
Polish 3D printing solutions firm Zortrax has launched a cloud-based service that enables its 3D printers to be remotely managed from around the globe. Zortrax inCloud printing management system aims to optimize the operation of 3D printing manufacturing processes for both businesses and single device users by reducing the number of man-hours necessary to run […]
3D Printed Orthotics for Kids Reduce Production Times by 40 Percent
In a recent case study released by Moscow-headquartered Thor3D, we see how their Calibry 3D scanner made a huge difference in the production of foot orthotics for children in Germany. Phoenix GmbH & Co., an engineering company specializing in product development with 3D printing technology, was tasked with improving the creation of orthotics for a German clinic.
Employing Calibry Nest software, the Calibry 3D scanner, Geomagic Wrap software with algorithms created by Phoenix, and the Tractus 3D printer, Phoenix was able to develop a new and reproducible solution. Able to save doctors up to 40 percent in production time, the new process is so easy it can be used by orthopedists with no previous experience in wielding 3D tools.
“Before Calibry, we had to use more expensive, less user-friendly scanners to do the same tasks. This is a limiting factor in B2B scanning applications, where the user is no scanning expert,” comments Emil Wörgötter, Application Engineer 3D Scanning & Additive Manufacturing.
Even more important is the new level of comfort afforded to young patients. Historically, being fitted for a prosthetic or an orthotic could be a long and painful process for anyone, but especially a child who needs constant updates. 3D printing has already proven itself in countless instances regarding hand and arm prosthetics—helping amputees—as well as offering a much better way to fit kids for orthotics too.
Some of the greatest advantages of 3D printing are on display in this latest case study, as children are able to enjoy completely customized medical devices that can be re-sized in a matter of minutes rather than hours. They may ultimately be able to walk more comfortably (and perhaps even look forward to their visit to see the orthopedist). This is in stark comparison to the old-fashioned and highly inefficient method of creating orthotics, beginning with taking measurements and modeling the footbed. Afterward, plaster is used to mold the orthotic—this is not only messy but can be difficult when testing the patience of a child. An orthopedic specialist is required to perform the work, which can be extremely high maintenance; in fact, if one step goes awry, the entire uncomfortable process may have to be repeated all over again. Ultimately, however, the positive form is created.

The plastering process

In using the Calibry 3D scanner to create an orthotic, the Phoenix team still required a positive form from a previous fitting:
“For now, in orthosis production a traditional process of creating the initial positive form has to remain. The scan of a positive form differs from foot scan,” states the Phoenix team in the case study. “A 3D scan has a lot of anatomical details of an existing foot which needs treatment, whereas a positive form has simplified and anatomically correct geometry. Currently Phoenix develops algorithms, which will automate the creation of the initial positive form too. So, in the future orthosis production will become completely contactless.”

Scanning an existing positive form
Based on measurements, a fully automated design of a new positive form is done

The new positive form is 3D printed.

Vacuum thermoforming of the new orthosis shell
After measuring the foot and then scanning the patient’s positive form, they were able to 3D print a new one and then create a new shell with vacuum thermoforming. The patient experienced no discomfort or long wait times, and no storage is required for the forms as all of the data remains online.
Orthotics are expected to continue to evolve further via 3D printing as they are a smaller item that is easy to produce and can be made much more quickly and affordably now, with amazing customizations.
[Source: Thor3D; Images courtesy of Phoenix GmbH & Co.]
The post 3D Printed Orthotics for Kids Reduce Production Times by 40 Percent appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Dinosaurs: First 3D Model of Embryonic Sauropod Reveals New Facial Features
In the eroded badlands of Argentina’s northern Patagonia, sedimented layers of Upper Cretaceous deposits at Auca Mahuevo offer a one of a kind view of the largest nesting site of fossilized sauropod dinosaur eggs. The intact hatching ground of the long-necked, large herbivores that roamed this exceptionally preserved land 80 million years ago was discovered in 1997 and, since then, has revealed many secrets about the reproductive habits of sauropods and their anatomical development. This dinosaur egg “sanctuary” in the lateral swamps of large streams and rivers where dinosaurs ceremoniously deposited their eggs would, later on, be gently covered by water, causing the muddy sheet-floods to bury the eggs and nests. The preserved fossils contain some of the most interesting remains ever found, from tiny embryonic bones to patches of delicate fossilized skin, and even a skull and teeth of one of the creatures.

Sediment filling the egg with the embryonic skull in situ. (Image courtesy of Martin Kundrat and the journal Current Biology)
Twenty-three years after the groundbreaking discovery, researchers report the first 3D images of the preserved embryo of a sauropod. A new scientific study published in the journal Current Biology on August 27, 2020, described the first near-intact embryonic sauropod skull analyzed from first-hand observations of 3D virtual high-resolution models. The new findings, led by Martin Kundrat of the Paleo BioImaging Lab at Pavol Jozef Šafárik University, in the Slovak Republic, add to the understanding of the development of sauropod dinosaurs, a group characterized by long necks and tails and small heads, and suggests that they may have had specialized facial features as hatchlings that changed as they grew into adults.
“The specimen studied in our paper represents the first 3D preserved embryonic skull of a sauropod sauropodomorph,” said Kundrat, who is also an Associate Professor in Evolutionary and Developmental Biology at the Pavol Jozef Šafárik University. “The most striking feature is head appearance, which implies that hatchlings of giant dinosaurs may differ in where and how they lived in their earliest stages of life. But because it differs in facial anatomy and size from the sauropod embryos of Auca Mahuevo, we cannot rule out that it may represent a new titanosaurian dinosaur.”
Martin Kundrat at the European Synchrotron Radiation Facility (ESRF) in Grenoble. (Image courtesy of Martin Kundrat)
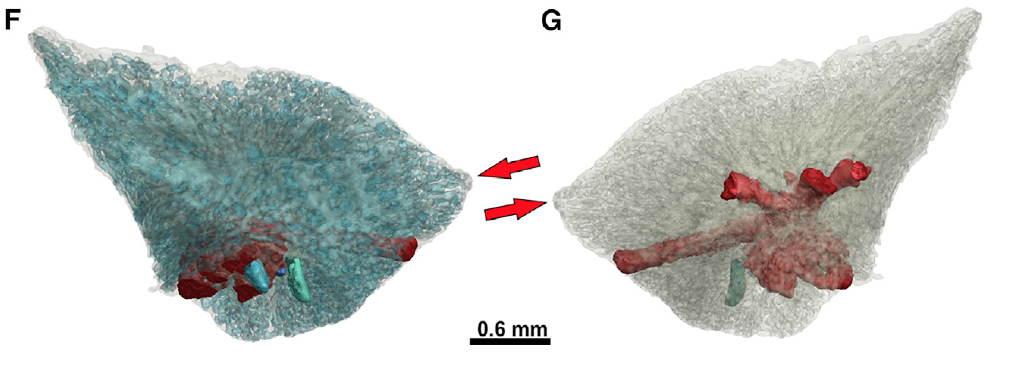
The scientists recognized a well-exposed skull inside a fragmented egg, preserved in three dimensions with most bones virtually intact and articulated. Although the skull is visibly exposed on its left side, the 3D morphology and internal structure of all the preserved bones became accessible to the researchers through virtual replicas produced using scanning and imaging tools at the European Synchrotron Radiation Facility (ESRF) in Grenoble.
In the study, Kundrat’s team used imaging technology called synchrotron microtomography to study the inner structure of bones, teeth, and soft tissues of the embryonic dinosaur. The scans allowed Kundrat and co-author Daniel Snitting, from Sweden’s Uppsala University, to find hidden details, including tiny teeth preserved deeply in tiny jaw sockets. They also discovered many previously unknown anatomical details in the cranial bones, including embryonic braincase components that kept their original shape and what appear to be the remains of temporal muscles.

The outer fragment of the original egg. (Image courtesy of Martin Kundrat and the journal Current Biology)
According to the researchers, sauropodomorph embryology remains one of the least explored areas of the life history of dinosaurs. But these new 3D models allowed investigators to reconstruct the most plausible appearance of the skull in titanosaurian sauropods before hatching, with useful details for taxonomic or developmental comparisons among related dinosaurs.
The preserved embryonic skull inside the fragmented fossil egg was scanned using the ESRF’s beamline ID 19, a multi-purpose long (145 m) imaging beamline. The scans were collected with propagation phase-contrast synchrotron microtomography using a pink beam with two different energies. Once the scanned data of the specimen was complete, the researchers turned to Mimics, a medical 3D image-based engineering software from Materialise, one of the leading providers of additive manufacturing software in Belgium, for the segmentation and 3D rendering of the skull.
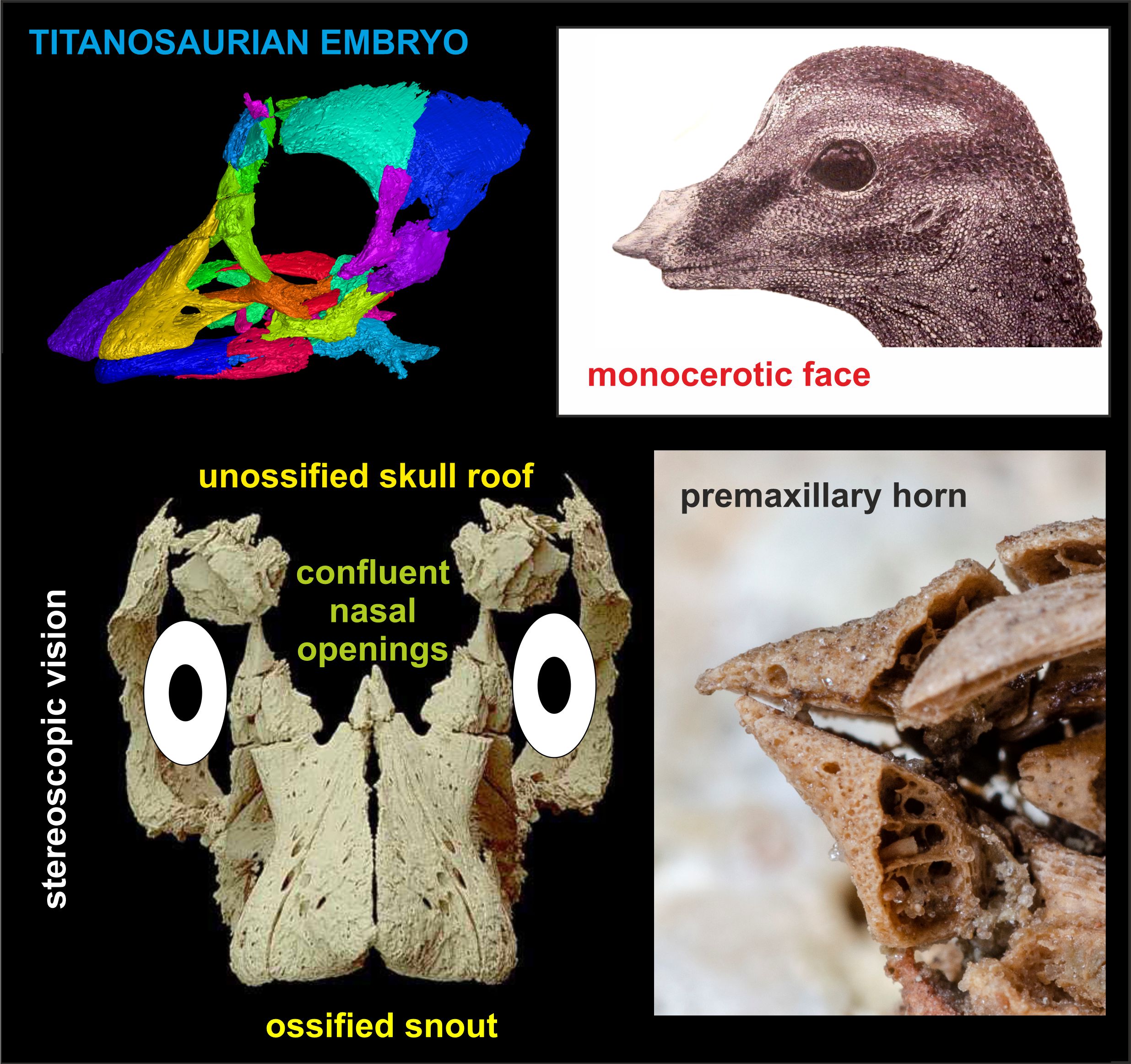
On the left: digital reconstruction of the cranial bones and reconstruction of the skull in anterior view showing incomplete skull roof. On the right: reconstruction of the head appearance by Vladimir Rimbala and premaxillary horn of embryonic skull. (Image courtesy of Martin Kundrat and the journal Current Biology)
Finally, the scientists reconstructed the internal structure and vasculature of the premaxilla (a pair of small cranial bones at the very tip of the upper jaw) thanks to German software provider Volume Graphics’ VGStudio Max 2.2, one of the most advanced software platforms for industrial CT data analysis and visualization.
Once the researchers had the 3D models, they were able to analyze the details in the sauropod’s prenatal cranial ossification. Kundrat and the study’s co-authors suggest “an alternative head appearance for babies of these Patagonian giants,” with a specialized head and face that transformed as the young dinosaurs grew and matured into adults. In fact, the visually enlightening findings suggest that the baby sauropods may have hatched out of the egg with the help of a thickened epidermal prominence rather than using a boney “egg-tooth.” The team also uncovered evidence that the titanosaurian hatchlings emerged with a temporary single-horned face, retracted openings on the nose, and early binocular vision.
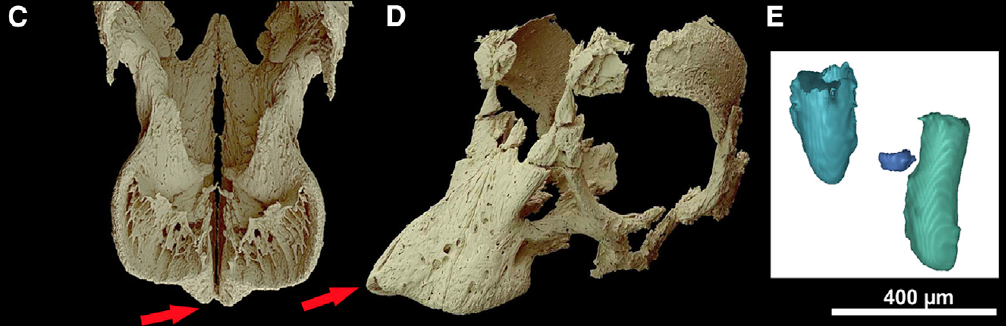
Left: the craniofacial region in ventral view showing the premaxillary and maxillary alveoli and the rostral premaxillary projection forming a basis of the horn-like process. Middle: the skull in antero-ventral view. Right: 3D rendered first mesial premaxillary teeth. (Image courtesy of Martin Kundrat and the journal Current Biology)
“Our study revealed several new aspects about the embryonic life of the largest herbivorous dinosaurs that lived on our planet. A horned faced and binocular vision are features quite different from what we expected in titanosaurian dinosaurs,” added Kundrat. “Dinosaur eggs are for me like time capsules that bring a message from the ancient time. This was the case of our specimen that tells a story about Patagonian giants before they hatched.”
The work is expected to enlighten the understanding of dinosaurs and how they lived. This newly unveiled reconstruction enabled experts to recreate anatomical aspects based on intact cranial features never seen before, revealing biological and geochemical characters that distinguish the new specimen from previously described titanosaurian embryos from Auca Mahuevo.
3D rendering of the opaque and semi-transparent premaxilla in medial and lateral views. (Image courtesy of Martin Kundrat and the journal Current Biology)
Although the egg fragment was originally illegally exported from Argentina and brought to researchers’ attention only later when study co-author Terry Manning, a Paleo Technician in Arizona, realized the unique preservation and scientific importance of the specimen, it is now housed in the Museo Municipal “Carmen Funes” in Plaza Huincul, just miles from the Auca Mahuevo fossil site in Argentina under the curation of paleontologist Rodolfo Coria, who is also a co-author of the study.
For decades, the extraordinary discovery of the Late Cretaceous sauropod dinosaur nesting ground has fascinated researchers worldwide. The dozens of intact eggs opened a window to understanding the life of the giant sauropods, and particularly their reproductive habits and early life. Now, 3D imaging and scanning technology can help uncover new traits and anatomy of these dinosaurs, with details never before seen.

A magnified perspective of the embryonic Titanosaurian skull along with a skull reconstruction. (Image courtesy of Martin Kundrat and the journal Current Biology)
The post Dinosaurs: First 3D Model of Embryonic Sauropod Reveals New Facial Features appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Dyndrite Adds Trumpf, Additive Industries, Others to 3D Printing Developer Group
US-based Dyndrite, a solutions provider for next generation hardware and software for additive manufacturing, has added five new members to its Dyndrite Developer Council: Additive Industries, Open Additive, 3D Currax, Photocentric, and Trumpf.

Dyndrite provides tools, resources and community platforms to OEMs, independent software vendors, service providers and educators to leverage its core GPU-based 3D geometry kernel (a pioneering ‘Computational Geometry Engine’), Additive Toolkit (AT), and integrated Python API to develop, access and advance cutting-edge additive solutions, new digital workflows, and best practices. Along with the inaugural members, its current list of 20 members also include 3D Systems, Altair Engineering, AON3D, ANSYS, Aurora Labs, Desktop Metal, ExOne, Impossible Objects, and SLM Solutions.
The company launched its Dyndrite Developer Program and Dyndrite Developer Council in 2019, with HP, Aconity3D, EOS, Plural Additive Manufacturing, Renishaw, and NVIDIA as its inaugural members. Earlier this month, the first council member, HP had announced a strategic partnership with Dyndrite where it would be adopting the Dyndrite platform to develop and scale next generation digital manufacturing software solutions. In June, we had also reported on the Digital Manufacturing Investor Day hosted by Dyndrite Corporation to support companies (such as Authentise, CASTOR, Essentium, Gen3D, Exlattice, Impossible Objects and more) in bringing new innovations to market, despite the untoward impacts of the pandemic.
“Photocentric is excited to be a part of the Dyndrite Developer Council. Additive Manufacturing is entering a new era and we are delighted with the opportunity to collaborate using cutting edge software and innovative technologies to help expand the possibilities for scalability and the mass manufacture of 3D parts,” said Nikita Chibisov, Software, Photocentric.
“Open Additive and Dyndrite share a vision for a more open future for the AM industry, in which users have more accessible and powerful tools to accelerate innovation’ said Ty Pollak, President, Open Additive. “We’re excited by the potential impact of our complementary hardware and software capabilities to increase productivity and quality of metal AM parts.”
“A strong industry has to have modern, robust standards,” said Mark Vaes, CEO/CTO of Additive Industries. “As a provider of industrial solutions for metal additive manufacturing, we are joining the Dyndrite Developer Council in part to be active in creating a new set of standards that deliver the productivity, efficiency and automated workflows that our customers need.”
“TRUMPF is excited to join the Dyndrite Developer Council. As a pioneer in additive manufacturing as well as laser specialists we are always looking to implement the latest technologies,” said Ilona Heurich, Head of R&D Software HMI, TRUMPF. “We are excited to see how the Dyndrite GPU accelerated geometry kernel can help to maximize process performance and further strengthen the power and scalability of the AM industry.”
To transform productivity in AM, Dyndrite used a First Principles approach to develop a next generation GPU-powered geometry kernel for design and manufacturing, to bring efficiency, economy and integration between computer and 3D printer software and digital workflows. The last such geometry kernels were developed in the 80’s and 90’s, and since then there’s been little innovation to change this. Dyndrite’s GPU-based geometry kernel solution is a much-needed innovation for advanced manufacturing today, and is able to reduce processing times from days to seconds, and compress terabytes of model information to kilobytes. It could be the next generation platform that AM design to manufacturing workflows needed—and could potentially do what Adobe did for 2D printing, decades ago.
The post Dyndrite Adds Trumpf, Additive Industries, Others to 3D Printing Developer Group appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
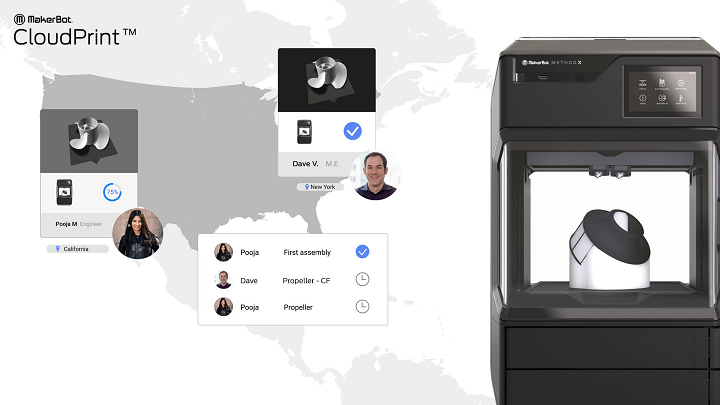
MakerBot CloudPrint Software Makes Remote, Collaborative 3D Printing Seamless
Due to COVID-19, many more people are working remotely these days, which makes it imperative for employees to be able to print jobs, and manage them, remotely as well. That’s why MakerBot is launching a new workflow meant to make remote 3D printing collaboration easier. Not to be confused with Google’s CloudPrint or this open source factory, the new MakerBot CloudPrint software, formerly called MakerBot Cloud, is a next generation 3D printing platform that ensures all individuals and teams can collaboratively and seamlessly use 3D printing across multiple devices both onsite and remotely.
“We are experiencing a global phenomenon with more people working remotely than ever before. Without the right tools, this can lead to a disruption in work and, ultimately, a decrease in performance. We believe that MakerBot CloudPrint is an ideal solution for individual or team collaboration from anywhere,” stated MakerBot’s CEO Nadav Goshen. “MakerBot CloudPrint offers an all-in-one solution for users to prepare, queue, print, and manage printers. MakerBot CloudPrint aims to easily adapt to your workflow, no matter how many printers you have. This solution was built with productivity in mind, and we plan to continuously improve the fastest CAD-to-part benefits of the METHOD platform.”

By providing one centralized, cloud-based application, this new workflow software offers a faster, more advanced printing solution, and helps optimize 3D printer usage and collaboration as well. MakerBot CloudPrint marries cloud scalability with familiar software features to create a 3D printing workflow management solution that makes it easier for users to prepare, queue, print, manage, and monitor their jobs.
MakerBot CloudPrint provides users with more control, letting them reorder the queue if priorities suddenly change and share access to other connected MakerBot 3D printers. The new software solution can also reduce 3D printer downtime between projects, which helps streamline the workflow and ramp up productivity. It offers many other handy features as well, such as the ability to group printers into workspaces and shared in classrooms, production areas, or with teams. You can actually set permissions for different team betters for more access, or just create submission links so anyone can submit prints for approval.
The software solution’s full-featured print preparation view makes it easy to preview and position parts on the build plate, and allows users to slice prints right from their browser. A live camera feed allows users to add, monitor, and control access to other connected printers, as well as get live status updates on print jobs. Additionally, with the queue and print history features, it’s easy to track projects, and a dashboard offers a central place from which to view prints. You can generate reports to analyze printer performance, and optimized print modes can be used to access advanced settings, like custom and experimental print profiles, on the MakerBot METHOD platform. Finally, MakerBot CloudPrint allows users in need of more advanced print features to unlock expert METHOD settings, such as extra MakerBot LABS for METHOD user settings and all of the METHOD extruders and materials.
MakerBot CloudPrint already has one stamp of approval from NYC-based PENSA, an industrial design and invention consulting firm, uses the METHOD platform.
“Working remotely has meant a lot of changes to how we collaborate in a creative environment,” explained PENSA CEO Marco Perry. “While many digital tools have replaced face to face interactions, nothing can replace working with physical prototypes. MakerBot CloudPrint enables us to work with our 3D printers at a distance, removing one more barrier in the process.”
The software is integrated with Google products, and is also compatible with all MakerBot solutions, including the Replicator 3D printer series and SKETCH Classroom bundle. Additional MakerBot CloudPrint features include:
- multi-model support
- better slicing and preview options
- speed optimizations
- improved print performance
- new UX/UI designs

MakerBot CloudPrint: 3D Printing Collaboration Everywhere | MakerBot
In the near future, additional features, such as custom print modes and improved monitoring and queuing, will be released for MakerBot CloudPrint, which is currently available to use free of charge. This is one major difference between the solution and Ultimaker’s subscription-based Ultimaker Essentials enterprise software platform, which was just launched last month. While MakerBot CloudPrint is compatible with its SKETCH Classroom bundle, Ultimaker Essentials includes a new eLearning platform, as well as access to three courses from the recently launched Ultimaker 3D Printing Academy. Ultimaker Essentials also comes with a catalog of verified plugins meant to improve the 3D printing workflow, while MakerBot CloudPrint appears to accomplish the same without the use of plugins. Test it out and see for yourself!
(Images courtesy of MakerBot)
The post MakerBot CloudPrint Software Makes Remote, Collaborative 3D Printing Seamless appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Renishaw and Additive Automations advance automated support removal using deep learning
Engineering firm Renishaw has partnered with 3D printing robotics specialist Additive Automations to advance automated post-processing technology for metal 3D printed parts. The partnership will involve using collaborative robots (cobots), together with deep learning algorithms, to automatically detect and remove support structures in their entirety. The duo expects the project to reduce average part costs […]
ORNL develops Peregrine AI software for real-time monitoring of metal 3D printing
Oak Ridge National Laboratory (ORNL) researchers have developed Artificial Intelligence (AI) software capable of monitoring the metal 3D printing process in real-time. Nicknamed Peregrine, the algorithm assesses the quality of parts during production in a cost-effective alternative to characterization equipment. The program is part of ORNL’s broader “digital thread,” which closely tracks and analyzes data […]
Michigan Tech Develops Open Source Smart Vision for 3D Printing Quality Control
Monitoring and quality control systems are becoming more widespread in additive manufacturing as a means of ensuring repeatability and aiming for first-time-right parts. A greater need for quality control are now trickling down to items that are more commonly made by the average consumer using FFF 3D printers, as detailed in “Open Source Computer Vision-based Layer-wise 3D Printing Analysis,” by Aliaksei L. Petsiuk and Joshua M. Pearce.
Dr. Joshua Pearce, an associate professor of materials science & engineering, and electrical & computer engineering at Michigan Technical University has performed extensive research into 3D printing, recyclability, and open-source platforms, along with protocrystallinity, photovoltaic technology, nanotechnology, and more.
As a proponent of 3D printing household items rather than purchasing them, Pearce foresees that the technology will infiltrate the mainstream and the average household much more deeply in the future. While there are many skeptics, this thinking is in line with many other tech visionaries who see great potential for 3D printing on all levels.
In a press release sent to 3DPrint.com, Pearce explains that quality control continues to be an issue at the household level—leading him to create a visual servoing platform for analysis in multi-stage image segmentation, preventing failure during AM, and tracking of errors both inside and out. In referring to previous research and development of quality control methods for “more mature areas of AM,” the authors realized that generally there is no “on-the-fly algorithm for compensating, correcting or eliminating manufacturing failures.
Analysis in Pearce’s program begins with side-view height validation, measuring both the external and internal structure. The approach is centered around repair-based actions, allowing users to enjoy all the benefits of 3D printing (speed, affordability, the ability to create and manufacture without a middleman, and more) without the headaches of wasted time and materials due to errors that could have been caught ahead of time. The overall goal is to “increase resiliency and quality” in FFF 3D printing.
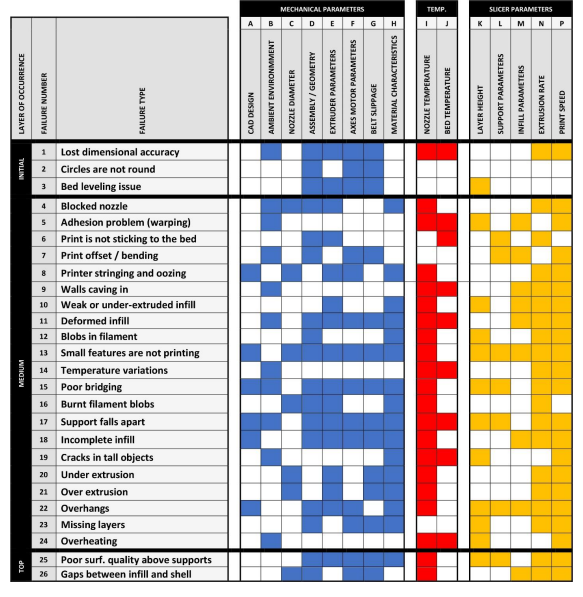
3D printing parameters allowing failure correction
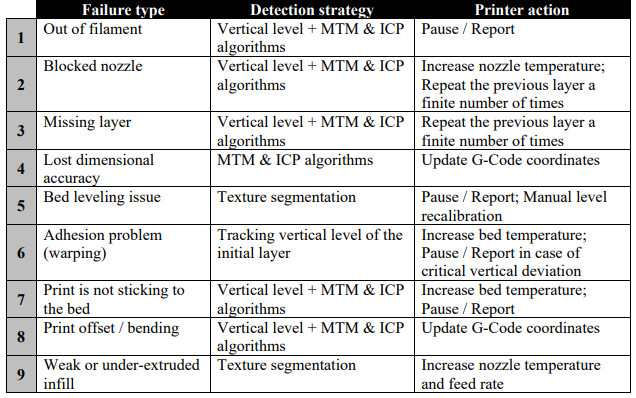
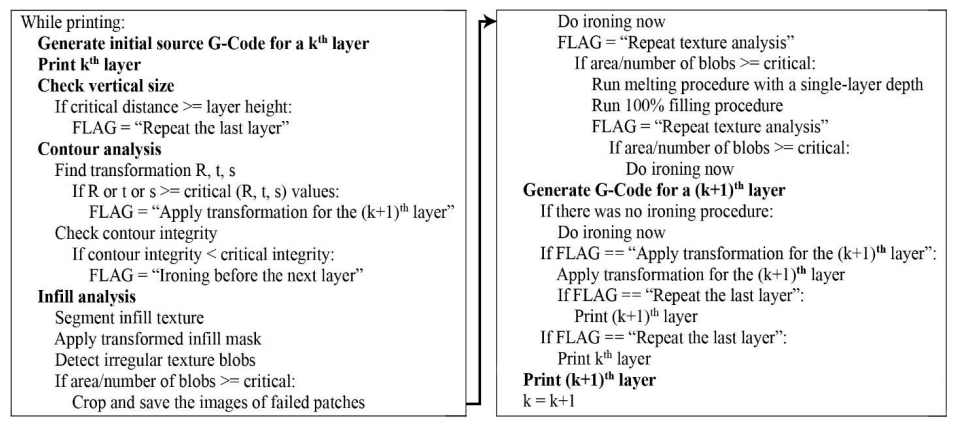
“The developed framework analyzes both global (deformation of overall dimensions) and local (deformation of filling) deviations of print modes, it restores the level of scale and displacement of the deformed layer and introduces a potential opportunity of repairing internal defects in printed layers,” explain Petsiuk and Pearce in their paper.
Parameters such as the following can be controlled:
- Temperature
- Feed rate
- Extruder speed
- Height of layers
- Line thickness
While in most cases it may be impossible to compensate for mechanical or design errors, a suitable algorithm can cut down on the number of print failures significantly. In this study, the authors used a Michigan Tech Open Sustainability Technology (MOST) Delta RepRap FFF-based 3D printer for testing on a fixed surface improving synchronization between the printer and camera, based on a 1/2.9 inch Sony IMX322 CMOS Image Sensor and capturing 1280×720 pixel frames at a frequency of 30 Hz.
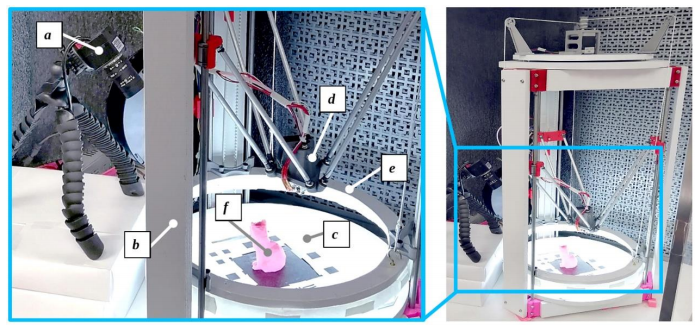
Visual Servoing Platform: working area (left), printer assembly (right): a – camera; b – 3-D printer frame; c – visual marker plate on top of the printing bed; d – extruder; e – movable lighting frame; f – printed part.

Projective transformation of the G-Code and STL model applied to the source image frame: a – camera position relative to the STL model; b– G-Code trajectories projected on the source image frame. This and the following slides illustrate the printing analysis for a low polygonal fox model [63].
The algorithm monitors for printing errors with the one camera situated at an angle, watching layers being printed—along with viewing the model from the side:
“Thus, one source frame can be divided into a virtual top view from above and a pseudo-view from the side.”
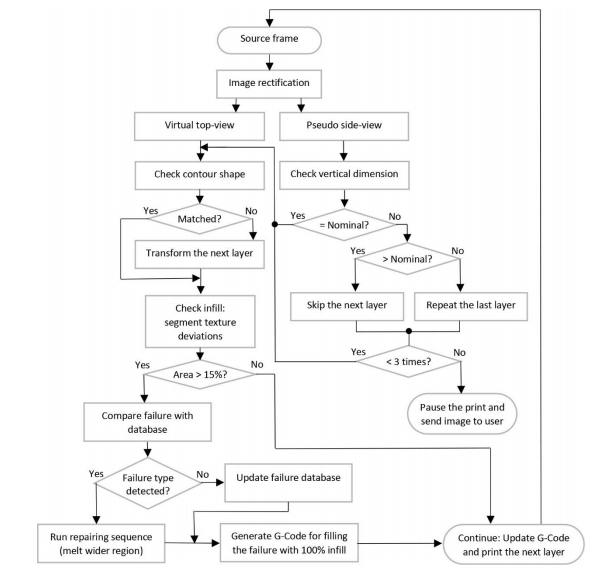
3D printing control algorithm

Currently, the study serves as a tool for optimizing efficiency in production via savings of time and material but should not be considered as a “full failure correction algorithm.”
Example of failure correction
Interested in finding out more about how to use this open-source analysis program? Click here.
[Source / Images: “Open Source Computer Vision-based Layer-wise 3D Printing Analysis”]
The post Michigan Tech Develops Open Source Smart Vision for 3D Printing Quality Control appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
ExOne launches Scout app and qualifies Inconel 718 for binder jetting
Binder jetting 3D printer manufacturer ExOne has announced the launch of its new ExOne Scout app – a secure smartphone and smartwatch app for real-time machine monitoring. The company has also recently qualified Inconel 718 for use with its metal binder jetting systems, bringing ExOne’s list of qualified materials to 22. The ExOne Scout app […]
HP and Dyndrite Partner to Create Next Generation 3D Printing Solutions
Seattle startup Dyndrite announced a strategic new partnership with Hewlett Packard (HP) to license Dyndrite’s geometric kernel technology and power the next generation cloud and edge-based digital manufacturing solutions. By combining HP’s end-to-end manufacturing management expertise with Dyndrite’s cutting edge additive technology, HP is hoping to deliver a software platform capable of powering the additive manufacturing (AM) factories of the future.
In 2019, 26-year old Harshil Goel’s company Dyndrite emerged out of stealth mode to reveal the world’s first GPU-native geometry engine, the Dyndrite Accelerated Geometry Kernel (AGK). Since geometry kernels were first introduced decades ago, they have been a crucial component in advancing 3D CAD/CAM/CAx software. Still, the company claimed this software have not kept pace with changing computational architectures, modern manufacturing technologies, and modern design needs. In order to address this challenge, Goel teamed up with veteran mathematicians, computer scientists, and mechanical engineers to develop a new solution that could level the playing field so that the manufacturing hardware no longer surpassed the software, facilitating the AM industry to reach its potential.
“The promise of 3D printing is to deliver unique parts and tools not possible through traditional methods, and do so on an industrial and global scale. For this to happen the industry must evolve and Dyndrite’s mission is to accelerate this change,” said Goel, now CEO of Dyndrite. “HP is a clear leader in industrial 3D printing and this collaboration speeds the game-changing impact our technology brings to the AM community at large. We applaud HP’s vision and look forward to a long and fruitful partnership for years to come.”
The new alliance builds on HP’s focus on expanding its software and data platform to help customers fully realize the transformative power of 3D printing technology. Through the development of new solutions that leverage the Dyndrite kernel, HP expects to improve efficiency, enhance performance and quality, enable mass-personalization, automate complex workflows, and create scalability and extensibility for continued partner and customer innovation. The ultimate goal for both companies is to change how the software works in the AM industries, driving new performance and functionality.
In that sense, Dyndrite claims that its fully native GPU Kernel easily handles additive specific computations such as lattice, support, and slice generation, in some cases reducing compute times from hours or days to minutes or seconds. For heavy use cases, the Dyndrite kernel is naturally scalable with access to additional GPU nodes, whether locally or in the cloud and provides both C++ and English-readable Python APIs, making application development accessible to a wide variety of users, including non-programmers such as students, mathematicians, and mechanical engineers. Probably what most interests HP is providing developers and original equipment manufacturer (OEM)s with a tool capable of representing all current geometry types, including higher-order geometries such as splines (NURBs), surface tessellations, volumetric data, tetrahedra, and voxels, allowing the development of next-generation applications and devices.
Using Dyndrite solution for additive manufacturing (Image courtesy of Dyndrite Corporation)
“Innovations in software, data intelligence, and workflow automation are key to unlocking the full potential of additive manufacturing,” said Ryan Palmer, Global Head of Software, Data and Automation of HP 3D Printing and Digital Manufacturing. “We are committed to advancing our digital manufacturing platform capabilities and this strategic collaboration with Dyndrite is an exciting next step on the journey.”
Building upon HP’s leading position as a behemoth technology firm, the company has acquired and partnered with dozens of companies to broaden its ecosystem and accelerate innovation and speed product development and supply chain efficiencies. HP also supports numerous 3D printing and digital manufacturing open standards to ensure data interoperability and choice for customers.
As a global provider of industrial-grade 3D printing and digital manufacturing solutions, HP offers systems, software, services, and materials science innovation to its customers. These solutions already include numerous software and data innovations, like its HP 3D Process Control and HP 3D Center software offerings.

Dyndrite’s new GPU-powered, python-scriptable, additive manufacturing build processor at work (Image courtesy of Dyndrite Corporation)
The new HP and Dyndrite partnership builds on a relationship that first began when HP became one of the inaugural members of the Dyndrite Developer Council, a group of leading 3D printing systems, software, and solutions providers. Along with Aconity3D, EOS, NVIDIA, Plural Additive Manufacturing, and Renishaw, HP was chartered with steering the future direction of the company’s roadmap. The driving force behind Goel’s venture is advancing the design and manufacturing software tools used today, which he said were built more than 30 years ago and are becoming bottlenecks to today’s creativity and productivity. Especially when compared to the manufacturing hardware that over the past few years has given rise to new design philosophies and a whole new paradigm of manufacturing production.
In this sense, Dyndrite is creating next-generation software for the design, manufacturing and additive marketplace, with the goal to dramatically increase the workflow and efficiency of AM technologies. With Dyndrite joining HP’s global ecosystem, HP advances 3D printing and digital manufacturing solutions, improving the overall experience for its customers and moving the industry forward.
The post HP and Dyndrite Partner to Create Next Generation 3D Printing Solutions appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.