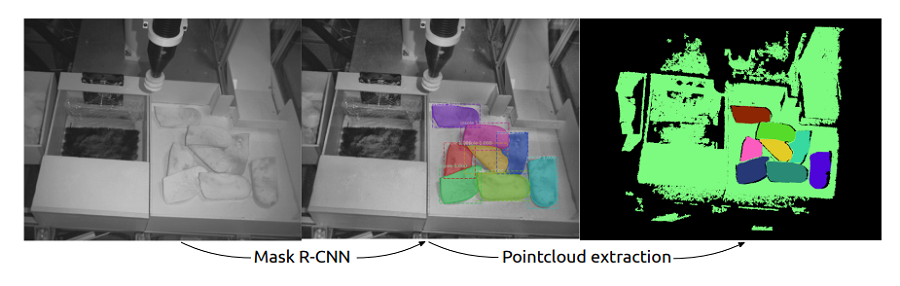
The modules have different tasks, like perception, which identifies and localizes visible objects. The first stage of this task uses a deep learning network to complete instance detection and segmentation, while the second uses a segmentation mask to extract each object’s 3D points and “estimate the object pose.”
Example of the object detection module based on Mask R-CNN. The estimated bounding boxes and part segmentations are depicted in different colors and labelled with the identification proposal and confidence. We reject detection with confidence lower than 95%.
“First, a deep neural network based on Mask R-CNN classifies the objects in the RGB image and performs instance segmentation, which provides pixel-wise object classification,” the researchers wrote.
Transfer learning was applied to the pre-trained model, so the network could classify a new class of object in the bin with a high detection rate.
“Second, pose estimation of the parts is done by estimating the bounding boxes and computing the centroids of the segmented pointclouds. The pointcloud of each object is refined (i.e. statistical outlier removal, normal smoothing, etc.) and used to verify if the object can be picked by suction (i.e. exposed surfaces must be larger than suction cup area).”
Picking and cleaning modules are made of multiple motion primitives, the first of which is picking, or suction-down. The robot picks parts with nearly flat, exposed surfaces by moving the suction cup over the part, and compliant force control tells it when to stop downward motion. It checks if the height the suction cup was stopped at matches the expected height, and then lifts the cup, while the system “constantly checks the force torque sensor” to make sure there isn’t a collision.
Cleaning motion primitives remove residual debris and powder from nearly flat 3D printed parts. The part is positioned over the brush rack, and compliant force control moves the robot until they make contact. In order to maintain contact between the part and the brushes, a hybrid position/force control scheme is used.
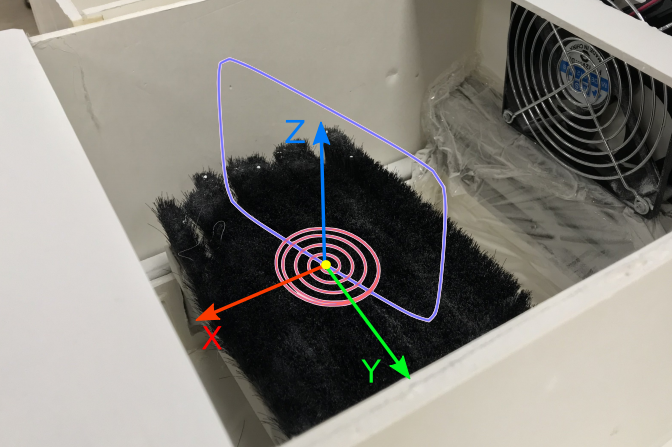
“The cleaning trajectories are planned following two patterns: spiral and rectircle,” the researchers explained. “While the spiral motion is well-suited for cleanning nearly flat surfaces, the rectircle motion aids with removing powder in concave areas.”
A combination of spiral and rectircle paths is used for cleaning motions. Spiral paths are in red. The yellow dot denotes the centroid of the parts at beginning of motion. Spiral paths are modified so they continue to circle the dot after reaching a maximum radius. The rectircle path is in blue, parameters include width, height, and direction in XY plan.
The team tested their system out using ten 3D printed shoe insoles. Its cleaning quality was evaluated by weighing the parts before and after cleaning, and the researchers reported the run time of the system in a realistic setting, compared to skilled human operators.
In terms of cleaning quality, the robotic system’s performance was nearly two times less, which “raised questions how task efficiency could be further improved.” Humans spent over 95% execution time on brushing, while the system performed brushing actions only 40% of execution time; this is due to a person’s “superior skills in performing sensing and dexterous manipulations.” But the cleaning quality was reduced when the brushing time was limited to 20 seconds, which could mean that the quality would improve by upgrading the cleaning station and “prolonging the brushing duration.”
Additionally, humans had more consistent results, as they are able to adjust their motions as needed. The researchers believe that adding a cleanliness evaluation module, complete with a second 3D camera, to their system would improve this.
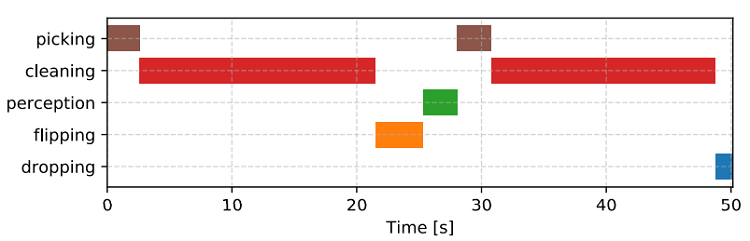
Average time-line representation of actions used for cleaning.
“We noted that our robot ran at 50% max speed and all motions were planned online. Hence, the sytem performance could be further enhanced by optimizing these modules,” the team wrote. “Moreover, our perception module was running on a CPU, implementations of better computing hardware would thus improve the perception speed.”
While these results are mainly positive, the researchers plan to further validate the system by improving its end-effector design, optimizing task efficiency, and adapting it to work with more general 3D printed parts.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
UK-headquartered Additive Manufacturing Technologies (AMT) is a vertically integrated technology development and manufacturing company that creates automated digital solutions to help its customers unlock the potential of industrial 3D printing. In 2017, when the company was founded, it introduced its PostPro3D commercial offering, which automatically smooths elastomeric and nylon 3D printed parts. The patent-pending technology, which was officially released last year, provides an automated and sustainable post-processing solution for high volume, production 3D printed parts, and works on all types of filament- and powder-based 3D printing methods.
Now, AMT has announced the first sale of its new PostPro3DMini system, which was introduced to the market earlier this year. The Institute of Micro Technology and Medical Device Technology (MIMED) of the Technical University of Munich (TUM) confirmed that it has purchased one of AMT’s automated PostPro3DMini post-processing systems, which it plans on using to support its ongoing medical device research.
“We are really pleased to be working with the Mechanical Engineering department at TUM. This is a prestigious research institute that has been working on the progression of AM for many years. The fact that they have purchased the PostPro3DMini to support this research, and for such a demanding application in the medical device sector, is a real testament to the capabilities of the PostPro3D platform and how it can meet the demands for such applications that previously have not been met,” stated Joseph Crabtree, the CEO of AMT.
All of AMT’s post-processing systems are both UL- and CE-certified. The PostPro3DMini is based on the company’s proprietary, automated BLAST (Boundary Layer Automated Smoothing Technology) process, and offers all of the original PostPro3D’s advantages in a more compact unit. It’s a great size for design studios, research institutions, STEM programs, and smaller production runs, and is just as safe and sustainable for polymer 3D printed parts.
Speaking of safety and sustainability, AMT holds these as paramount to its philosophy, and so completed tests on EOS PA2200 3D printed parts processed with its PostPro3DMini. The results conform with all necessary cytotoxicity tests, in addition to skin irritation tests to normative references: ISO 10993-10 (2013), ISO 10993-1 (2018), and OECD TG 439.
The new PostPro3DMini system provides excellent smoothing and surface modification, which is able to achieve a surface quality that’s at least equal to injection molding for 3D printed polymer parts, if not even better. Rather than using water, the process uses a single, recyclable, non-toxic agent instead, and AMT’s automated post-processing hardware is well-suited for applications in medical devices.
The ISO:13485-certified MIMED at TUM has embraced 3D printing as a viable development and production method for its continued research into new medical devices. That’s why the department was on the lookout for a commercially available system for post-processing when it discovered AMT’s PostPro3DMini.
MIMED is currently developing individualized instruments for different medical applications using EOS PA2200 material; obviously, as this material is what was tested on the PostPro3DMini, the institute sees a lot of potential for the system. The PostPro3DMini will be integrated into MIMED’s 3D printing process for creating medical devices, in order for the institute to increase its range of SLS medical device parts.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
In Material Extrusion (FDM), we can now use inexpensive machines to make dimensionally accurate & tough parts in various materials at low cost. These parts can fulfill many industrial and manufacturing applications bar one glaring defect. Material Extrusion (FDM) parts are often ugly, and layers can be seen on the rough parts. FDM parts and materials are improving all the time; parts are getting smoother and better looking out of the machine. Clusters of FDM machines bring throughput and versatility and have begun to be used to manufacture parts at scale.
With Selective Laser Sintering (powder bed fusion), one can make thousands of individual parts in many different geometries. Highly detailed polyamide SLS parts have been used for tens of thousands of surgical guides and have found many industrial applications. All parts have to be depowered and cleaned of excess powder, however. Additional steps, such as mechanical finishing are often needed to close the open surface texture of SLS parts.
With Dye Mansion depowdering is combined with surface improvement and coloring to make parts more world proof.
With SLA (stereolithography, vat polymerization) tens of millions of molds have been made for jewels with millions more being used in the dental industry. Additionally, millions of intermediates have been made for aligners. Direct SLA parts in hearing aids have revolutionized the In The Ear hearing aid industry, winning the market in customized fit ITE hearing aids. And yet, every SLA part has to be cut off of supports manually, and most have to be filed down afterward. Parts have to be conveyed to a washing station and a UV flash machine.
Meanwhile, in the SLS world, the future of manufacturing consists of a man with a brush brushing off powder from a part. It won’t surprise you that a third of part costs are perhaps due to finishing and post finishing parts. We boast of machines that can, in a day, make a new part, only to casually leave out that this part may spend another day in a tumbler. We jump on the gleeful subsidy bandwagon that is Industry 4.0 while a lot of the cost of 3D printed parts is in conveyancing.
Significant part costs comprise of people carrying parts around a factory. A woman leans over, looks at a piece of paper, matches the part, carries it to her station and then later puts it on a tray where a colleague takes it to a new station. This is Industry Bore.0, not 4.0. And metal printing? Like all things, it makes the polymer part of our industry look easy. Parts have to be sawed off by hand, and a number of post-processing stations always pay a part: from HIP to EDM to shot peening to destressing to spending a week in a tumbler it often needs to happen to your metal part.
We can not ask industrial manufacturing firms to learn new ways of thinking, master design for additive, change parts in their inventory and take on new unknown risks in return for a future where parts are marched around a “factory.” I say factory partially in jest because currently manufacturing with 3D printing is much closer to a collective of be-dreaded sandal-wearing artisanal vegan soap makers than actual manufacturing.
Imagine us, some hippie collective with handcrafted bamboo bowls trying to sell our way to the Six Sigma people? Just change everything; it will be great. Hope is the new one error per ten million. Do you want a Craft aircraft? Do artisanal aero engines sound like a good idea to you? Would you like to take a trip to Mars on a handcrafted rocket? Would you like your next hip to be made with love? Or would you prefer it to have things like quality control? We’re currently selling a dream to manufacturers that for many applications, we can not turn into a reality.
Post Process showing you parts before and after their process.
What can make 3D printing for manufacturing real? Automated Post Processing. By automating the entire post-processing chain, we can dramatically lower the part costs of 3D printed parts. We can make many more business cases worthwhile by making 3D printed parts significantly cheaper. By automating conveyancing throughout the plant, we can dramatically reduce the overall cost at high throughput. By offering post finishing to improve the surface quality of parts, we can make better looking and better-performing parts. Consumer-friendly and industry-friendly parts can ensure that the adoption of 3D printing is more rapid. The combination of automated post-processing with 3D printing will let parts be produced close to the consumer in wealthy countries at a reasonable cost. Improved post finishing processes will improve surface quality and let 3D printed parts be deployable for many more applications. If we integrate automated QC and QA processes into post-processing setups, we can genuinely offer manufactured 3D printed parts to many industries. Many firms are looking into automating the entire post-processing chain. From Post Process to Rosler, Additive Manufacturing Technologies and Dye Mansion, it is these companies that will unlock manufacturing for us all.
In today’s 3D Printing News Briefs, a maker has published a free 3D print management app in the Play Store, while Formlabs works to continue accelerating its growth in the Asia Pacific region. America Makes has announced the winners of two Directed Project Opportunities, and a chemist employed by Sinterit has won a prestigious award. Finally, an engineer with a thirst for vengeance used 3D printing and a lot of glitter to get back at the people who steal packages from his porch.
Free 3D Printing App for Filament Management
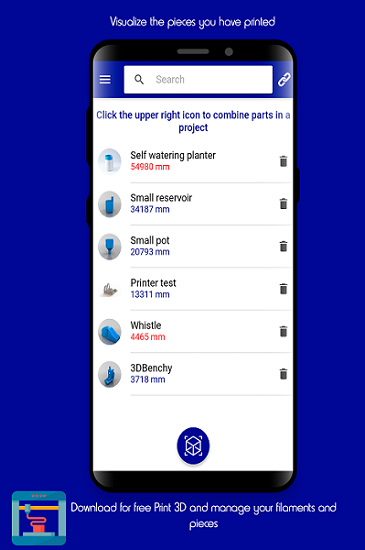
A new app, simply called 3D Print, is now available to download for free on the Google Play Store. The app was published by a maker who goes by paratiDev on Google Play, and was developed to help other makers better manage their filament.
“It has happened to all of us, you want to print a piece and not to know for sure if you have enough filament in the coil to print it. If you have only one coil of that filament, you have only two options; you can use another filament that has more quantity or risk and print it,” paratiDev writes.
“In the first case it forces you to use another filament different from the one you wanted while in the second case you run the risk that there is not enough filament and the piece remains halfway, assuming a loss of money, filament and time.”
The app allows users to visualize how much filament they have left, view the history of 3D printed pieces they’ve made, and can also generate invoices and quotations for 3D prints. The free 3D Print app also allows you to create projects that group together several pieces, and will visualize the wight and total cost of the project.
Formlabs Continues to Grow in APAC Region
Today, Formlabs announced that its growth in the APAC region is continuing to speed up. The company, which first entered the China market in 2015, is planning to open its new APAC headquarters in Singapore soon, and has also completed a new warehouse in Shenzhen, China for more efficient processing and shipping. While its physical presence in the region is growing, so too is its headcount: Formlabs also announced that David Tan, previously the APAC director of strategy and programs for Oracle Cloud Platform, Alliances & Channels, has been hired on as a new general manager for its own APAC team.
“Formlabs has long set its sights on making 3D printing processes more accessible. Part of this strategy has been completely rethinking 3D printing technologies from the ground up. The second is bringing the technology to market,” explained Max Lobovsky, Co-Founder and CEO of Formlabs. “There is an immense amount of opportunity in Asia Pacific, we’re looking forward to what David and these new locations can do to improve our growing success in the region.”
America Makes Announces Directed Project Opportunities Winners
America Makes has announced the award winners of two Directed Project Opportunities, both of which were funded by the Air Force Research Laboratory (AFRL), Materials and Manufacturing Directorate, Manufacturing and Industrial Base Technology Division. The first is the acceleration of large scale additive manufacturing (ALSAM) project, with the objective of getting past the shortcomings of SLM 3D printing, and America Makes awarded $2.1 million to GE Global Research, in conjunction with GE Additive and the Applied Research Laboratory (ARL) at Penn State. With at least $525,000 in matching funds from the team, the total funding for the ALSAM Directed Project to develop an open source, multi-laser manufacturing research platform will be about $2.6 million.
The second is the advancing AM post-processing techniques (AAPT) project, with a goal of improving process control and lowering costs for qualifying complex parts made with SLM technology. The first awardee is Arizona State University, in conjunction with Quintus Technologies, Phoenix Heat Treating, Inc., and Phoenix Analysis & Design Technologies, Inc., and the second is led by the ASTM International AM Center of Excellence collaborative, in conjunction with Quintus Technologies, Carpenter Technologies Corporation, Aerojet Rocketdyne, Rolls Royce Corporation, Honeywell Aerospace, GE Aviation, and Raytheon. America Makes awarded a total of $1.6 million to the two teams, which will also contribute at least $800,000 in matching funds. Both projects are expected to begin next month.
Sinterit Chemist Makes Forbes List of ’25 Under 25′ Poland
Desktop SLS 3D printer manufacturer Sinterit is proud to announce that its chemist, Paweł Piszko, has been selected by Forbes and the Warsaw office of McKinsey & Company as one of the prestigious “25 Under 25” in Poland. There are five categories in the awards, with five winners in each, and the jury appreciated Piszko’s work on increasing the efficiency of energy collection from renewable sources. When asked by his employers what his goal was, he answered that he wanted to have “an impact on the architecture of society.”
“We are delighted that Paweł chose Sinterit as a place where he can develop his skills and check the results of his scientific activities in practice,” Sinterit wrote in a blog post. “As part of his work, he researches the chemical processes that occur during the sintering of polymers, which allows us to improve the materials that Lisa and Lisa Pro, our flagship SLS 3D printers, print from.”
3DPrint.com congratulates Paweł on this exciting achievement!
Engineer Uses 3D Printed Component to Make Glitter Bomb
Revenge is a dish best served with glitter and fart spray…at least according to a mechanical engineer and evil genius Mark Rober. He spent nine years working at NASA’s JPL – mostly on the Curiosity Rover – and later founded a company called Digital Dudz. He was upset when someone stole a delivered package right off of his porch, and decided to employ all kinds of technology to take revenge.
“I just felt like something needs to be done to take a stand against dishonest punks like this,” Rober said in his YouTube video.
“I spent nine years designing hardware that’s currently roving around on another freaking planet. If anyone was going to make a revenge bait package and over-engineer the crap out of it, it was going to be me.”
Over the course of several months, Rober sketched his idea out, then finished it in CAD before getting to work on the physical prototypes. The package contains a 3D printed component that’s contoured in such a way that four hidden phones inside can capture package thieves opening the box and getting hit with a giant cloud of colorful glitter and continuous blasts of fart spray. Check out his video below to see how things turned out, though be warned that there is some bleeped out profanity. To learn more about the details of his build, check out his friend Sean’s video as well.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.