Additive manufacturing will play a significant role in a major project gearing up between Caterpillar and US Department of Energy’s (DOE) Argonne National Laboratory to explore better efficiency and reduced emissions in heavy-duty diesel engines. This is another extensive project meant to bring together the vast resources of large manufacturers in the US with scientists working for Department of Energy labs, making up one of seven ‘private partnerships’ created through the DOE High Performance Computing for Manufacturing (HPC4Mfg) program.
Caterpillar and Argonne will be testing industrial diesel engines to improve efficiency, using the following tools and processes:
High performance computing (HPC)
Additive manufacturing
Improved fidelity design
Simulation models
In taking advantage of these features, they will also be able to delve into the major benefits of additive manufacturing and 3D printing, to include exponentially faster turnaround in production, affordability in manufacturing, and the ability to create in the lab (or anywhere) on-demand. In working with Caterpillar, Argonne researchers also have access to comprehensive testing facilities already designated for 3D printing and AM processes, along with conventional methods that have been in use for decades.
Currently, Caterpillar is using testing and simulation resources from HPC, operating on the large scale, with Argonne’s Mira supercomputer at the Argonne Leadership Computing Facility (ALCF), a DOE Office of Science User Facility, and computing resources at Argonne’s Laboratory Computing Resource Center.
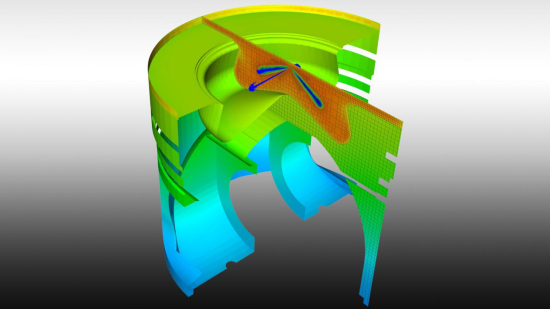
Researchers created this predictive cross-sectional view of an engine geometry showing in-cylinder and metal piston temperatures using a coupled conjugate heat transfer and computational fluid dynamics model. (Image by Convergent Science and Argonne National Laboratory.)
The two organizations will continue collaborating throughout a range of different project stages via HPC4Mfg, moving back and forth from simulation facilities at Argonne and AM testing at the Caterpillar facility. This is not the first time Caterpillar and Argonne have worked together. Previous projects have included studies regarding fuel spray, combustion modeling, and other DOE-funded work.
Currently, other programs and partnerships in progress through HPC4Mfg include work with companies like PPG Industries, Inc. and LBNL, VitroFlat Glass and LLNL to develop real-time glass furnace control, Eaton and ORNL to develop waste heat recovery (WHR) technology, General Motors LLC partnering with LLNL to reduce cycle time in composite manufacturing, Arconic working with both LLNL and ORNL to examine varying metallic phases during AM, and Vader Systems partnering with SNL to explore required physics for transition magnetoJet 3D printing. Find out more about those projects, along with Caterpillar and Argonne here.
While Caterpillar is historically responsible for producing large equipment for construction and mining, along with other machinery related to energy and transportation and resource industries, the scientists and research teams at Argonne National Laboratory are often responsible for studies that tackle the big questions regarding how technology can further the US, such as how to expand on metal 3D printing in the field for military use, or examining what actually happens during the internal processes of technology involving directed energy deposition by X-ray, leading into further discussion of research centered around piezoelectric materials.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
A dynamic new partnership is in the making for additive manufacturing practices in the future as Chinese steel titan HBIS Group Co. and Siemens, a leader in automation and digitalization, come together to focus on further research and development of global industrial applications. The two companies have just signed a ‘strategic cooperation agreement’ with the goal of working together to become a domestic leader in 3D printing.
“HBIS is the first iron and steel enterprise in the country to develop substantial cooperation with Siemens on AM,” said Li Yiren, head of the strategic planning department at HBIS.
Siemens’ role in the partnership with HBIS will be centered around consulting, as they are able to offer the following to the China-headquartered company:
Strategic direction
Market positioning
Competitive advantages
Application scenarios of AM
The two companies will be creating a joint additive manufacturing lab, and Siemens will give input on building research and development systems, ‘road mapping’ of new technology and planning for equipment and production processes as they move forward. With an exclusive supply of steel at their fingertips, it will be interesting to see what innovations the two companies produce—especially with 3D printing in metal, which is becoming more and more popular, and especially within big industrial companies with vast resources. Metal 3D printing offers the ability to create strong and durable parts that are often much more lightweight than components printed through conventional practices, along with being more affordable and faster to make.
Siemens has already made multiple forays into the additive manufacturing field (Photo: Siemens).
According to a recent press release, HBIS will also be accelerating work on their industrial service platform. They worked with Siemens previously (2016) on some substantial endeavors, to include the creation of digital factories, smart manufacturing, and streamlining of metal technology. Known as one of the largest producers of steel in the world, a variety of industries rely on HBIS to provide them with steel and related solutions. Currently they are the biggest supplier in China for steel used to make home appliances, as well as second in their country for providing steel to automotive companies, nuclear power companies, and both marine engineering and bridges and construction.
While HBIS will be more of a newcomer in the AM scene, their access to metals like steel and their expertise in processing such materials should make for a strong collaboration with Siemens, often featured in connection with 3D printing lately; for instance, they have contributed educational offerings in STEM learning for teachers and students, and also recently created a 3D printed gas turbine component to help lower CO emissions. Siemens also has a long history of powerful collaborations in 3D printing. The list of other companies they have worked with is extensive, to include HP (a long-time partner), Inert, Alstom Rail, and Solukon.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Most studies regarding serious manufacturing practices and their interest in 3D printing with metal center around the best ways to produce strong, complex geometries. Here, the authors review whether CoCrFeNiMn high entropy alloy (HEA) parts produced through EBM—very similar to the popular selective laser sintering (SLS) process—is a realistic improvement over conventional casting techniques.
CoCrFeNiMn is known as an equiatomic alloy powder made through vacuum induction via atomization with argon gas. As a single face-centered-cubic (FCC) crystal structure, CoCrFeNiMn has been the focus of a wide variety of research throughout the years due to:
Strong mechanical properties
Corrosion resistance
Wear resistance
Excellent ductility
The scientists point out that while HEAS like CoCrFeNiMn perform well in cryogenic temperatures, melting, casting, and mechanical alloying are the ‘dominant preparation methods,’ often leading to issues with both voids and porosity. Powder bed fusion additive manufacturing (PBFAM) offers potential for fabricated HEAs due to the following features:
Short processing time
Geometrical accuracy
Reduced waste
Customization possibilities
EBM relies on high energy preheating up to 1100 °C, offers reduced stress on reactive parts, and has been known to be successful in production of HEA parts previously. Along with evaluating CoCrFeNiMn in terms of its microstructure and mechanical properties, researchers were able to produce it through gas atomization for this study, producing further analysis in powder flow, particle size, density, defect, printability, and more. For better ease in 3D printing, the atomized powder was separated into four different categories: ≤25 μm, 25–45 μm, 45–105 μm and 105–300 μm. Respectively, this allows for spark plasma sintering/injection molding, selective laser melting (SLM), EBM, and laser-aided AM.
Flowability is one of the important features in PBFAM, and can be determined in different ways, but for this study was evaluated through the Hall flowmeter funnel and pronounced excellent. Particle size was evaluated, with good printability proven, and parts were inspected for defects based on Archimedes principle and OM observation. Further, microhardness was evaluated as follows:
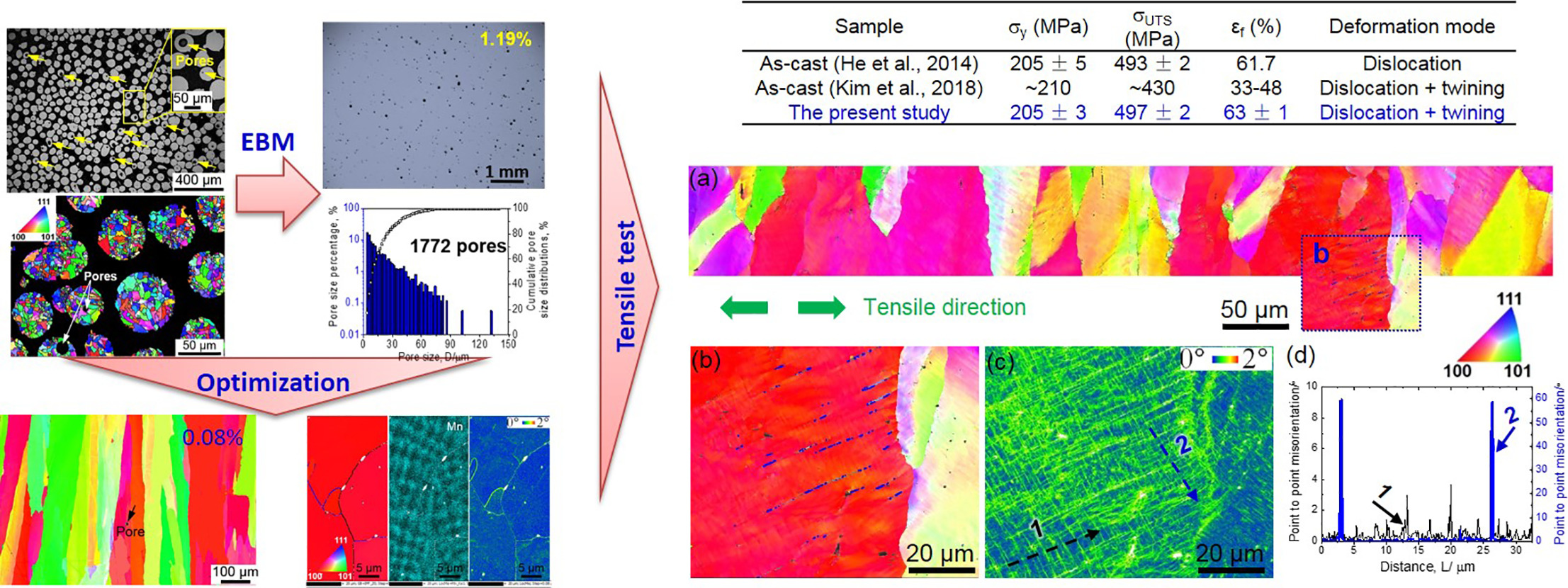
“The microhardness was examined on the polished specimen by using Matsuzawa MMT-X3 Vickers hardness tester at 1 kg for 15 s. Dog-bone specimens with a cross-section of 1 × 3 mm2 and a gauge length of 5 mm were cut from the cuboid sample. An Instron 5982 universal tensile testing machine with a 10 kN load cell was used for the tensile test with an initial strain rate of 3.3 × 10−4 s−1 at room temperature. A video extensometer was applied to record the strain. Three specimens were examined to obtain the yield strength (YS), ultimate tensile strength (UTS), and elongation to failure.”
Chemical composition analysis revealed ‘spherical morphology’ and only a few irregular particles, with all particles overall created as solidifying droplets collided in the ‘turbulent flow’ of atomization.
“In addition to the satellites, the spherical pores corresponding to entrapped gas during the atomization process was revealed by cross-sectioned observation. In contrast to the occasional appearance in the fine powder, these spherical pores prevailed in the coarse powder. These entrapped gas pores not only influence the true density but also cause defects in the AM parts.”
“A relative narrow ranged powder was obtained after the sieving process. The average particle size is 10.3, 36.2, 63.3 and 129.8 μm for the P1, P2, P3, and P4, respectively. The size distribution overlap is caused by non-perfect sieving process, such as plugged mesh by spherical powder, which can be improved by modifying the sieving process.”
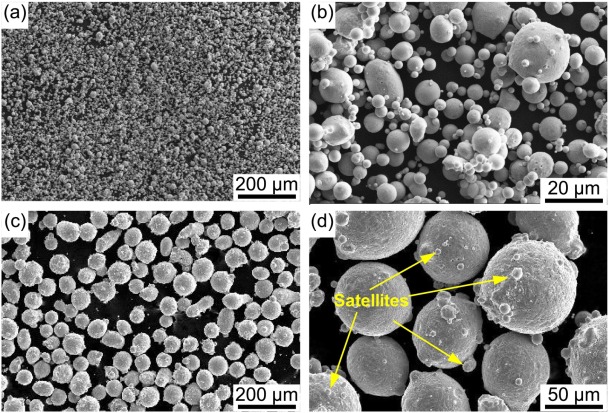
SEM images showing typical HEA powder morphology with different magnifications. (a) and (b) for powder size ≤25 μm (P1); (c) and (d) for powder size ranged from 45 to 105 μm (P3).
The scientists agree that while previous processes may have led to obstacles in using HEA powder, gas optimization makes such materials a definite consideration for mass production, stating that the powders offered all the following:
Desirable and apparent density
Tapped density
Flowability
Particle size distribution
The researchers do point out, however, that there could be safety issues due to the ‘high density of satellites,’ although it does not seem to affect the EBM printing process. Porosity is a concern however, and the researchers tentatively suggest the hot isostatic press process for elimination of such issues in additive manufacturing, but it is costly and can be limiting for most applications.
“It is suggested that powder with low porosity, for example, produced by plasma rotated electrodes process, would be an ideal choice for critical industrial parts that needs to be exposed in high operating temperature,” said the researchers.
Ultimately, the team concluded that all important features of the process studied here deem it suitable for PBFAM technology and new materials, further stating:
“… the EBM-built CoCrFeNiMn HEA parts had comparable mechanical properties (microhardness and tensile properties) to their conventional cast counterparts.”
As 3D printing with metal in a variety of different methods begins to infiltrate industries focused on intense manufacturing processes, the study of the materials and powders that accompany this technology continues to grow, as exemplified in the automobile industry, aerospace, military and ammunitions endeavors—and far more. Find out more about the PBFAM process and the use of new materials in 3D printing here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
(a) Image of EBM-built part. (b) SEM of the rough surface from the side view. (c) Typical top surface appearance of the cuboid samples with different extent of swelling and lack of fusion. The yellow and red arrows reveal the swelling and lack of fusion, respectively. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of this article.)
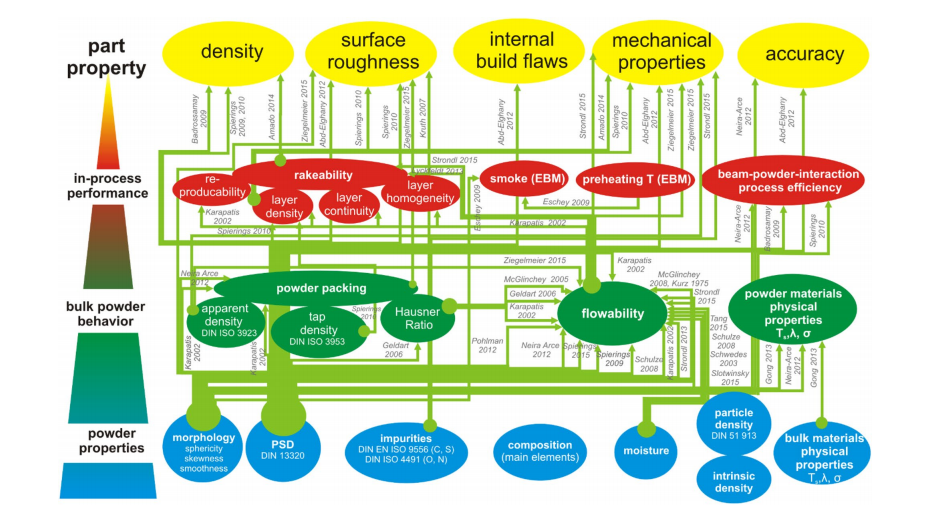
Metal 3D printing is becoming a vital source of production for a wide range of industries today, and a unique underrstanding of the required materials continues to grow around it. To sift through the finer details of powder usage, German scientists Silvia Vock, Burghardt Klöden, Alexander Kirchner, Thomas Weißgärber, and Bernd Kieback reviewed current testing and evaluating methods in ‘Powders for powder bed fusion: a review.’
While there are numerous different categories for using powder in additive manufacturing, powder bed fusion is the main process considered in their paper. Consequent powder properties can be subdivided, beginning at the lowest level with individual properties, in bulk, and then regarding how it behaves under certain conditions (in-process performance). Testing powders on the single particle scale is a standard, inexpensive exercise, while evaluating bulk-particle behavior and in-process performance are more difficult.
As the research team began reviewing powders for suitability, they discussed flowability first, looking at how unique powders behave once they are put into a manufacturing process and possibly under pressure of different sorts. Flowability is interconnected with equipment and the actual processes underway. The researchers also remind us that even the smallest variation in powder could have a substantial effect on processability. Testing techniques such as the Hall flowmeter funnel (ASTM B213) and the Carney funnel (ASTM B964) are used, however, the researchers do not hold much stock in funnel tests, unless the materials are ‘superior flowing powders.’ Although ‘cohesive powders’ may be suitable for use, they are not easily tested with funnel tests either.
Schematic visualization of the connection between the terms “flowability” and “flow properties” and respective parameters. (Image: ‘Powders for powder bed fusion: a review’)
Other tests such as the Hausner ratio (HR) are found to be unsuitable also, as well as Round Robin testing, and angle of repose. The most promising manner for testing flowability is powder testing with a powder rheometer; however, the researchers state that more studies are needed. Particle size distribution is a property not dependent on other parameters, but the team points out that ‘several issues and limitations can occur.’ For good flow, the PSD must be narrow and for a bulkier density, there must be wide distribution.
“From the large amount of observed correlations between PSD and other process relevant aspects as well as final part quality reviewed above, it is clear that PSD is an important powder characteristic and has to be carefully tailored,” states the research team. “However, it is not a parameter which can be used without additional information to decide how the powder will behave in the process.”
Final part quality investigations have been uncommon so far, but the researchers note the obvious connection regarding issues such as morphology, impurities, moisture content, particle density, and bulk material properties.
“It can already be seen that contradictions can occur both, for one interconnection between part and powder property, as well as between powder property and different part quality aspects. While in the first case the reason of the contradiction has a methodological reason, the second case is a sign for the need of optimization to tailor the final part quality to fit the requirements,” states the research team.
Studying powder for measures of suitability in metal 3D printing is not only vital to successful production, but such determinations will help to continue expanding the availability of applicable materials. Manufacturers can work on more optimal powders and target larger markets, while users enjoy new and improved materials.
“For a more precise identification of crucial powder and bulk properties, the solution will be either a combination of various characterization methods for given process parameters or a more complex powder characterization technique exclusively designed for the specific PBF process,” concludes the research team.
Visualization of the relationships between powder properties, bulk powder behavior, powder performance in process and finally the manufactured part quality as elaborated by different research groups (Image: ‘Powders for powder bed fusion: a review’)
What do you think of this news? Let us know your thoughts! Check out some of our other stories on 3D printing with metal, as it is featured in scenarios like Navy warships, presented as complex AM processes for other countries, and becoming important in applications like aerospace. Join the discussion of this article and other 3D printing topics at 3DPrintBoard.com.
As manufacturers and makers worldwide continue to refine and innovate in the realm of 3D printing software, hardware, and materials, scientists too are motivated to continually create new processes for building geometries that are becoming increasingly complex. Dr. James Q. Feng, Principal Engineer at Optomec, has published new findings in Mist Flow Visualization for Round Jets in Aerosol Jet® Printing, as he further explores direct write technology and explains the uses for light scattering particles in the manufacturing process.
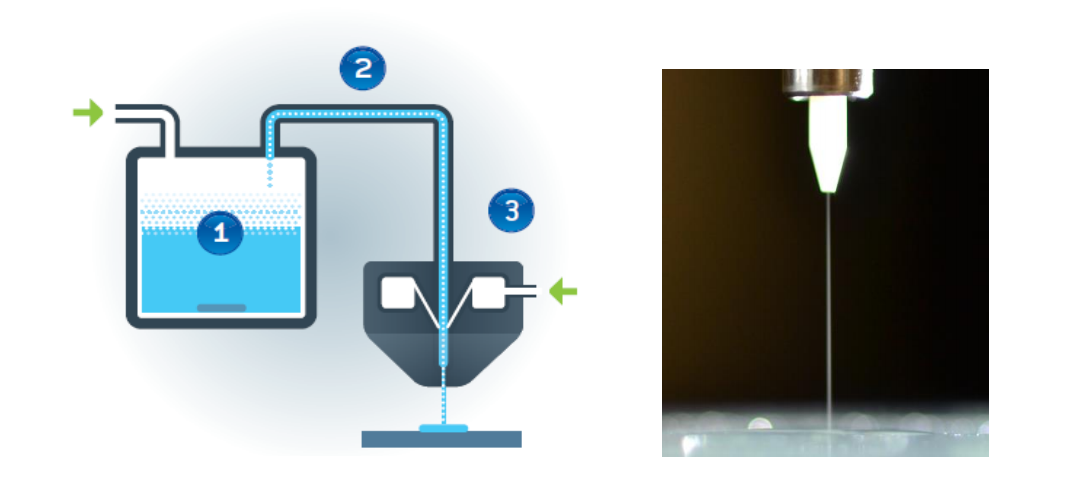
Previous challenges in jet flow during production have been examined, evaluating issues with instability and focusing on turbulent impinging jets. Feng believes there needs to be more focus on mist flow visualization—and specifically from microscale round nozzles. Visualization is made possible by adding particles like smoke or other microspheres so that the flow pattern is illuminated. Details regarding the Aerosol Jet® direct-write system, produced by Optomec, are at the heart of Feng’s discussion. The digital dispensing technology makes up a series of platforms that dispense electronic materials, and small particles are provided naturally during the printing process.
“For simplicity, the ink used here is just the deionized (DI) water, and the small particles are water microdroplets in the diameter range of 1 to 5 microns when arriving at the deposition nozzle, out of which the flow visualization is taking place,” says Feng. “With those mist microdroplets being illuminated, a gas jet flow field under investigation becomes visible.”
The direct-write system consists of the following components:
Atomizer
Deposition head
Mist transport-conditioning channel
Substrate holding stage (includes motion control and mist flow switching device)
The atomizer is responsible for producing ink microdroplets, with mist wrapped in a sheath gas and funneled through a channel in the nozzle.
Schematics of the Aerosol Jet® direct-write system: (1) Atomizer that generates mist of microdroplets of functional inks; (2) Mist transport-conditioning channel that delivers a concentrated mist of ink microdroplets; (3) Deposition head to form high-speed collimated mist stream through an aerodynamic focusing nozzle with sheath gas (with arrows indicate the mist carrier gas inlet and nozzle sheath gas inlet). The photography on right shows visualized mist stream from the deposition nozzle.
“With a standoff of several millimeters, noncontact printing of various patterns on substrates of complex geometries is enabled with CAD-driven relative motions between the substrate and deposition head,” explains Feng.
An interior channel tapers inside the printing nozzle, accelerating the mist flow slowly, with aerodynamic focus. The sheath gas flows alongside the mist stream as it is pushed toward the center. Feng explains that as the mist stream becomes narrower than the channel size, the resulting printing features are finer than the nozzle output diameter. The size can be varied as sheath gas and mist flow rate are adjusted. The sheath gas prevents the nozzle from clogging by keeping the mist droplets and channel wall from touching.
The AJ200 Aerosol Jet® system, as an example, is equipped with mass flow controllers manipulating the mass flow rate within one percent of the set value. Nozzles are available in different sizes, but Feng points out that mist streams can vary due to changes in momentum; for instance, in larger nozzles widening may occur because of viscous diffusion. This is more common than in small nozzles being used for fine feature printing.
In some cases, instability can be controlled by increasing the amount of gas sheath in comparison to the mist—extending the breakdown length and allowing for improved printing in AM processes. Because the sheath to mist ratio can be controlled so easily, Feng points out that it is a good research tool for examining jet flow.
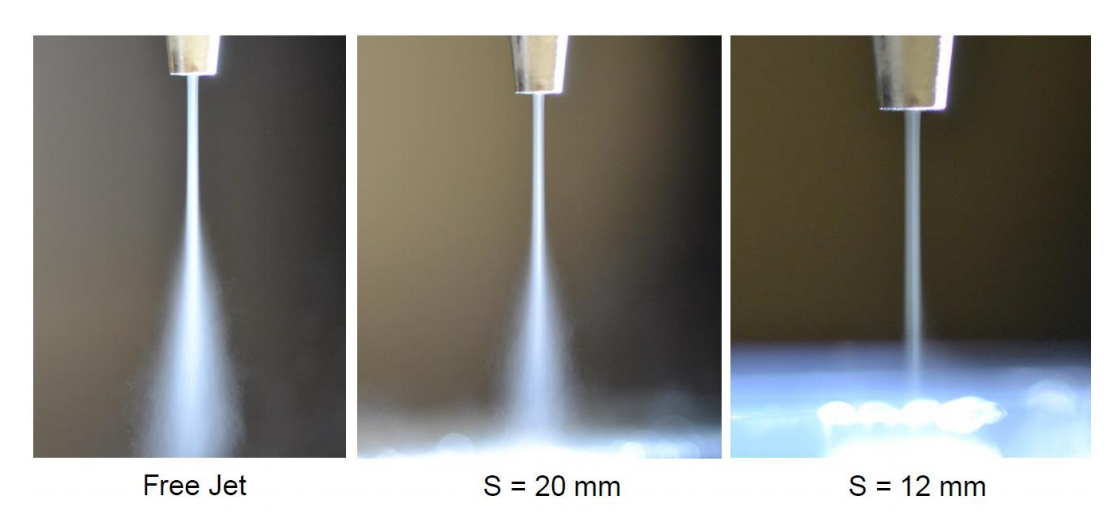
“With the Aerosol Jet® direct-write system, the flow pattern of jet core can be visualized with the scattered light from water microdroplets in the mist stream. The adjustable sheath-to-mist flow ratio offers a “peeling the onion” capability for visualizing jet flow structures. The images of mist flow visualization for free jets exhibit a laminar potential core extending some distance downstream from the nozzle, before developing turbulent eddies signaled as rapid widening of mist stream due to turbulent diffusion,” concludes Feng.
Mist flows of D = 1.0 mm at Re = 1464 (for Q = 1000 sccm) with sheath-to-mist ratio Y = 1:1 for different standoff distances. The outer diameter of the nozzle tip is 2.75 mm, which can effectively serve as a scale reference.
Texas-headquartered Adaptive3D has announced an investment round co-led by two companies, DSM Venturing (funding arm of Royal DSM) and Applied Ventures (the venture capital arm of Applied Materials). In a recent press release sent to 3DPrint.com, they state that they have secured Series A financing. Chemence, a materials and adhesives supplier headquartered in Georgia, will also participate in the investment round.
“Adaptive3D seeks to challenge the cost, throughput and performance in markets today dominated by traditional injection molding, blow molding and other thermoplastic processing techniques,” said Adaptive3D founder and CEO, Walter Voit. “By delivering lightweight, sustainable, micro-latticed structures with superior thermal, chemical, optical and mechanical properties, Adaptive3D seeks to drastically increase the utilization of plastics and rubbers in end applications using additive manufacturing.”
Dr. Walter Voit
“There are only a handful of chemical companies around the world with the global supply chain, distribution channels and application expertise to drive change in how the world manufactures plastics, and we are thrilled to have Royal DSM, one of them, ranked as one of the world’s most sustainable companies, partnering with Adaptive to further develop its engineered materials,” continued Voit. “In a similar vein, there are only a handful of companies in the world with the materials expertise, equipment manufacturing capabilities at scale and creative internal culture to enable a paradigm change in additive manufacturing. Applied Materials is at the top of that list.”
Adaptive3D’s versatile materials, which they describe as having mechanical properties so far ‘unmatched,’ are meant for complex plastic and rubber parts specifically created in environments with open-air production. They have accrued multiple patents centered around materials studies, with some of their data translated from the University of Texas at Dallas, based on past funding from the following:
The technical research company’s polymer resins are currently distributed globally, with the intention to continue optimizing materials for high-volume additive manufacturing practices. Currently they fabricate rubber-like materials, tough damping materials, and low-cure stress photopolymers to be distributed to industries including:
Healthcare
Consumer goods
Transportation
Oil and Gas
Royal DSM and Applied Materials both plan to play a part in continued and even greater success for Adaptive3D as they forge ahead in the ‘emerging AM ecosystem,’ offering solutions focused on unique materials.
“At DSM we believe that the age of additive manufacturing for industrial applications is, in fact, the age of materials,” said Hugo Da Silva, DSM VP of Additive Manufacturing. “Adaptive3D’s engineered photoresins enable new design paradigms in end applications. Working together with Applied Materials allows us to think globally about big problems at scale and offer big ecosystem solutions.”
Royal DSM is centered around scientific research, delivering goods for human and animal nutrition, personal care, green products, medical devices, and even to industries such as mobility and connectivity. Applied Materials overall seeks to take the realm of global requirements for chips and displays.
“Applied Materials is a global leader in semiconductor processing and patterning with light and e-beam technology,” said Om Nalamasu, President of Applied Ventures and CTO of Applied Materials. “Adaptive3D’s photoresins coupled with large-area processing and advanced patterning techniques could potentially deliver robust materials-based solutions at high throughput and low cost across multiple industry verticals.”
While enormous amounts of attention have been focused on the software and hardware of 3D printing over the last few years, users in many different capacities are now also drawn to delving into the science of materials more than ever imagined; after all, materials are what allow us to bring our concepts and products to fruition in terms of true functionality. Options for materials in 3D printing just continue to develop further, and Adaptive3D continues to expand these horizons, progressing just as they promised when we began following their ambitious journey into high-performance 3D printing materials with the advent of ToughRubber, an extremely flexible photopolymer. Find out more about this Dallas-based company here.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Matthias Schmidt-Lehr of Ampower is a 3D printing consultant with deep experience in manufacturing for 3D printing. He’s worked for technology development institute Laser Zentrum Nord (Fraunhofer IAPT), its manufacturing spinoff Bionic Production and has been involved with a number of notable projects in industrializing manufacturing for 3D printing. Together with his colleagues, he does strategy, training, part qualification and research on 3D printing for Ampower. Ampower a Hamburg based metal 3D printing focused consultancy firm with deep experience with some of the leading companies using metal 3D printing to manufacture. Ampower has been positioning itself as the team that gives you analysis based on real metal 3D printing experience in manufacturing. We interviewed Matthias to find out his vision on what is happening in 3D printing and what is holding the market back.
Dr. Maximilian Munsch, Matthias Schmidt-Lehr and Dr. Eric Wycisk
What is Ampower?
Ampower is the leading consultancy for Metal Additive Manufacturing. We are supporting SMEs as well as large cooperations on their way of adapting industrial Additive Manufacturing in the fields of corporate strategy and operational excellence.
Why should I work with you?
Our experts have more than 10 years of experience in industrial Additive Manufacturing applications. Our reference customers are leading market players like Trumpf, HP and Oerlikon as well as major industry OEMs such as Volkswagen or Airbus.
What kind of customers do you have?
Our customers include companies along the entire Additive Manufacturing supply chain from powder and system manufacturers to end users. Strongly represented industries are currently automotive, aviation and medical.
What are some of the major things holding back 3D printing?
Cost competitiveness is a major challenge that has to be tackled to create business opportunities. Also, industrial 3D Printing is still a niche technology and the lack of knowledge and experience leads to slow adaption rates.
If I am a company wanting to use 3D printing, what advice do you have for me?
Always start by building up knowledge and experience with first applications. Some successful AM players went through at least 2 years of learning before the first rollout of products. Secondly, team up with strong partners. Many of the obstacles on the road to success have been dealt with already and cooperation leads to a significantly accelerated adaption curve.
What about if I wanted to industrialize 3D printing for manufacturing?
Industrialization means that experimentation is over. Quality management, procurement, production and job floor planning have to be included into the team as well as personnel qualification becomes very important. Quality has to be priority No 1. Part failures due to lack of qualification efforts will lead to severe disappointment of internal and external stakeholders, especially with such a new technology.
What are some of the most exciting developments in 3D printing right now?
Emerging technologies with higher productivity and lower cost like HP MJF technology or the next level of Binder Jetting technologies are exciting to observe. At the same time, the amount of innovations is making it difficult for users to define and follow up with the right technology strategy. Over the years to come, we will see a further and steady increase in productivity. More 3D printed end user applications will become viable and will lead to overall significant growth of the technology.
What is the Additive Manufacturing market like in Germany?
In Germany, industrial Additive Manufacturing has a comparatively high market penetration. Of course, it is still overall a niche technology. But in many industries, German companies cannot compete as cost leader on a global market. They have to differentiate their products and services. Additive Manufacturing fits this business strategy and can help to provide new applications with added value.
Do you think that desktop 3D printers will be used to manufacture?
In certain applications with high degree of individualization, low volumes and low quantities, this is already the case. A good example are industrial drone manufacturers. User-customized components are manufactured overnight using desktop 3D printers and shipped the next day. As soon as high manufacturing volumes are required, cost effectiveness due to economies of scale will make desktop 3D printing less likely. Additionally, demanding industries require a qualified production in an industrial manufacturing environment.
What are some emerging applications in 3D printing that you are the most excited about?
In terms of industrial applications, I am still fascinated by just in time individual medical products. The fact that endoprosthesis for bone replacement, dental implants and hearing aids are now tailored to customers within a very short manufacturing time, is just the starting point of a more and more customized world we will live in.
A lot of people are excited about binder jetting metals and MIM FDM but I see a lot of issues with shrinkage and deformation, you?
The sintering process remains the major challenge. Due to these issues, the mature MIM and PIM industry has restrictions in design and limits in size for sintering metal parts. Some players in binder jetting, such as Markforged and Desktop Metal, decided to develop their own debinding and sintering processes. While certainly risky, this route might lead to disruption and improvement of the sintering process. In any case, users who adapt those technologies should look into conventional sintering to gather experience.
Do you think that DMLS will continue to dominate orthopedics and aviation? Or will other technologies replace it?
Sinter technologies are now at the stage DMLS or laser powder bed fusion as we say, was 10 years ago. In short term, high investments in hardware, knowledge and established processes will prevent a fast substitution of laser powder bed fusion with other suitable new technologies. In the long run, sinter technologies will certainly cover applications in aviation and medical, if they prove to be better suited and more cost effective.
What about EB PBF?
Especially in medical and aviation, electron beam powder bed fusion is very successfully used for production of titanium alloys. However, the technology struggles with the dominant patent situation of the market leader and, consequently, lack of competition. Sole source generally hinders innovation and a broad adoption of a manufacturing technology. Once major patents expire, competitiveness in the EB-PBF market will certainly increase. In the meantime, other technologies progress fast due to the competition and make huge steps in an open environment.
What do you think of the prospects of the DED technologies?
Direct energy deposition technologies lack the enormous hype that LB-PBF and other 3D Printing technologies experienced. We notice a steady growth rate with little disappointments. DED technologies will revolutionize the casting, tooling and forging markets. However, we are still talking about a niche technology that will only be successful for demanding applications. We hope that some of the currently upcoming and very promising proprietary DED technologies will be open some day to enable disruptions in this field and prevent the same situation that EB-PBF is currently in.
How close are we to seeing 3D printing used at scale in automotive?
Still very far away! The productivity level of high-volume throughput technologies such as sheet metal forming, casting, forging or injection molding is on a completely different scale. The added value of 3D Printing to a component will not be enough to achieve cost competitiveness for large batch sizes. A game changer, however, can be the increased need for customization and even faster innovation cycles that will make conventional tool bound manufacturing more expensive than tool free production. We expect first applications in annual volumes above 100.000 in 10-15 years.
What polymer materials are you most excited about?
We see major industrial applications of polyamide materials by HP and EOS. The market entry of HP certainly had a huge impact and ends the lonely market leadership of EOS in this field. This development will bring new drive to the polymer material map. However, as long as we have no replacement for glass fiber reinforced polymers a wide adoption is still not to be expected.
Are there any emerging metals that you are excited about?
Lately, we have seen promising developments of copper processes with satisfyingly high process stability. The copper market is very interesting since it covers a great number of complex and high value applications which are suitable for Additive Manufacturing.
How do I start making qualified 3D printed parts?
A certain background knowledge is helpful, of course. First of all, you should start to think additive. This means you design the part with material only where it is needed. Topology optimization can help here. This way, you will reduce costs and generate a business case. Secondly, you have to understand your Additive Manufacturing process. It is the same as with any other manufacturing technology. The more you know about the specific process, the better the design will be. Finally, you need to produce the part on a qualified system and validate all manufacturing processes. But that’s where we start to get into detail.
How does your cost calculation tool work?
The cost calculation tool we put on our homepage is rather simple but gives good estimates of manufacturing cost for some LB and EB-PBF alloys. Since part complexity is almost for free in Additive Manufacturing, the tool is mostly driven by the total manufacturing volume. After entering volume, parts per batch and alloy, the tool calculates part cost range for low and high build jobs. For a more sophisticated tool, it is of course important to understand all cost factors that we describe in our make or buy study.
Why is it that when you ask a client to select a part for 3D printing that they always pick the wrong one?
First and foremost, lack of experience. And secondly, we tend to choose parts that we want to simply “replace” by 3D printed parts. This will usually not work. The best business cases evolve when designing a new assembly and having 3D Printing in mind – thinking additive.
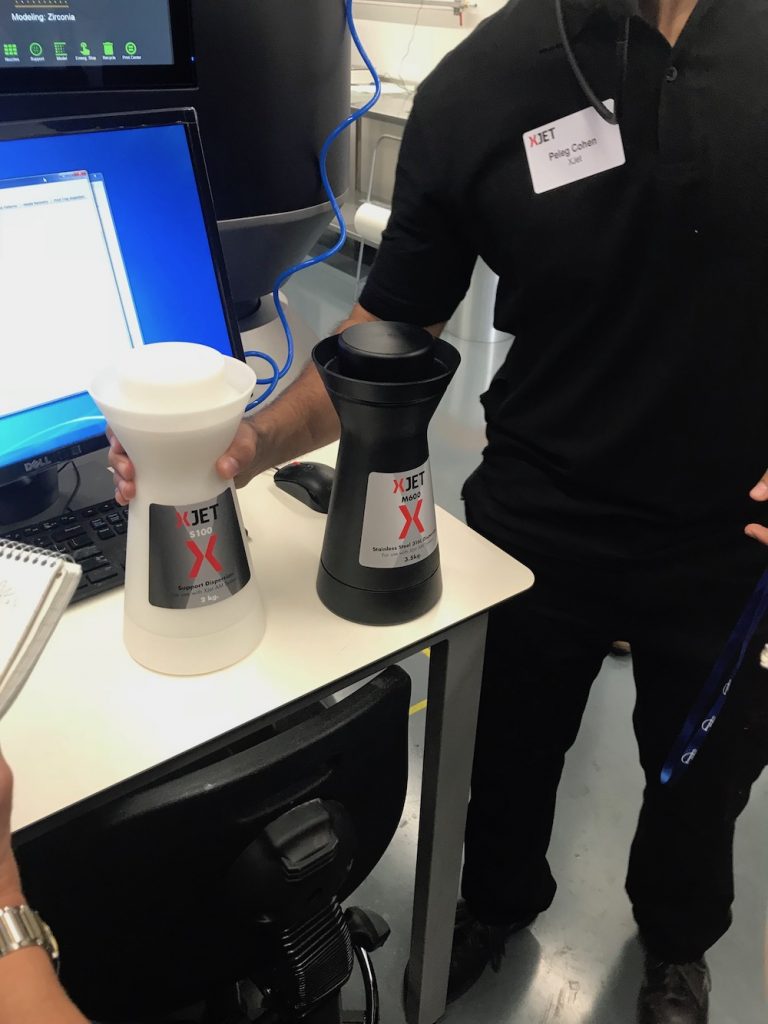
A number of journalists and partners have been taken on a whirlwind tour of Israel by Xjet. The ceramics and metal printing company wanted to show us their homeland as well as their new Carmel 1400 AM System and the opening of their Additive Manufacturing Center was the occasion. We stay in Tel Aviv amidst gleaming towers, bustling sidewalk cafes, markets and an impossible number of young people zooming by on electric scooters. A passionate tour guide extols the virtues of the land and her people as our bus drives to Rehovot.
3D Printed Xjet Ceramics
The Carmel 1400 has a 500 by 140 by 200 mm build volume, 10 to 15 micron layer thickness and ways two and three-quarter tonnes. That’s almost two Toyotas. The printer is capable of printing zirconia parts with features of a 100 microns at 1 mm per hour build speed at a part density of 99.95%. The Zirconia Zr02 comes with a support material that let one have a high degree of geometric freedom with this technical ceramic. Part shrinkage is uniform in every direction and predictable. Another new material is Stainless Steel, 316L. Both support and build material are supplied in cartridges in a liquid suspension form.
316L Stainless Steel parts no post-processing apart from support removal and sintering.
Xjet’s technology NanoParticle Jetting has been designed as an inkjet-based technology to make parts at high volume and througput. The nanoparticle build material is then jetted with both support and build material to be jetted simultaneously. The liquid suspension that contains the nanoparticles then evaporates due to a heated chamber. Then parts are sintered, and support is removed. Support is soluble and is dissolved in a solvent bath.
Xjet’s Material Cartridges
Various 3D Printed Xjet Parts
The crowd at the speeches.
Xjet is a product of a number of industry veterans in inkjet, some of whom played pioneering roles in creating Objet Polyjet, the Stratasys inkjet technology. The team and the machine are impressive as well. Their ambition complements this with a sated claim to move into metals and ceramics printing for production. Ceramics 3D printing so far has been limited in build volume and throughput. You could print technical ceramics but could not make thousands of Zirconium parts per day.
This is precisely what companies want to do with the materials, however. Extremely high wear parts with extremely high-temperature and abrasion resistance are used widely in industry. Nozzles, high wear machinery surfaces, medical components, teeth, and other dental replacements are all candidates for Zirconium parts. As for stainless steel, that application area is much much broader, but that would have to be determined at a later date. The stainless materials would depend much more on the cost to be viable. There are also several metal printing technologies that could make them.
We are lead into a meeting room and listened to some presentations. Xjet founder Hanan Gothait told us to “enjoy the future of 3D metal and ceramics.” He was proud of the Xjet team completed the project on time and on budget. He also said that “Additive Manufacturing is moving from theory to real, ideas to products, prototypes to real parts.” He also mentioned that “the metal 3D printing, “market is boiling, and we are ready to deliver.” Next Professor Oded Shoseyov gave a presentation detailing his attempts to make a collagen replacement through getting tobacco plants to grow collagen using expressions of five human genes. He is also working on Nanocellulose as a biological additive with a wide array of applications in material science. Perry Davidson the CEO of SyQue an innovative metered dose marijuana and other botanicals inhaler then took us on a fascinating journey to see how their company used 3D printing. Mr. Andreas Berkau of engineering company Oerlikon then explained to us that “Xjet is a truly disruptive technology” and that the future of 3D printing is in “closed value chains” that have “systems beginning to end” and have “whole ecosystems for additive manufacturing.” Dror Danai Xjet’s Chief Business Officer then went on to also talk how important the Xjet team is while decrying the powder bed fusion systems. Dror believes that liquids can provide much better results than traditional powder bed systems. He mentions that powder bed fusion parts are typically limited to 50 micron parts while in the lab Xjet has printed 10 nanometer particles. He stated that the “Digital manufacturing dream vanishes” with post-processing. Manual post-processing slows part production and increases costs significantly. With Xjet’s easier post-processing using soluble support parts will be a fit for manufacturing.
Xjet CEO Hanan and Formnext VP Sacha Wenzler
We then as a group of over a hundred descend to wait before the Xjet Application center. Sacha Wenzler of Formnext opens it. Once open we can find operational Carmel 1400 Xjet systems. We are shown highly accurate and very smooth metal and ceramics parts as well as the support removal process. The machines look very complicated indeed. They hum and with a swoosh deposit every new layer from two mixing jars, one for support and one for build material. The machines are big beasts of things and dutifully lay down each layer in turn.
The Xjet Additive Manufacturing Center
Later on, we will go on to see where the Xjet systems are assembled. There whale carcasses lie of machines that will be made as well as nearly finished systems for Oerlikon, Carfulan and the University of Delaware. Larry Holmes of the University of Delaware poses for the machine his university will receive. Then we head off with dervish-like speed for a tour of Jerusalem. All in all, it was a lovely trip and an excellent chance to have a lot of in-depth contact with the Xjet team. The team are all very open and responded to in-depth technical questions with deep understanding.
3DPrint.com got the chance to interview Xjet CEO and founder Hanan Gothait. He told us that
“The significance of Xjet is that is is a new and innovative powderless nanoparticle inkjet technology which is safe, easy to use and gives you totally accurate parts with smooth surfaces. Everyone is using 50 micron layer thickness and we are using 7 micron layers which leads to better surface quality. In addition we have fine features that no one else can do. Support material is also a different material which can be removed by immersing the part in water. This dissolvable support means that you can make more complex geometries in metal. The big breakthrough is to make 3D printing for ceramics and metals safe and simple while making support easy to remove.”
He also stated that,
“The fine particles we use also create high-resolution parts while simplicity means that you don’t need to be a Ph.D. to operate the machine.”
and that,
“Medical devices, dental, industrial companies, automotive and aerospace companies are already customers. We want to partner with customers and help them grow.”
Hanan has a multi-decade in 3D printing starting with his founding of Objet, now a Stratasys unit. Since then..
“In the Objet days no one spoke of manufacturing, the dream was to become a prototype supplier. Still today most of the market is prototyping but we are targeting production now and we see ourselves as one of the leaders.”
This is a company steeped in inkjet and 3D printing. Compared to a lot of US-based startups this company has many people with ten of twenty years experience in 3D printing. Dozens more have decades of experience in inkjet. As we pass by the Intel Fab and large HP Indigo buildings where printers and inks are made we can see that near the Xjet assembly location there is a vast inkjet ecosystem. Sitting in the middle of this ecosystem, Xjet has access to a very deep and very experienced talent pool of people. Where a US based start usually throws a bunch of very bright kids at the problem, Xjet has dozens of employees who have seen this problem before and also has the bright kids as well. Especially the deep involvement with originating the Polyjet technology is a massive plus for the Xjet team. At one point Objet was nearly dead because an engineering team had not managed to turn a slick idea into a working machine and software combination. Resolute management steps and a re-engineering of the system brought the easiest to use and slickest software, materials and machine combo of the day. This kind of sophisticated engineering approach and the skills needed for it are vital to producing high-quality 3D printers. It is easy to make 3D printers and very difficult to make good 3D printers. By understanding the need to know how the complex interplay of software settings and materials interact to form the part high-quality machines can be crafted. It is not the highly detailed parts or the engineering in the machine that inspires confidence but rather the paths that the team has taken to get here. By focusing on ceramics and trying to create a highly productive solution to manufacture them Xjet has taken an interesting turn towards the future of 3D printing. A segway to metal parts could also deliver a lot of value to customers as could an investment in BMG’s or 3D printed circuits. For now, 3D printing ceramics at volume is a tremendous opportunity. If done well this is precisely the kind of technology and part that could widely expand the scope of the possible in 3D printing and Xjet may just be the company to make that happen.
We’ve got plenty of business news for you in today’s 3D Printing News Briefs, and a little scientific research as well. Kelyniam Global has acquired new 3D printing technology, while Rostec makes an investment in technology. One of the earliest SpaceX employees is now an advisor for another aerospace company, the Youngstown Business Incubator has received a federal grant, and SAE International recently hosted a 3D printing webinar. Auburn University has been chosen as the site of a new National Center of Additive Manufacturing Excellence, and a new study discusses 4D printed elastic ceramics.
Kelyniam Global Adds New 3D Printing Capabilities
Using medical models for surgical pre-planning is almost a clinical standard these days. In an effort to increase its current medical modeling skills, custom 3D printed cranial implant manufacturer Kelyniam Global, which works with health systems and surgeons to improve cost-of-care and clinical outcomes, announced that it has expanded its 3D printing capabilities with the acquisition of new technology. This new technology aligns with the company’s reputation as a premium supplier of cranial implants requiring excellence in design and quick turnaround times.
“This state-of-the-art equipment will enable Kelyniam to produce certain medical models on the same 24-hour turnaround schedule we offer for cranial implants. The ability to rapidly print ultrahigh resolution models with high accuracy across our entire platform is a significant differentiator in our industry,” said Kelyniam COO Chris Breault.
Rostec Investing in Industrial 3D Printing Development
Russia’s state technologies corporation Rostec (also Rostek and Rostekh), which develops products for high-tech and communication systems, has invested nearly 3 billion rubles to create a specialized center for industrial 3D printing. The Center for Additive Technologies (CAC), with a goal of reducing the amount of time and money it takes to launch new products, will offer customers a full range of services and advanced 3D printers. The CAC’s main task will be introducing industrial 3D printing to high-tech industries that could really use it.
“Industrial 3D printing is becoming one of the indispensable attributes of modern industry. We see the high potential of this technology and introduce it into our production practice,” said Anatoly Serdyukov, the Industrial Director of the aviation cluster at Rostekh State Corporation. “For example, in the JDC today, about three tons of parts per year are produced by the additive technology method. The holding plans to widely use them in the serial production of promising Russian gas turbine engines, which will be certified in 2025 – 2030. The creation of a specialized center will expand the scope of this technology and produce parts for such industries as aircraft building, space, high technology medicine, automotive industry.”
Project participants calculate that the CAC’s first pilot batch of parts will be manufactured there sometime in 2019.
Former SpaceX Employee Becomes Advisor to Relativity Space
Jordan Noone, Relativity Space Co-Founder, said “When I was at SpaceX, Tim’s stellar reputation for breadth and depth of engineering and operations was legendary in the industry.”
Buzza spent 12 years helping to develop SpaceX’s Falcon 9 rocket and Dragon spacecraft and will advise Relativity Space on organizing the company structure, launch site selection and trades, rocket architecture, structures and avionics, and more.
Federal Grant Awarded to Youngstown Business Incubator
The Youngstown Business Incubator (YBI) is about to receive some new 3D printing software and hardware, thanks to a federal grant. Recently, the Appalachian Regional Commission awarded $185,000 in federal funding to YBI. The new 3D printers and 3D printing software that the grant will fund, in addition to being a boon for YBI, will also help to strengthen its frequent area partners Youngstown State University (YSU) and America Makes.
“Each additional piece of equipment further strengthen us as a national and international leader in additive manufacturing technology and this is a key part of that process,” said Michael Hripko, YSU’s Associative Vice President for Research.
SAE International Recently Held Additive Manufacturing Webinar
Topics covered during SAE International’s webinar last week included novel AM methods that translate to automotive and aerospace applications, the risks involved in introducing 3D printed, flight-critical parts, and the anticipated timeline for general acceptance of 3D printed parts by aerospace customers.
Auburn University Site of New National Center of AM Excellence
“The Center of Excellence is going to facilitate us bringing together the best technical experts in industry, government, and academia, and that’s going to help us develop the very best standards for this emerging technology,” said Katharine Morgan, the President of ASTM International.
New Study On 4D Printed Elastic Ceramics
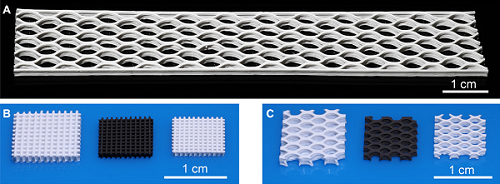
3D printing EDCs. (A) 3D printed large-scale elastomeric honeycomb. (B) 3D printed microlattices and (C) honeycombs of PDMS NCs and first EDCs and second EDCs.
Shape-morphing assembly is a great technology for applications in 4D printing, biomaterials, life sciences, and robotics, and multiple materials like ceramics, silicone, and polymers are used. But, we’ve not yet seen much in the way of ceramic structures derived from soft precursors that allow for elastic deformation. Polymer-derived ceramics (PDCs) have some excellent properties, such as high thermal stability and chemical resistance to oxidation and corrosion, and their microstructures can be fine-tuned through tailored polymer systems.
While we’re seeing a lot in the way of 3D printing soft materials, current ceramic precursors are not flexible and stretchable. Guo Liu, Yan Zhao, Ge Wu, and Jian Lu with the City University of Hong Kong published a paper, titled “Origami and 4D printing of elastomer-derived ceramic structures,” that explains how they developed silicone rubber matrix nanocomposites (NCs) that can be 3D printed and deformed into elastomer structures with complex shapes and transformed into mechanically strong EDCs.
The abstract reads, “Four-dimensional (4D) printing involves conventional 3D printing followed by a shape-morphing step. It enables more complex shapes to be created than is possible with conventional 3D printing. However, 3D-printed ceramic precursors are usually difficult to be deformed, hindering the development of 4D printing for ceramics. To overcome this limitation, we developed elastomeric poly(dimethylsiloxane) matrix nanocomposites (NCs) that can be printed, deformed, and then transformed into silicon oxycarbide matrix NCs, making the growth of complex ceramic origami and 4D-printed ceramic structures possible. In addition, the printed ceramic precursors are soft and can be stretched beyond three times their initial length. Hierarchical elastomer-derived ceramics (EDCs) could be achieved with programmable architectures spanning three orders of magnitude, from 200 μm to 10 cm. A compressive strength of 547 MPa is achieved on the microlattice at 1.6 g cm−3. This work starts a new chapter of printing high-resolution complex and mechanically robust ceramics, and this origami and 4D printing of ceramics is cost-efficient in terms of time due to geometrical flexibility of precursors. With the versatile shape-morphing capability of elastomers, this work on origami and 4D printing of EDCs could lead to structural applications of autonomous morphing structures, aerospace propulsion components, space exploration, electronic devices, and high-temperature microelectromechanical systems.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.