Electric bikes are known to be pricey, but if you have ever investigated much about quality cycling equipment, that’s not a surprise—whether you are in the market for a conventional bicycle requiring only the energy of your pedaling legs to act as power, or a more complex battery-powered assist. And while there may be a small percentage of bicyclists out there who ride because they have no other choice, for many, cycling is a passion which offers a host of benefits, from improving cardiovascular health to decreasing stress—and cutting down on the environmental footprint.
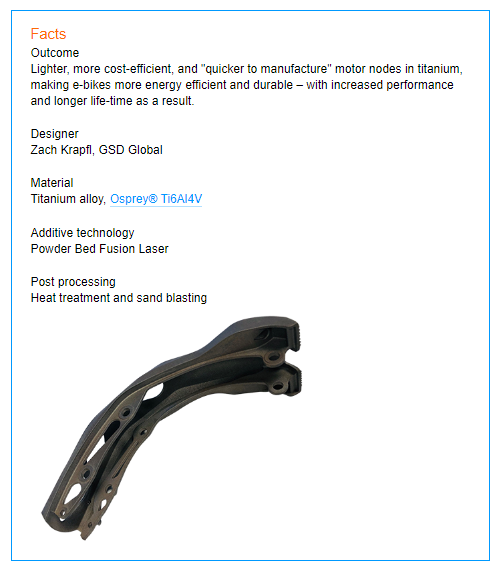
Coupled with 3D printing, the potential advantages multiply for the bicycle industry—marked by numerous and impressive forays into designs that are stainless and sleek, prize-winning, and even, yes, compostable. Along with bikes and bike parts, we have also seen 3D-printed helmets for cyclists. In the latest modern bicycling news, however, Sandvik Additive Manufacturing has been able to 3D print a critical part for the GSD Global e-bike, in the form of a motor node—one of the most challenging parts to create for these upscale machines.
GSD Global, an engineering and design consultancy company, reached out for help in 3D printing the metal node for their artisan e-bikes.
“Handmade bikes are the type of product that goes straight to your heart – they are pieces of art to begin with. So, if we can provide these high-end bicycle makers with a material that can make their bikes last 10-20 years – that’s a game-changer to them,” says Zach Krapfl, heading up GSD Global.
When GSD Global started to investigate the possibility of 3D printing their titanium components, they were thrilled to find that through developing the design of the motor nodes and adapting them to be additively manufactured, they could actually reduce their costs with up to 75%.
With almost ten years behind them in collaborating with Bosch e-bike systems, GSD Global’s main focus in design is centered around e-bikes. Noting that they still see a lack of e-bikes in venues like bike shows, the designers attribute that to difficulty in creating the necessary titanium parts.
In 3D printing the node, they found that they would enjoy some of the greatest benefits that the technology has to offer—from high-performance parts and speed in production to greater affordability; in fact, with Sandvik producing the part, they can now save up to 75 percent in costs.
“This is when we realized that we were on to something that wouldn’t just prove to be financially feasible – but enable substantial improvement in terms of quality and energy efficiency as well,” said Zach.
In perfecting their e-bike, GSD Global will now be able to sell it for less, along with promising lighter weight, greater energy efficiency, and longevity due to durable, high-performance parts.
“We really wanted to add the material advantages of titanium to our high-end electrical propulsion systems for e-bikes,” said Krapfl. “We’re so excited to share this with lots of brands, and to start adding more and more additive parts in the future.”
New Zealand-based Zenith Tecnica, which is the only company in the country using Electron Beam Melting (EBM) technology to make 3D printed titanium components, is teaming up with High Performance Sports NZ (HPSNZ) to give two inspiring Kiwi athletes a competitive edge for the Tokyo 2020 Paralympics. Through this collaboration, the two companies will produce tailored 3D printed prosthetics for esteemed para-athletes Anna Grimaldi and Holly Robinson to use while working out and training in the gym.
3D printing has been used multiple times to help disabled athletes get a leg up over their competition, with prosthetics and braces as some of the main applications. As Zenith Tecnica, headquartered in Auckland, has supplied EBM 3D printed titanium components to America’s Cup Regatta and Formula 1 teams, fabricated plenty of medical instruments and implants, and manufactured components in outer space, the company was more than up to the challenge of making advanced, tailored prosthetics for Grimaldi and Robinson.
“Zenith Tecnica 3D printed the new attachment for Holly and Anna to use in the gym,” said Dr Stafford Murray, HPSNZ Head of Innovation. “It’s providing them with something different that you can’t buy off the shelf, that enables them to be the best that they can be.”
The company utilizes the Arcam Q10 plus and Q20 plus systems to produce EBM parts for multiple industries. These 3D printers are built on breakthrough deflection electronics, which allow for extremely accurate, fast beam control so melting can occur simultaneously at more than one point, while still maintaining excellent speed, precision, and surface finish. In addition, its hot vacuum process means no residual stresses to distort the 3D printed components.
“Zenith Tecnica offers a freedom of design to a lot of engineers, so we are not constrained to classical manufacturing methods like machining and casting,” explained Peter Sefont, the Production Manager at Zenith Tecnica. “It allows us and the engineers to do whatever we want.”
Holly Robinson
HPSNZ is a leader in sports innovation, and works with National Sporting Organisations (NSOs) to identify athletes’ strengths and push them further with modern technology and sports science. By partnering with Zenith Tecnica and using its EBM titanium 3D printing expertise, the company is able to think about the possibilities of design in a new way and knock down any boundaries that would otherwise limit them.
“To have someone listen to what we need and be like, ‘Nothing is off the table, we can try and build whatever it is you need,’ that was really awesome,” Grimaldi said about the teamwork between HPSNZ and Zenith Tecnica.
These two fierce female para-athletes are simply amazing. Robinson won the silver medal in the Women’s Javelin F46 at both the Rio 2016 Paralympics and the 2018 Gold Coast Commonwealth Games. She’s already thrown her personal best – 45.73 m – which was good enough to break the world record in the event at the Australian Track & Field Championships in Sydney this past weekend.
Grimaldi won the gold in the Women’s Long Jump T47 at the Rio 2016 Paralympics and came in fourth in the Women’s 100m T47 at the same competition. This coming June, both women will have an optimal opportunity to see if their new 3D printed training prosthetics can help them win at the 2019 Oceania Area and Combined Events Championships.
Raylene Bates, Athletics New Zealand high performance coach, said, “This is a piece of equipment that would enable them to train like an able-bodied person; granting the use of both arms with a full range of movement, achieving a full body balance.”
Anna Grimaldi
Of course, all of these competitions are a precursor to the main event both Robinson and Grimaldi are working towards – the 2020 Paralympics in Tokyo. The hope is that through this partnership between Zenith Tecnica and HPSNZ, their new 3D printed titanium prosthetics will help them up their game while preparing for next year’s competition. Because these will be prosthetics tailored specifically to them, exercises and training methods that the para-athletes were previously unable to do because of previous off-the-shelf prosthetics should now be entirely possible…which means that gold medals are possible as well.
Discuss this inspiring story, and other 3D printing topics, at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
We’re starting off today’s 3D Printing News Briefs with a product launch announcement – 3YOURMIND launched the full version of its Agile MES software software this week at AMUG 2019. Moving on, Sintratec will present its latest SLS 3D printer at RAPID + TCT next month in Detroit, Tiamet3D has joined Ultimaker’s material alliance program, and Sciaky entered into an agreement with KTM Consultants. Xometry just announced some important certifications, and nScrypt is 3D printing titanium parts. Moving on to the world of art and theatre, the Zurich Opera House is 3D printing props, and artist Andrea Salvatori worked with WASP to create a 3D printed art collection.
3YOURMIND Launched Agile Manufacturing Execution System (MES) Software
After spending five years providing order management systems to scale for some of the industry’s AM leaders, 3YOURMIND has finally moved its software solutions to a production environment with the launch of its Agile Manufacturing Execution System (MES) earlier this week at AMUG 2019. The software uses smart part prioritization, rapid scheduling, order tracking, and custom AM workflow creation to improve machine utilization and make production more efficient, and an Early Access Program (EAP) allowed the company to receive direct feedback on its Agile MES software from representatives at companies like EOS and Voestalpine. The next step will be working to finalize machine connectivity.
“For Agile Manufacturing, the Agile MES will need to both GET and PUSH data from all major AM machines and post-processing systems. We are already integrating the data from several vendors into our software and expect to support all major machines,” explained 3YOURMIND’s CEO Stephan Kühr. “Receiving and processing machine data allows us to provide the documentation that is needed for quality assurance and to increase the repeatability of additive manufacturing. Pushing data directly to machines will be the key to automating production.”
Sintratec Showcasing New SLS 3D Printer at RAPID + TCT
A few months ago, Swiss SLS 3D printer manufacturer Sintratec introduced its scalable, modular Sintratec S2. Now, the company will be presenting the printer in the US for the first time next month at RAPID + TCT in Detroit, which will also be Sintratec’s first time attending the massive event. What makes the Sintratec S2 stand out is its closed-loop workflow, as the complete system covers every process with its three modules: the Laser Sintering Station (LSS), the Material Core Unit (MCU), and the Material Handling Station (MHS). The 3D printer offers quick material changes, a 4K camera for print monitoring, improved ergonomics, and effective heat distribution through its cylindrical printing area and ring lamps.
“The Sintratec S2 will boost the design of applications and gives the user the opportunity to set foot in small series production as well. And that for an unusually attractive price-performance ratio,” said Sintratec CEO Dominik Solenicki.
“With the Sintratec S2 solution we will be opening new opportunities for companies of any size.”
The price for the Sintratec S2 starts at $39,900, and you can see it for yourself at Sintratec’s booth 1753 at RAPID + TCT from May 20-23.
Tiamet 3D Joins Ultimaker’s Material Alliance Program
Last year, Dutch 3D printing specialist Tiamet 3D, founded in late 2014, worked with Finland-based Carbodeon to develop the first nanodiamond-enhanced 3D printing filaments, which went on the market in September. Now the company has joined Ultimaker as a partner in its Material Alliance Program. Together, the two will offer end-users simple one click downloads of Tiamet’s ULTRA Diamond material profile, which is now available on Ultimaker’s Cura software. This collaboration is formally backed by Tiamet’s manufacturing partner Mitsubishi Chemical Performance Polymers (MCPP Netherlands).
Reid Larson, the Director and Co-Founder of Tiamet 3D, told us about some of the highlighted specs of its ULTRA Diamond material, including no additional nozzle wear, 6300 mpa stiffness, low moisture absorption and friction, improved thermal conductivity, and twice “the temperature resistance of normal PLA, Annealed goes to 125C HDT.” You can purchase one kg of ULTRA Diamond filament for €59.
Sciaky Increasing Sales Efforts Through New Agreement
In an effort to increase the sales efforts of its Electron Beam Additive Manufacturing (EBAM) solutions in Australia, the Middle East, and New Zealand, Sciaky, Inc. has entered into an agreement with KTM Consultants, founded by metallurgist Trent Mackenzie in 2015. In terms of sheer work envelope, Sciaky’s massive EBAM systems are the industry’s most widely scalable metal 3D printing solution, able to produce parts ranging from 8 inches to 19 feet at gross deposition rates of up to 25 lbs of metal an hour. Additionally, its Interlayer Real-time Imaging and Sensing System (IRISS) is the metal 3D printing market’s only real-time adaptive control system capable of sensing and digitally self-adjusting its deposition.
“I was immediately drawn to Sciaky’s EBAM technology because of its unique and robust capabilities. Industrial manufacturers of large metal parts need to explore the significant advantages that technologies like EBAM offer. It is truly a game-changer,” said Mackenzie.
Xometry Announces New Industry Certifications
Digital manufacturing marketplace Xometry announced that it has just received ISO 9001:2015 and AS9100D certifications – some of the most rigorous, widely-recognized quality management designations in the industry. ISO 9001 helps organizations meet the needs and expectations of their customers in terms of quality management, while AS9100 meets customer demands in the exacting aerospace and defense industries. The company went through a major audit as part of the process, and its achievement definitely reflects how committed Xometry is to providing quality.
“We are thrilled to receive this designation. Our team members have a passion for providing great customer service while following the disciplines that give our customers peace of mind regarding on-time delivery, quality, and continuous improvement. It is yet another step towards achieving industry “best in class” status and being able to meet the expanded needs of our customers,” stated Xometry COO Peter Goguen.
nScrypt Develops Proprietary Method for 3D Printing Titanium
nScrypt 3D printed titanium gear, dogbone, and block
Florida manufacturer nScrypt, which develops high-precision Micro-Dispensing and Direct Digital Manufacturing equipment and solutions, is now focusing on repeatable 3D printing of metals for the medical, defense, and aerospace industries. The company has created a proprietary method for 3D printing titanium parts, which tests have shown display densities comparable to wrought parts. This method could easily work with other metals as well, such as copper, Inconel, and stainless steel, and nScrypt’s Factory in a Tool (FiT) systems can finish or polish areas with high tolerance features using its integrated precision nMill milling head. nScrypt’s Brandon Dickerson told us that the company expects to release more details on this later in 2019.
“The parts were printed with our SmartPump Micro-Dispensing tool head, which runs on any of our systems,” Dickerson told 3DPrint.com. “The parts shown in the photos were printed on our DDM (Direct Digital Manufacturing) system, also known as our Factory in a Tool (FiT) system, which can run 5 tool heads at the same time, including our Micro-Dispensing, Material Extrusion, micro-milling, and pick-and-place tool heads. The parts were sintered after the build and the current densities are in the high 90% range. We expect our system to appeal to customers who want to do Direct Digital Manufacturing and need strong metal parts, but cannot build them with a powder bed system (for example, if the geometry would trap powder inside) or prefer not to use a powder bed system (for example, if they want a cleaner system).”
Zurich Opera House 3D Printing Props with German RepRap
Finished tutu for “The Nutcracker”, which was produced with the help of the x400 3D printer
Switzerland’s largest cultural institution, the Zurich Opera House, puts on over 300 performances a year, but the behind-the-scenes magic happens in the studios and workshops, where the props and costumes are made. The opera house uses the x400 3D printer from German RepRap, with assistance from Swiss reseller KVT- Fastening, to support its creative work by fabricating props and molds. This affords the institution more creativity and flexibility, as they can design objects to their exacting needs in 3D modeling programs, which also helps save on time and money. The opera house currently uses PLA, which is easy to handle, offers a variety of colors, and is flame retardant – very important in a theatrical setting.
“Often, the wishes and ideas of costume and stage designers are very diverse and sometimes extraordinary. It often happens that props are not available in the way designers have it in their minds. This is where the 3D printer is perfect for,” said Andreas Gatzka, director of theater sculpture at the Zurich Opera House.
“There are a lot of great benefits. Special wishes of stage and costume designers can be realized quickly as well as a short-term change of the objects, for example larger, smaller, longer, shorter, or whatever is needed.”
3D Printed Art Collection
Artist Andrea Salvatori 3D printed the eye-catching pieces for his new collection, titled Ikebana Rock’n’Roll, using the Delta WASP 40100 Clay 3D printer – designed by WASP to be used by ceramic and clay artists. The collection just opened on stage at THE POOL NYC in Milan last week, and will be available to view until May 31st. With these 3D printed vases, Salvatori wanted to use “a miscellany of ceramic insertions” to mess with the high quality shapes 3D printing can achieve by adding asymmetry.
“The process of depositing the material and setting the spheres is a central theme in the Ikebana Rock’n’Roll collection, to the point of convincing Salvatori to name the works “Composition 40100”, as if they originated from a musical dialogue of the most varied tones. The artist upsets the algorithm reiterated slavishly by the machine with imperfect musical accents, the result from time to time of spontaneous actions and reasoned processes,” WASP wrote in a blog post.
“The ikebanes, proposed by Andrea Salvatori in the exhibition, transcend the experimental limits of an abstract investigation, representing a concrete territory in which 3D printing and ceramic art co-exist synergistically. The Master challenges the confrontation with the public, becoming also in this sector, precursor of a new genre in which WASP feels itself fully represented.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
CSIRO’s Keith McLean, Titomic’s Jeff Lang, and FTT’s Peter Mews sign agreement
Renowned for its metal Kinetic Fusion (TKF) technology, Australian 3D printing company Titomic recently signed an MoU with China’s largest manufacturer and global exporter of titanium powder in order to secure a high quality supply of low-cost, commercially pure titanium powders. It’s clear that the company is continuing to focus on titanium resources – it has licensed two new patents from the Commonwealth Scientific and Industrial Research Organisation (CSIRO) for the production of titanium pipe and continuous pipe. This Exclusive License Agreement with CSIRO gives Titomic global rights to the patents, which will significantly open the company’s revenue opportunities in several industries, like defense, marine and mining, and oil and gas.
Additionally, Titomic has signed an Acquisition Agreement with Future Titanium Technologies (FTT). The company is now entitled to over eight years of exclusive 3D printing techniques and background IP relating to the production of pipes and their components.
“This is a significant expansion of Titomic’s IP and associated revenue opportunities. By adding these two new patents we are broadening our footprint in the Titanium and Titanium Alloys Additive Manufacturing space to firmly secure our future market segments,” said Titomic’s Managing Director Jeff Lang.
“Our fundamental strategy has been well timed and managed to perfectly combine the securing of cost-effective metal powder supply chain, with the expansion of our IP portfolio positioning Titomic as the global leader in viable metal Additive Manufacturing.
“To capitalise on the significant $300+ Billion global interest Titomic has received from the Oil & Gas, Mining, and Marine industries to provide more sustainable and cost-effective AM manufacturing, these new TKF technologies enable Titomic to provide viable digital manufacturing capabilities leading to significant short, mid and long-term revenue opportunities.”
Titomic’s fast 3D printing technology, which is actually the result of a CSIRO study, can now be used by industries looking to access next generation, dual-wall materials to 3D print metal pipe without having to worry about profile or size constraints.
For instance, the oil and gas industry is uses plenty of valves, but their lifecycle can be negatively impacted by abrasive matter like rock, sand, and sediments that run through pipes during extraction. Using these newly licensed patents, Titomic can use its technology to produce metal pipes with higher corrosion and wear resistant properties; additionally, the process can also fuse dissimilar metals together to make fitting components and pipes.
“Working with companies like Titomic shows that manufacturing remains a key driver in the Australian economy,” said Stefan Gulizia, Research Group Leader at CSIRO. “We are pleased that Titomic are licensing the rights to utilise and further commercialise CSIRO research in developing new products and processes that go towards supporting productivity gains, boosting sustainability and helping capture emerging opportunities in local and global markets.”
Thanks to the important performance factors like cost, quality, scale, speed, and sustainability, Titomic will now be able to commercially exploit its TKF technology. Pipe and fitting component consumers will be able to save on both time and money, as maintenance costs and down time will decrease and parts will have longer life cycles. Additionally, TKF can also be used to 3D print valves, fitting components, and pipes with new superalloys, and can even combine them with polymers, composites, ceramics, and alloys to achieve high performance properties.
McLean, Lang, and Mews holding the sprayed pipe section.
The most important transaction terms of the new Acquisition Agreement with FTT include Titomic allotting $400,000 worth of its shares to FTT shareholders for $2.00 per share, half of which will be escrowed for a year. For every two shares, Titomic will also issue one new option to FTT shareholders, at an excerisable price set at a 130% premium to the share price with a two-year life.
In terms of its Exclusive License Agreement with CSIRO, Titomic will pay the following minimum annual royalties to CSIRO:
$50,000 for 2018-2019
$75,000 for 2019-2020 and 2020-2021
$150,000 for 4th year of agreement, and each subsequent agreement year until the end of the license term
CSIROs Keith McLean, Titomic’s Jeff Lang, and FTT’s Peter Mews celebrate the collaboration.
Additionally, Titomic will pay CSIRO an upfront fee of $125,000 cash for licensing the technologies.
We’ve got a shorter edition of 3D Printing News Briefs for you today. Siemens Corporate Technology is working on process simulation for additive manufacturing. BIOMODEX is launching a realistic, 3D printed new training product, and an orthopedic surgeon is using 3D printing to repair bone fractures. Finally, several companies are collaborating and using metal 3D printing to make a customized component for the upcoming Ironman race.
Siemens Working on 3D Printing Process Simulation
Often in metal 3D printing, all kinds of defects can occur, such as distortion and local overheating. Getting the 3D print right the first time around is the goal that experts of Siemens Corporate Technology are working to achieve. Process simulation for additive manufacturing is a pretty important step on the way to industrializing the technology, as getting complex geometries correct at the beginning of the process could save time and money down the line.
“Our vision is to develop this additive manufacturing process in such a way that we can actually print a model created in the CAD system, getting it right the first time and printing it perfectly,” said Ursus Kruger of Siemens Corporate Technology in Berlin. “We call this the first-time-right principle, which we want to achieve here.”
Learn more about Siemens’ work in the video below:
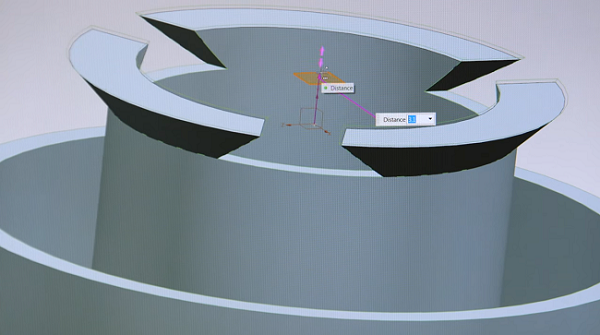
BIOMODEX Launching New 3D Printed Training Product
The Left Atrial Appendage Closure Solution (LAACS) station
With the launch of its new training product, medical technology startup BIOMODEX is officially entering the interventional cardiology space. Its new Left Atrial Appendage Closure Solution (LAACS) lets physicians work on their skills using a super realistic, 3D printed multi-material heart. The startup’s patented INVIVOTECH technology makes it possible to create 3D printed organs based on a patient’s medical imaging, like CT scans. It’s also possible to reproduce an organ’s surrounding tissue and biomechanics as well.
“Our mission is to provide as realistic an experience as possible for physician training,” said Carolyn DeVasto, the Vice President of Global Commercialization at BIOMODEX. “Our advancements in patient specific 3D printing using INVIVOTECH and ECHOTECH allow physicians to train in a clinical setting using the same techniques they use in an actual procedure. Ultimately, we want to provide the physicians an opportunity to test drive any procedure on our solution to improve safety and clinical outcomes.”
BIOMODEX’s patented ECHOTECH also allows physicians to observe the 3D printed heart using fluoroscopy, or any TEE ultrasound system. This means that they will be training with the same techniques they’ll be using in real life procedures, which is invaluable in the operating room.
Repairing Fractures with 3D Printing
Nathan Skelley, MD, an orthopaedic surgeon and sports medicine specialist at the Missouri Orthopaedic Institute, is working on a research project about a specific issue related to trauma orthopaedics – reducing and fixing bone fractures.
“In the United States, we’re very fortunate that I have an almost endless supply of plates and screws,” Dr. Skelley said. “I’ve never been in a situation in the OR where I don’t have another screw or I don’t have another plate to fix one of these fractures. But in the developing world or in rural environments, those resources are not always the case.”
Dr. Skelley and his team are testing if they can easily replicate the plates, screws, and tools they use so often in these types of common trauma and sports procedures with 3D printing, so physicians in areas not quite as developed as the US can perform necessary orthopaedic surgery. You can learn more about his work in the video below:
Metal 3D Printing for Ironman World Championship
Next week, the Ironman World Championship, a yearly culmination of several Ironman triathlon qualification races held around the world, begins in Hawaii. For this particular race, Canyon, Swiss Side, and Sauber Engineering are working together on Project 101 for Patrick Lange, last year’s Ironman World Champion. The goal is to make the Lange, the fastest Ironman, even faster, by using metal 3D printing to fabricate a customized aero cockpit that fits Lange’s arm shape and position perfectly. CFD (Computational Fluid Dynamics) simulations were used to confirm that his tri-bar extensions were producing a decent amount of drag, so the project partners worked out a design to integrate them into Lange’s arms.
Swiss Side 3D printed the first concept and tested it back in May, and Lange’s arms were scanned at Sauber to ensure the perfect fit. Canyon and Swiss Side designed and optimized the aerodynamics for the new aero cockpit, and using FEM (Finite Element Method) structural analysis, the parts were optimized for weight and stiffness. The most recent iteration was 3D printed in plastic and tested in another wind tunnel session so Lange could approve its performance. Then, Sauber used titanium to 3D print the final parts; aluminum was used to create ultra-light shells for the elbow pads.
“While working on Project 101, we did something that has never been done before in triathlon,” Lange said. “I am very proud to be part of this project. We tested my new aero cockpit in the wind tunnel and the results confirmed a significance performance improvement. This will have a direct impact on my bike-splits in Kona. I can’t wait to show the world my new aero cockpit and deliver a strong performance on October 13th at the big race in Kona, Hawaii.”
What do you think? Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
We often see titanium used in 3D printed implants for humans, and even for animals. When compared to implants that are more dense, porous titanium (PT) implants, with custom porosity and structure, have mechanical properties far more similar to natural bone, which helps reduce stress-shielding effects and facilitate nutrient transport and bone tissue ingrowth during regeneration.
But, metals based in titanium (Ti) are naturally bioinert, meaning they don’t initiate a response when introduced to biological tissue; this can lead to lowered bone-to-implant contact and possible rejection. So for bone tissue engineering, it’s important to modify the surface of metallic implants with coatings, whether it’s something like a diamond or bioactive glass (BG).
Flow-casting production of homogeneous BG coatings on PT scaffolds.
The abstract reads, “Additive manufacturing enabled the fabrication of porous titanium (PT) with customized porosity and mechanical properties. However, functionalization of PT surfaces with bioactive coatings is being challenged due to sophisticated geometry and highly porous structure. In this study, a facile flow-casting technique was developed to produce homogeneous 45S5 bioactive glass (BG) coatings on the entire surface of PT. The coating weight as a function of BG concentration in a BG-PVA slurry was investigated to achieve controllable coating yield without blocking macropore structure. The annealing-treated BG coating not only exhibited compact adhesion confirmed by qualitative sonication treatment, but also enhanced the mechanical properties of PT scaffolds. Moreover, in-vitro assessments of BG-coated PT cultured with MC3T3-E1 cells was carried out having in mind their potential as bioactive bone implants. The experimental results in this study offer a simple and versatile approach for the bio-functionalization of PT and other porous biomedical devices.”
Fluorescent images of cells cultured on bare (a,c,e) and BG200‐coated (b,d,f) Ti scaffolds after 2 and 4 days.
Bioceramics, like TiO2 and BG, have been used before as coatings in order to, as the paper puts it, “functionalize bioactive character to inert bone scaffolds.” There have been several methods used in the past to produce bioceramic coatings on dense bone implants, but because porous ones have more complex structures, it’s hard to coat the entire surface without blocking the porous, interconnected structure.
The team used SLM technology to 3D print PT samples on a Renishaw AM 250, then rinsed them with demineralized water and ethanol to remove residual HF before letting them air-dry. Then, a sample was dipped in a slurry of BG-PVA, before being moved to a rotation platform. Using compressed nitrogen force during rotation, the slurry’s solid content was gradually but completed flow-casted onto the surface of the struts, which as the researchers explained in the paper resulted in “the formation of a homogeneous BG coating on the entire PT surfaces without blocking the macropore structure.”
“The key parameters of the flow-casting process were varied to obtain homogeneous BG coatings,” the researchers wrote. “In addition, microstructural, mechanical, and biological properties of BG-coated PT were characterized having in mind the promising potential of BG-functionalized PT in bone tissue engineering.”
(a) The weight of BG‐PVA coating as a function of BG concentration in slurry; the inset shows the increased white content on the coated PT with increasing BG concentration (* p < 0.05, ** p < 0.01, *** p < 0.001), (b) axial and radial observation of BG200‐coated PT after annealing, (c) XRD patterns of raw BG and annealed BG powder using the same annealing protocol.
While developing the facile flow-casting method, the team determined that by varying the concentration of BG, they could specifically tailor the coating yield in order produce homogeneous coatings on the PT substrates that wouldn’t block the interconnected macropores. Additionally, after an annealing treatment, the BG200-coated PT showed a strengthened elastic modulus, and also “exhibited excellent coating adhesion,” which are good signs for bone implants.
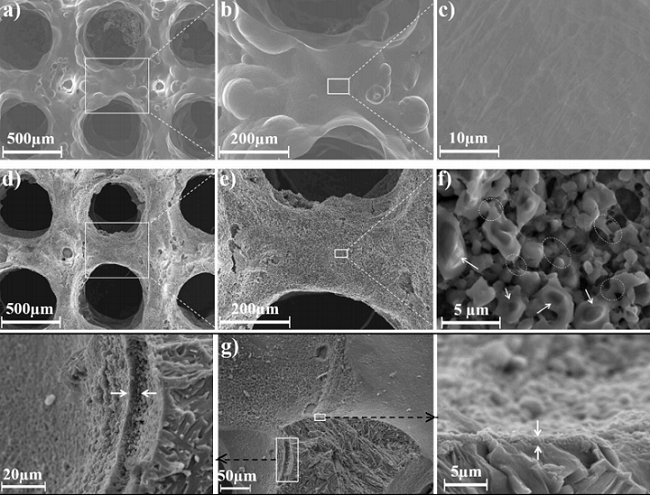
SEM images of the inner surface morphologies of (a-c) bare Ti scaffold and (d-f) BG200-coated Ti scaffold, (g) cross-sectional images of BG200 coatings at different magnifications.
“Although the annealed BG coating exhibited nonuniform thickness varying from 2 µm to 6 µm, in-vitro biological evaluation confirmed an improved osteoblast activity, probably owing to the bioactivity of the BG phase,” the researchers concluded. “Summarizing, flow-casting of BG coatings, possibly combined with other bioactive components or functional molecules, suggested a simple and effective approach for the biofunctionalization of PT or other porous devices, which will be advantageous for designing optimal scaffolds for biomedical applications.”
Co-authors of the paper are Haiou Yang, Qijie Zhu, Hongfei Qi, Xianhu Liu, Meixia Ma, and Qiang Chen.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
In order to hold up under difficult launch conditions and decade-long missions in the zero gravity conditions of outer space, satellite fuel tanks need to be both lightweight and strong. Titanium is an obvious choice of material, but it can take over a year to acquire 4-foot-diameter, 4-inch-thick titanium forgings, which also increases the overall cost of the tank. Additionally, if traditional manufacturing methods are used to fabricate these forgings, over 80% of the material is wasted.
This infographic shows the scale of the 3D printed domes, their placement on the tank, and overall location within an LM 2100 satellite.
That’s why Lockheed Martin chose to employ 3D printing to create a record-setting, 46-inch-diameter titanium dome for its satellite fuel tanks.
“Our largest 3-D printed parts to date show we’re committed to a future where we produce satellites twice as fast and at half the cost. And we’re pushing forward for even better results,” Rick Ambrose, the Executive Vice President of Lockheed Martin Space, explained. “For example, we shaved off 87 percent of the schedule to build the domes, reducing the total delivery timeline from two years to three months.”
The new fuel tank for Lockheed Martin’s largest satellites have 3D printed domes integrated into the body to cap them off.
The tank is made up of a traditionally manufactured, variable-length titanium cylinder, which is capped by two 3D printed domes; these three pieces are then welded together to make up the final product. Technicians at Lockheed Martin’s Denver facility fabricate the domes using Electron Beam Additive Manufacturing (EBAM) technology on a large 3D printer.
By 3D printing the domes, there is no longer any material waste, and the titanium is available to use with no wait time, which lowers the delivery time of the satellite tank from two years to just three months. This in turn helps the company cut its satellite schedule and costs by 50%.
“We self-funded this design and qualification effort as an investment in helping our customers move faster and save costs. These tanks are part of a total transformation in the way we design and deliver space technology,” said Ambrose. “We’re making great strides in automation, virtual reality design and commonality across our satellite product line. Our customers want greater speed and value without sacrificing capability in orbit, and we’re answering the call.”
These 3D printed tank domes are far bigger in size for the company’s qualified 3D printing materials – previously, its largest part was an electronics enclosure for the Advanced Extremely High Frequency satellite program that was only the size of a toaster. That makes these domes, which are large enough to hold nearly 75 gallons of liquid, a pretty big leap.
A Lockheed Martin engineer inspects one of the 3D printed dome prototypes at the company’s space facility in Denver.
The final rounds of quality testing for the satellite fuel tank and its 3D printed domes were completed earlier this month, which finally ends a multi-year development program with the goal of successfully creating giant, high-pressure tanks to carry fuel on satellites. Lockheed Martin technicians and engineers spared nothing on their quest to ensure that the tanks would meet, and even exceed, the reliability and performance required by NASA, as even the tiniest of flaws or leaks could spell disaster for a satellite’s operations.
The structure of the vessel was “rigorously evaluated,” according to a release, and the company’s techs ran it through an entire suite of tests in order to demonstrate its repeatability and high tolerances. Lockheed Martin is now offering the large satellite fuel tank, complete with its two 3D printed domes, as one of the standard product options for its 2100 satellite buses.
Discuss metal 3D printing, aerospace applications, and other 3D printing topics at 3DPrintBoard.com, or share your thoughts in the Facebook comments below.