
This edition of the 3D Printing Industry’s news digest, Sliced, sees a variety of hardware and material releases from Dyze Design, 3D Systems, colorFabb, and EOS, as well as new 3D printing applications in brewing and underwater drones. All this and more from GE Additive, The Toro Company, Delft University of Technology, Jaguar Land Rover, Additive Manufacturing Technologies, and Singapore University […]
Betatype and nTopology Use Metal 3D Printing and Intelligent Design to Increase Productivity
![]() 3D printing consultancy company Betatype specializes in optimizing metal AM production applications to deliver functional components for customers in many industries, including consumer goods, automotive, and medical. Recently, the company, based in London, published a new case study that explains how it teamed up with software company nTopology to create and manufacture a functionally optimized, 3D printed part for a rocket nozzle.
3D printing consultancy company Betatype specializes in optimizing metal AM production applications to deliver functional components for customers in many industries, including consumer goods, automotive, and medical. Recently, the company, based in London, published a new case study that explains how it teamed up with software company nTopology to create and manufacture a functionally optimized, 3D printed part for a rocket nozzle.
Betatype recognizes that collaborating with companies in industrial sectors, as well as the AM industry, can help produce better project results, with higher standards, than companies working alone can sometimes manage. Its recent partnership with nTopology is a perfect example of how collaboration was able to increase productivity in metal 3D printing.
“For serial production in additive manufacturing to work, it must make business sense. Through the partnership between nTopology and Betatype, and our shared belief in solving engineering problems by linking design, simulation, and manufacturing processes directly, we are able to present a strong business case for additive manufacturing,” said Brad Rothenberg, the Founder and CEO of nTopology. “We enable our customers to design and manufacture complex parts with speed, efficiency and reliability. We could not be happier with the results of this rocket nozzle case study and are looking forward to working on more joint projects.”

The project at the center of this collaboration was a test part for a rocket nozzle, and was created specifically to show how companies can integrate different solutions through partnerships. nTopology used its own nTop Platform software to help design the rocket nozzle part’s base mechanical structure, converting the part’s 3D model into an implicit one. Then, the design was optimized through the use of nTopology’s advanced simulation and topology optimization tools. Finally, Betatype’s software technology was applied to great effect, before the part was 3D printed.
Additive manufacturing offers material, shape, and structure control in one process, and Betatype’s Engine data processing platform helps maximize these capabilities to the fullest extent. The platform helps users manage, manipulate, and generate CAD and CAM data for multi-scale 3D design, in order to create higher fidelity for complex parts – not easily manufactured with conventional technology – at each scale of 3D design.
 By combining technology from both nTopology and Betatype, the two companies were able to optimize the design of the complex rocket nozzle part for metal laser powder bed fusion 3D printing. Together, they achieved a major increase in part productivity – a 28% reduction in build time, down from 25 hours to 18.
By combining technology from both nTopology and Betatype, the two companies were able to optimize the design of the complex rocket nozzle part for metal laser powder bed fusion 3D printing. Together, they achieved a major increase in part productivity – a 28% reduction in build time, down from 25 hours to 18.
“Betatype’s partnership with nTopology is an excellent demonstration of how we can work with talented designers to make additive manufacturing perform,” said Betatype’s Founder and CEO Sarat Babu. “The application clearly shows the benefits of combining the functional design and optimization skills of our partner with process optimization through our technology to achieve productivity levels that would not otherwise be possible with a standard metal LPBF platform.”
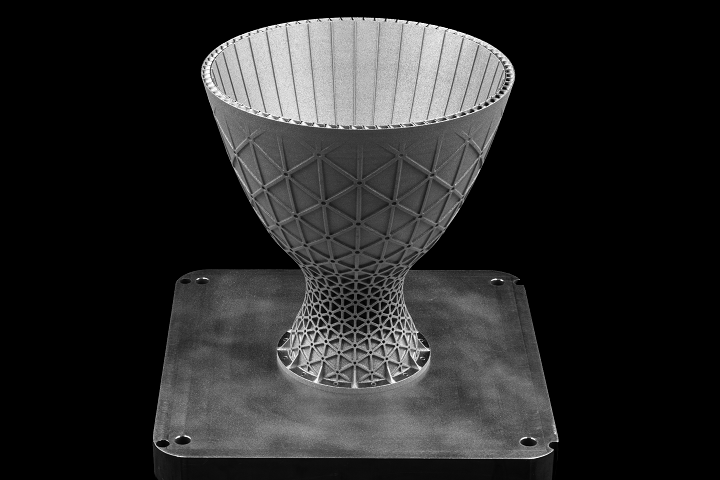
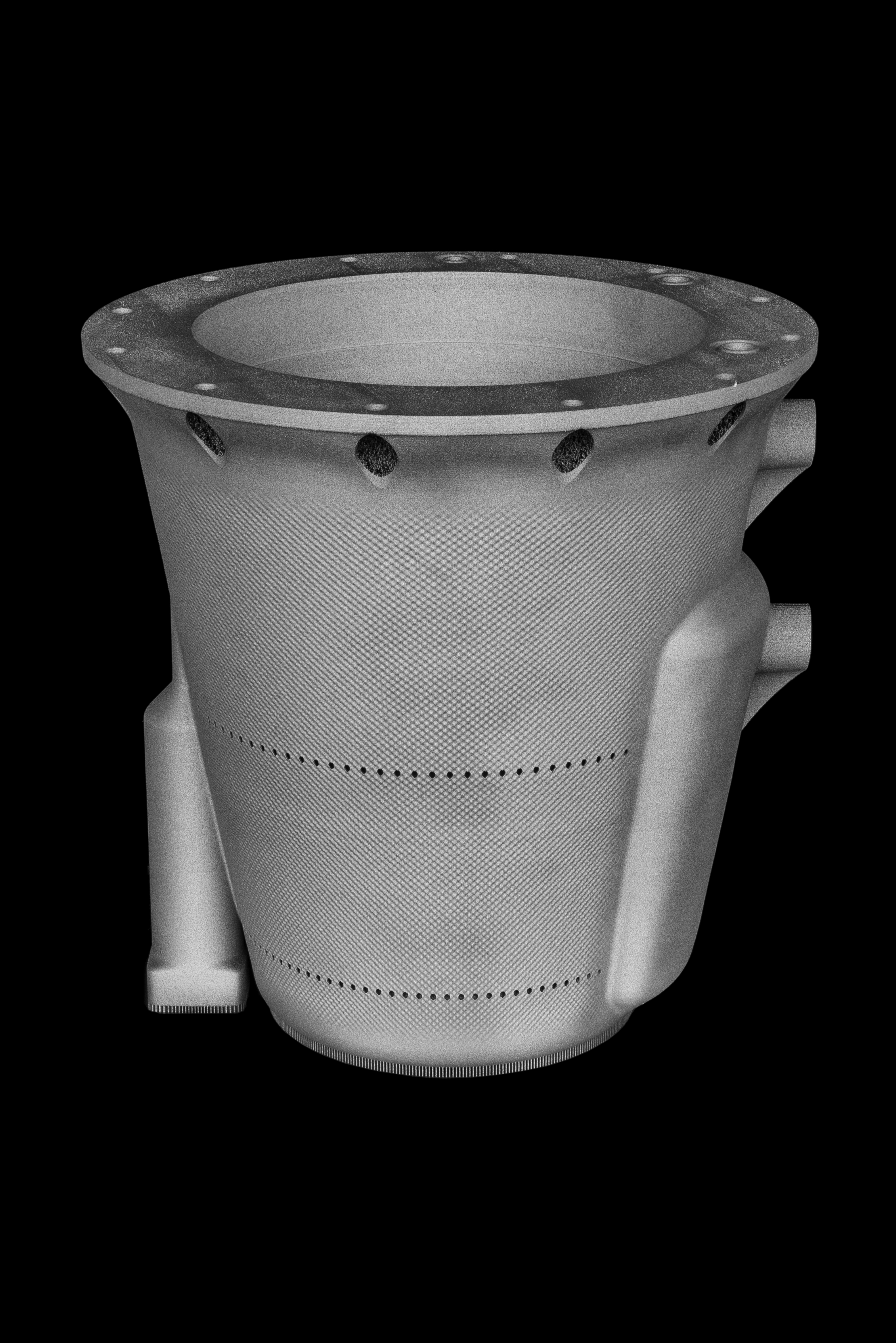
Rocket Nozzle: As built onto the base plate in Grade 23 Titanium (190 x 190 x 200).
Betatype fabricated the rocket nozzle test part out of titanium on a Renishaw AM250 3D printer. The nTop Platform’s capabilities highlighted how applying intelligent design can improve a part’s functionality, while also making sure that it is fit for its ultimate purpose. But the input from Betatype showed that design alone only gets you part of the way, and that metal 3D printing, complex functionality, and intelligent design is a winning combination.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Source/Images: Betatype]
The post Betatype and nTopology Use Metal 3D Printing and Intelligent Design to Increase Productivity appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Betatype Reducing Build Time and Cost for Manufacturing 3D Printed Orthopaedic Implants
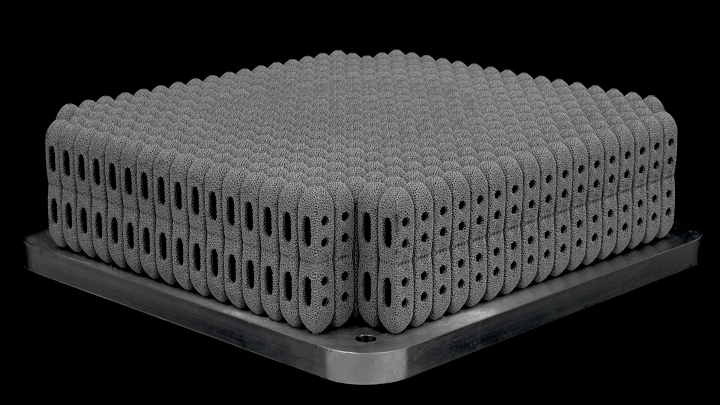
Spinal cage production build
Founded in 2012, London-based Betatype works to increase the productivity and efficiency of metal 3D printing, so that it can be used as a viable production technology. The company has worked with the aviation, automotive, and consumer products industries, and is now moving on to the medical field in its latest case study.
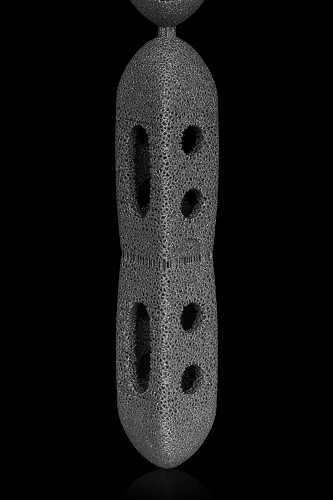
Metal 3D printing, and laser powder bed fusion (PBF) in particular, can be very advantageous when it comes to fabricating orthopaedic implants. Betatype has found time and again that this particular process can majorly increase productivity, as it is able to manufacture strong, complex structures that are durable enough to endure in the human body and can simulate the porous, mesh-like properties of bone, without wasting materials or time. Medical device manufacturers are able to achieve cost-effective serial production of everything from lumbar cages to acetublar cups using PBF, as the technology can be used to make safer, more porous implants of multiple shapes and sizes.
![]() Obviously, orthopaedic implants have a certain level of design complexity, which can result in high volumes of data being generated that then slow down build processors. But Betatype’s innovative data processing platform Engine, which can manage and control multi-scale design, is able to get past this problem thanks to its supercomputing power, and rapidly create scan data for laser PBF 3D printing.
Obviously, orthopaedic implants have a certain level of design complexity, which can result in high volumes of data being generated that then slow down build processors. But Betatype’s innovative data processing platform Engine, which can manage and control multi-scale design, is able to get past this problem thanks to its supercomputing power, and rapidly create scan data for laser PBF 3D printing.
Engine can produce optimized build data, and has what essentially boils down to limitless scalability for generating builds. Recently, Betatype successfully created serial production build data for a company, to the tune of over 50 GB worth of build files. Its Engine platform can scale up to 640 virtual CPUs with 4.88 terabytes of RAM in just a few hours, saving companies time and money.
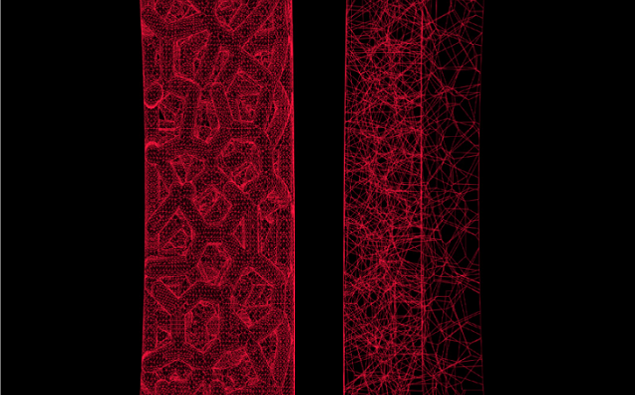
Macro of CAD of spinal cage. L-R: traditional mesh format, and ARCH or LTCX format.
Betatype uses its Engine technology to help its orthopaedic clients achieve lower costs on serial production of implants by lowering process time, optimizing high build data volume, and maximizing machine usage. Engine applies specialist algorithms for converting complex geometry, which lets the implant designers work in file formats, like nTopology’s LTCX data or Betatype’s ARCH format, that are up to 96% more lightweight than STL files; for instance, a spinal cage model that weighed 235 MB as an STL file was only 8MB as an LTCX file.
By combining Engine’s build data generation with these more lightweight representations, Betatype can help designers shorten and simplify the orthopaedic implant manufacturing process, so it’s more cost-effective and flexible, without having to deal with any mesh data.
Single stack of posterior lumbar cages, supported via sacrificial beam elements.
In terms of cost per part for serial production, it’s also very important to properly utilize a 3D printer’s total build volume. Betatype designs lattice node matched supports, which allows it stack implant parts on top of one another – an effective use of build volume that results in the production of many complex implants in one print. In addition, standard media blasting can be used to remove the supports, which is another time-saving feature in that it totally eliminates the need for any kind of manual post processing work.
Betatype’s technology is also able to directly optimize laser firing times, and lower delay times, without having to use multiple lasers. This can decrease build time by as much as 40%, and the more parts you 3D print in a single build, without sacrificing time, the more cost-effective those parts are, which is why equipment amortization can majorly effect the cost of orthopaedic implants 3D printed with laser PBF technology.
It’s possible to break build time down into three separate components, which can be addressed in order to speed up the process:
- dosing (applying powder to the machine bed)
- fusion (applying energy to the powder bed)
- motion (movement between fusion)
In another project, Betatype used its technology portfolio to lower the build time for an orthopaedic manufacturer’s implants to 15.4 hours, down from 25.8 hours. Betatype can optimize its laser scan paths in order to decrease how much movement time and firing is necessary to 3D print complex lattice structures, and galvo-driven path optimization can be used to ensure that only prerequisite delays are applied to the process, lowering delay times from 13 hours to just 3.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images provided by Betatype]
3D Printing News Sliced: Senvol, Betatype, Additive Industries, Hasso-Plattner Institute
Today in Sliced, 3D Printing Industry’s news digest, we ask: how sharp can you make a 3D printed knife? Is it possible to 3D print PEEK in space? What’s new in metal additive manufacturing? And, where can you get a 3D printed watch? Read on for all the latest developments from the University of Sheffield, Hasso-Plattner Institute, Rocket […]
Luxury Watchmaker Collaborates with Betatype to Design and 3D Print Titanium Watch Strap

London metal 3D printing company Betatype, which was founded in 2012, provides functional 3D printed components to customers in a variety of industries, including aerospace, industrial motor sports, and consumer. Recently, the company was involved in the design and development of an innovative watch strap for luxury watch manufacturer Uniform Wares. The two collaborated to make a unique, woven strap out of 3D printed T5 titanium alloy, which is a complement to the newly launched PreciDrive M-Line watch collection.
“While we are always taking prompts from heritage and traditional processes in the watch and other industries, we also like to push things forward,” Michael Carr, the Creative Director at Uniform Wares, said in a Betatype case study about the technical side of this collaboration.
Uniform Wares set out to build a brand that embodies character and distinction through intelligent design, which resulted in a new breed of premium contemporary timepieces. In the company’s drive to continually embrace innovative technology and new materials, it began working with Betatype.
![]() Previously, Uniform Wares had used more conventional manufacturing methods to make a mesh bracelet. But Betatype helped the company 3D print the ‘woven’ mesh bracelets in any texture or grain, which used less material and made the process simpler.
Previously, Uniform Wares had used more conventional manufacturing methods to make a mesh bracelet. But Betatype helped the company 3D print the ‘woven’ mesh bracelets in any texture or grain, which used less material and made the process simpler.
“We used a huge, cumbersome machine to weave steel cable into the mesh pattern, which we then had to cut to size and weld working parts onto it,” Carr explained.
“We were already using 3D printing to develop plastic – and some metal – prototypes, so when Betatype explained that they could help us to achieve more accurate and intricate designs [with 3D printing as the production method], we were interested.
“The idea that Betatype was using a new technology that would mean less waste and new materials was hugely appealing. We also liked that they were London-based and could produce the bracelets locally.”


The resulting 3D printed watch strap, made of 4,000 interlocking links, is made using laser powder bed fusion (LPBF) technology and is strong, yet lightweight it almost feels like fabric. Because the links are asymmetric, each side of the strap has a differing bend radius, which makes it easy to fit over the the wearer’s hand but flexible enough to secure around their wrist.
The 3D printed watch strap, weighing in at 10.5 grams, so has a new kind of directional clasp design, which has integrated microscopic teeth inside that interlock with the weave itself. This design element, which could only be economically achieved with 3D printing, makes it possible to make very fine adjustments, while still ensuring a secure hold and easy removal.
“Every element of the [watch] bracelet has been engineered exactly as it needs to work. The radius at which it curves, the flexibility and stiffness at each point – every link incorporates fine adjustments. It represents bespoke engineering at every point,” said Carr.
 Betatype and Uniform Wares worked together to create a design for additive manufacturing (DfAM), which allowed them to blend 3D printing with the brand’s aesthetic requirements. By using Betatype’s optimized LPBF process to manufacture the T5 titanium strap, little to no waste was produced, as the method uses the least amount of material possible.
Betatype and Uniform Wares worked together to create a design for additive manufacturing (DfAM), which allowed them to blend 3D printing with the brand’s aesthetic requirements. By using Betatype’s optimized LPBF process to manufacture the T5 titanium strap, little to no waste was produced, as the method uses the least amount of material possible.
The company exerted greater geometric control over the 3D printing process by applying its unique multi-scale approach, which enabled the company to achieve the right feel, look, and strength for the watch strap design. Betatype can control, down to the micron, the laser’s scan path, exposure settings, and material microstructure for each individual link to get the best mechanical performance and fit.
In addition, Uniform Wares can now also streamline ordering and won’t need to request thousands of straps five months in advance.
Carr said, “We can now place an order for 60 pieces and they can have them ready in under a week; this is a real gamechanger for us.”
Fabrication and finishing for the T5 titanium strap is completed at Betatype’s East London design and manufacturing facility.
 Uniform Wares and Betatype are already discussing additional collaborative projects for the future.
Uniform Wares and Betatype are already discussing additional collaborative projects for the future.
“We plan to incorporate what we’ve learned into other aspects of our products. Whatever we decide to do next, we’ll start with the design based on the knowledge of the additive process,” said Carr.
The 3D printed T5 titanium alloy watch strap will be available in a natural matte finish, with selected references from Uniform Wares’ new PreciDrive collection. It will cost £250 to purchase the strap on its own, while the M-Line watches with the titanium strap will be available for £500-£800, sold via the company’s website and select retailers, which include Nordstrom and Mr. Porter.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Betatype reengineers 3D printed electrical generator housing for Safran Electrical & Power
The Buckinghamshire, UK, site of Safran Electrical & Power, a French aeronautical electrical company, develops landing systems for commercial and military aircrafts. With over 90 years of experience, the company and its subsidiaries have tested, serviced, and installed generation systems for Airbus and Boeing aircraft. Considering the increasing use of additive manufacturing in the aerospace […]
Case Study Shows How 3D Printing Can Optimize and Consolidate Parts
 Safran Electrical and Power is a designer and manufacturer of electrical systems for both fixed and rotary wing commercial and military aircraft. Its customers were demanding more additively manufactured parts, so the company decided to connect with someone who was an expert in 3D printing and design. The solution came in the English company Betatype, which was founded in 2012 and works with customers in multiple industries including consumer, industrial, aerospace, medical and motor sports to provide functional 3D printed components.
Safran Electrical and Power is a designer and manufacturer of electrical systems for both fixed and rotary wing commercial and military aircraft. Its customers were demanding more additively manufactured parts, so the company decided to connect with someone who was an expert in 3D printing and design. The solution came in the English company Betatype, which was founded in 2012 and works with customers in multiple industries including consumer, industrial, aerospace, medical and motor sports to provide functional 3D printed components.
Within Safran’s Power Division, Dr. Mark Craig, the Materials, Special Processes and Composites Company Expert, works to coordinate additive manufacturing solutions.
“We came across Betatype in a search for 3D printing specialists and it was clear after our initial discussions that they had the knowledge and skill-set we were looking for to add value in our new part production programme,” he said.
 For this particular case, the Power Division was looking to improve the design of an electrical generator housing. Betatype focused on a number of key areas to improve the housing: improved strength, increased stiffness and a reduction in overall weight, which 3D printing helped the company to realize. Betatype developed a proof of concept using an ultra high density lattice as part of a sandwich structure with over 10 million elements, a first for the company as part of a case study.
For this particular case, the Power Division was looking to improve the design of an electrical generator housing. Betatype focused on a number of key areas to improve the housing: improved strength, increased stiffness and a reduction in overall weight, which 3D printing helped the company to realize. Betatype developed a proof of concept using an ultra high density lattice as part of a sandwich structure with over 10 million elements, a first for the company as part of a case study.
Safran has been encouraged by this initial work and is looking to further pursue 3D printing for housings and other components.
“We knew creating a more complex, higher density lattice structure was the key to achieving what Safran was looking for in the part,” said Betatype CEO Sarat Babu. “Applying our technology and multi-scale approach, we were able to control the scan path and exposure settings down to each element of the sandwich structure’s design. By pushing the AM process of laser powder bed fusion well beyond its standard processes, we created the ultra-high density lattice structure required.”
The proof of concept created by Betatype turned out to be a success. It optimized Safran’s generator housings for additive manufacturing and took a design consisting of multiple components to a design with only one piece. By doing this, Betatype and Safran were able to drastically reduce the overall part count as well as manufacturing times.


Betatype is known for “Engine,” a data processing platform the company built for managing and controlling multi-scale design. Betatype has combined Engine with its team’s strong foundation in material science, engineering and industrial design to achieve greater fidelity at every scale of additive manufacturing part design. Betatype applies its multi-scale approach particularly to complex parts that cannot be easily manufactured through traditional processes – such as Safran Electrical and Power’s electrical generator housing.
Betatype is based in London.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: Betatype]
3D Printing News Sliced 3D Systems, PyroGenesis, NASA, Autodesk, ETH Zurich
This edition of our 3D printing news digest Sliced follows the latest developments in Local Motors’ autonomous, 3D printed bus shuttle; NASA aborts flight tests of the Aerojet Rocketdyne RS-25 space engine; and ETH Zurich researchers create concrete structures with 3D sand printing. News also features Renishaw, Autodesk, PyroGenesis, CGTrader, FARO, and the U.S. Department […]
Betatype Case Study Illustrates Cost and Time Savings of Using 3D Printing to Fabricate Automotive Components
![]() When it comes to industrial 3D printing for automotive applications, London-based Betatype is building up considerable expertise. The 3D printing company was founded in 2012, and works with its customers to deliver functional, 3D printed components. Betatype built a data processing platform called Engine to help manage and control multi-scale design; the platform maximizes the ability of 3D printing to provide control in one process over material, shape, and structure.
When it comes to industrial 3D printing for automotive applications, London-based Betatype is building up considerable expertise. The 3D printing company was founded in 2012, and works with its customers to deliver functional, 3D printed components. Betatype built a data processing platform called Engine to help manage and control multi-scale design; the platform maximizes the ability of 3D printing to provide control in one process over material, shape, and structure.
Some of the benefits provided by 3D printing include high cost-per-part, productivity, and volume, especially when it comes to using metals. Betatype recently completed a case study that demonstrates how the advantages of metal 3D printing can be properly leveraged for applications in automotive parts production. It focuses on Betatype’s use of laser powder bed fusion (LPBF, also called Powder Bed Fusion, DMLS and SLM) 3D printing and optimization technology to, as the case study puts it, challenge “the current status quo” by producing 384 qualified metal parts in one build, which helped lower both lead time and cost per part.
“When it comes to automotive and other consumer-facing industries focused on producing high volumes of parts at low costs, the current generation of Additive Manufacturing (AM) processes is generally considered incapable of meeting these needs,” Betatype explained in its study.
“The key to making AM productive enough for wider adoption across these high-volume industries, however, lies in process economics – choosing the most effective manufacturing process for each part. Combining these principles with Betatype’s knowledge of the limits of additive – as well as how and when to push them – together with the company’s powerful optimisation technology, supports customers with the design and production of parts that not only perform better, but that are economically viable against existing mass production technologies.”
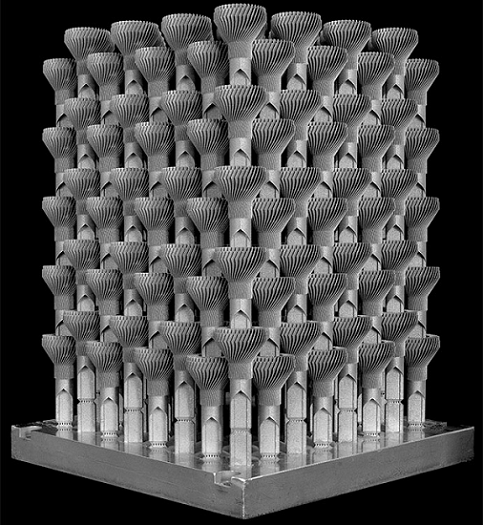
Production build of automotive LED heatsinks by Progressive Technology on an EOS M280.
You’ll often hear people in the 3D printing industry saying that one of the benefits of the technology is its ability to offer greater design freedom than what you’d find in more conventional manufacturing process. While this is true – 3D printing can be used to produce some pretty complex geometry – that doesn’t mean it’s without its own problems. It’s necessary to understand these constraints in order to find applications that can fit with the technology, and be used in high volume manufacturing as well.
Processes like die casting are capable of creating millions of components a year. 3D printing is valuable due to its capability of using the least amount of material to provide geometrically complex parts. Often 3D printing just doesn’t have the manufacturing volume or part cost to be an economical choice. But, this may not be the case for long.
According to the case study they looked at, “how it is possible to combine the innate geometric capabilities of AM with increased production volumes of cost-effective parts and improved performance” The team looked at “the Automotive industry’s switch to the use of LED headlights, which brings with it new challenges in thermal management.”
Most LED headlights need larger heatsinks, which are typically actively cooled. Betatype realized that the geometry of these metal parts would make them a good candidate for metal 3D printing, which is able to combine several manufacturing processes into just one production technique.


Betatype realized that LPBF would be ideal during the component’s initial design stage, and so was able to design the component with in-built support features. This made it possible to stack multiple headlight parts without requiring any additional supports; in addition, the company maintains that completed parts could be snapped apart by hand without any other post-processing required. This claim is something that we are highly skeptical about. No destressing or tumbling, shot peening, HIP or other processes usually result in parts that look different from the ones in the images given to us.

[Image: EOS]
Depending on part geometry it can be difficult to achieve full stacking with LPBF 3D printing. This is largely due to thermal stresses placed on parts and supports. Betatype designed the part in such a way as to decrease these stresses. This is what allowed Betatype to nest a series of heatsinks in order to maximize build volume and produce nearly 400 parts in one build envelope using an EOS M 280 3D printer owned by Progressive Technology.
“Through specific control parameters, the exposure of the part in each layer to a single toolpath where the laser effectively melted the part was reduced significantly, with minimal delays in between.”
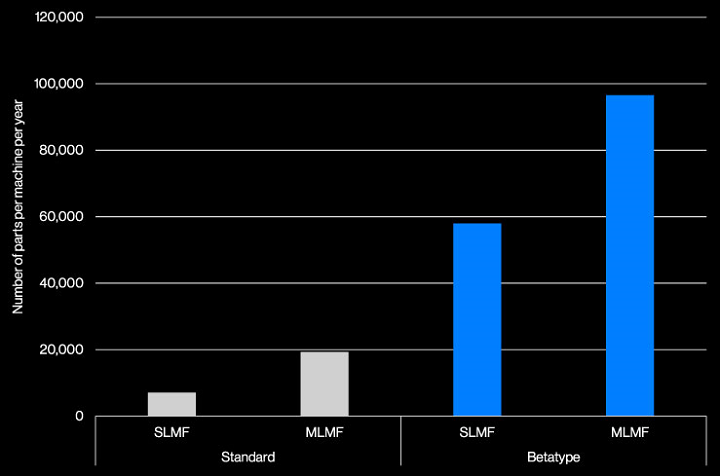
13 x the productivity per system. Estimated Number of Parts per Machine per Year/Model built on build times provided by Progressive Technology for SLMF system (EOS M 280) and Renishaw AMPD for MLMF system (RenAM 500Q).
One of the large drivers in part cost is equipment amortization, and it’s important to lower build time in order to make parts more cost-effective. By using LPBF 3D printing and its own process IP and optimization algorithms, Betatype claims to have reduced cost-per-part from over $40 to less than $4, and lower the build time from one hour to less than five minutes per part – ten times faster than what a standard build processor is capable of performing. This would be a huge leap in capability for metal printing if these cost estimates stack up.
On single laser systems, like the EOS M 280 and Renishaw’s RenAM 500M, Betatype says that lowered the build time for all 384 parts from 444 hours to less than 30 hours; this number went down even further, to less than 19 hours, by using new multi-laser systems like the SLM Solutions 500 and the RenAM 500Q.
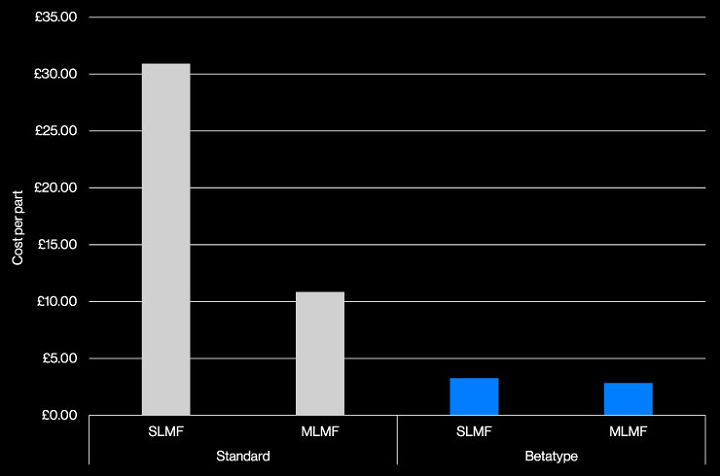
Up to 90% reduction in part cost. Estimated Cost per Part / Model built on build times provided by Progressive Technology for SLMF system (EOS M 280) and Renishaw AMPD for MLMF system (RenAM 500Q).
Betatype’s claims that their customer was able to achieve a productivity gain of 19 times the old figure per system in a year – going from 7,055 parts to a total of 135,168.
The case study concludes, “With an installation of 7 machines running this optimised process, volumes can approach 1 million parts per year — parts that are more functional and more cost-effective.”
It always good to show performance that is a step change ahead of what everyone thought possible. It is also significant that companies are making detailed case studies and verifiable claims as to output and yield. Betatype’s Case Study shows very promising numbers and we hope that productivity can indeed reach these heights with their technology.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images provided by Betatype unless otherwise noted]