When a privately held startup hits $1 billion in value, it magically transforms from an ugly mare into a beautiful unicorn (or so the legend goes). In the 3D printing space, there are three such creatures and we’ll be profiling each one. This time, we’ll be taking a look at Desktop Metal.
Based in Cambridge, Mass., Desktop Metal was founded in October 2015 with the goal of introducing (comparatively) low-cost, easy-to-use, office-safe metal 3D printing to the world of production. From then until April of 2017, that was just about all that was known to the public about the new startup. Behind closed doors, however, the company was making rounds with some very large investors, raising nearly $100 million in Series A through C funding rounds that included GE Ventures, Saudi Aramco Energy Ventures, BMW iVentures and Lowe’s Ventures.
Though the first product wasn’t announced until the spring of 2017, investors may have partially been confident about the firm’s leadership team. Desktop Metal was founded by Ric Fulop and six others, mostly hailing from SolidWorks and MIT. Fulop himself was a general partner at North Bridge, leading Series A investments in Onshape and Markforged. Northbridge itself was involved in the Series A funding rounds of numerous successful startups ultimately acquired by larger companies, such as Revit, SolidWorks and SpaceClaim, bought out by Autodesk, Dassault, and Ansys respectively. With his previous firm, A123 Systems, Fulop commercialized technology developed at MIT and left it with a market cap of $1.5 billion (the firm later went bankrupt).
When it finally did show its hand, Desktop Metal revealed not one but two 3D printing systems: the Studio System and the Production System. The former is a desktop machine that uses a process called Bound Metal Deposition (BMD) to 3D print green parts made from metal powder bound within a plastic matrix. Once printed, the green part is placed in a furnace that burns out the binder, leaving a dense metal part. Support structures are easily removed by hand, no loose powder is ever exposed to the user, and no lasers are involved, making it suitable for office use, according to the company. The required debinding and sintering steps, however, would be difficult to do safely in most offices.
Ric Fulop with the DM Production System
The Production System uses a binder jetting process called Single Pass Jetting (SPJ) in which a binding agent is deposited onto metal powder. It distinguishes itself from technology used by ExOne in that it performs all of the necessary print steps—spreading metal powder, compacting it and depositing binder—in a single pass before reversing direction and printing another layer. During the printing process, “anti sintering agents” are also deposited, making post-processing easier and cheaper. Once complete, the green part or parts are sintered in a microwave furnace.
Because SJP isn’t wasting time compacting powder with a separate recoating process, the technology reaches speeds of up to four times faster than other binder jetting processes. At Formnext 2018, Desktop Metal announced improvements in its Production System that included a print speed increase of 50 percent and a 225 percent increase in build volume to 750 x 330 x 250 mm.
Both systems rely on metal powder from the metal injection molding (MIM) industry, meaning that there is a potentially much greater supply of materials available for these printers than traditional metal 3D printers. Several hundred alloy types are tentatively printable, though each requires testing before they are officially released by the company. Both systems also cost less than $500,000, with the Studio running for $120,000 and the Production running for $360,000 at the time of release, without the additional equipment included.
Desktop Metal began shipping its Studio Systems at the end of 2017 and delivered its first Production System at the beginning of 2019. Reportedly the firm has had difficulty delivering systems and customers have had issues making parts on the systems. Since then, it has not only announced additional materials, but 3D printing processes as well.
Ahead of Formnext 2019, the startup unveiled its Fiber platform, a desktop version of automatic fiber placement. Desktop Metal’s micro automated fiber replacement (μAFP) uses two print heads, one for 3D printing thermoplastic and another for laying down fiber reinforcement tape.
Here it’s worth noting that Desktop Metal has troubled history with Markforged, which was the first to market with a carbon fiber 3D printer. As previously mentioned, Fulop sat on the board of Markforged before launching his own 3D printing startup. While the μAFP process offers a distinct take on reinforcement fiber printing, it is notable that a company called Desktop Metal would develop a polymer fiber printing process. BMD meanwhile bears a striking similarity to a technology developed by Markforged called atomic diffusion additive manufacturing (ADAM).
Both machines print parts using metal infused in a thermoplastic matrix that are then sintered in a furnace to create a fully dense metal part. Desktop Metal first sued Markforged for patent infringement and lost with Markforged launching a countersuit that ended in settlement. Desktop Metal agreed to refrain from disparaging ADAM or face a $100,000 penalty. Markforged then sued again, claiming that Desktop Metal handed out promo materials disparaging its products to over one hundred of its resellers, which would incur a $100,000 fine in each instance. This most recent suit was made public in July 2019 and news of its resolution has not yet been released.
The unicorn continues onward. In its latest and largest funding round (led by Koch Industries), in January 2019, Desktop Metal raised $160 million, bringing its total raised to $438 million. It has also developed a software called Live Parts, designed to automatically generate printable designs. Most recently, at Formnext 2019, the firm introduced its Shop System, a SJP printer that fits between the Studio and Production Systems. With general availability expected in fall 2020, the 4L version (350 x 220 x 50mm) comes in at $150,000, while the 16L (350 x 220 x 200mm) comes in at $225,000.
Out of all three of our 3D printing unicorns, Desktop Metal is the newest, which means that it has also had the least amount of time on the market, which means that its valuation of over $1.2 billion is perhaps the most based on speculation and least on real-world performance. For some tech unicorns in the past, this has only led to proof that unicorns don’t actually exist. For Desktop Metal, we will have to see if their systems actually do make the production of metal 3D-printed parts as easy, safe and cheap as promised.
Metal and composite 3D printer manufacturer Markforged has now released Inconel 625 for the Metal X system, bringing a high-performance nickel superalloy to many more users.
Inconel 625 is used in many high-performance applications where corrosion resistance and temperature resistance are sought qualities. 625 is used in turbines, piping, valves, specialized industrial equipment, hydraulics and in flow applications. It is used in the nuclear and defense industry as well as aerospace, oil, power, chemical, and the marine industry. 625 has already been available on the Exone systems for a few years and recently was made available for Digital Metal. Sandvik, Hoganas, and AP&C already offered 625 for the Powder Bed Fusion market. SLM Solutions, Admatec, 3D Systems, GE and EOS machines let you print in the material. You could order 3D printed 625 parts from Stratasys Direct and others as well.
The systems and setups you would need to successfully print Inconel 625 would be quite extensive and expensive, however. Conventionally manufacturing 625 was often also complex. What Markforged is now doing is making this material an option for many more applications and users. The Markforged Metal X is available for around $100,000. This is a fraction (15% to 5%) of what you’d need to spend with other manufacturers to be able to 3D print 625. Along with a washing, debinding and sintering step the Metal X lets you in a relatively affordable way print parts. Binder jetting metals is still difficult with new geometries and different wall thicknesses and sizes leading to different shrinkages. So ten thousand of the same or similar parts should not be a problem but 10,000 completely unique parts would be. Traditionally as well we think of Powder Bed Fusion as providing us with higher performance more accurate parts than binder jet.
The Metal X set up (is it ten or X, I’ve never asked)
But Markforged is opening a niche here in manufacturing which is a very exciting one. Yes, there is a burgeoning market for Powder Bed Fusion for qualified parts for nuclear, marine and aviation. This market alone in the relatively exotic 625 material is potentially huge. An even broader market exists around this market in processing, marine, automotive, flow, power, defense and oil and gas. This market is huge. Localized production of defense products in-country at the base or at the oilfield alone is a vast market. In light of recent events in Saudi Arabia, 5% of global crude production has been halted for a number of weeks or perhaps months. The Abqaiq attack exposed Aramco to loses of $200 million per day. In that kind of money no object, scenario local production of replacement parts, valves, pipes, and fittings would be a welcome addition for Aramco and many other NOCs. We think that we’re always so cool in 3D printing but our effects and uses represent a considerable impact on small elements of industries to which ours is a rounding error. If the loses from Abqaiq last as much as two months, one firm Aramco, will have forgone in revenue from one damaged site what our entire industry generates in revenue per year.
The US navy seems intent on putting 3D printers on aircraft carriers and other ships. For some reason, they have a penchant for Powder Bed Fusion. I think putting a laser and powder system which needs argon to run onboard an aircraft carrier is lunacy. But, a Metal X system may be much easier for the Navy to operate safely. Surely it will tend to explode less? At the same time, one would expect fewer problems with the whole you know, moving boat thing. Given what is at stake in the Navy with delays, the potential of underway replenishment is also considerable. Onboard 3D printing also makes a lot of sense for some commercial shipping and offshore.
I’m on the whole very skeptical of binder jet but very bullish on the prospects of 3D printing for marine and oil and gas applications. There is incredible unexploited potential there. On time, small series, weight-saving or flow-optimized parts produced in place is exactly the sweet spot of 3D printing. I really believe that Markforged has real potential here to open three multi-billion-dollar markets for 3D printing: in defense local spares, marine and oil, and gas. Apart from Ivaldi, some work by Voestalpine, SLM and Aidro, no one is paying attention to oil and gas or marine. In April we looked at shipboard 3D printing but while this area is expanding it lags significantly behind aviation and even automotive in the adoption of 3D printing.
Jon Reilly, VP of Product at Markforged says that,
“Inconel is traditionally a difficult and expensive material to work with. Before Markforged, many would have to wait for a contract supplier, invest significantly in mold creation, or purchase a powder-based process that requires intensive facility build-outs and highly trained technicians, Now manufacturing Inconel is fast, safe, and affordable.”
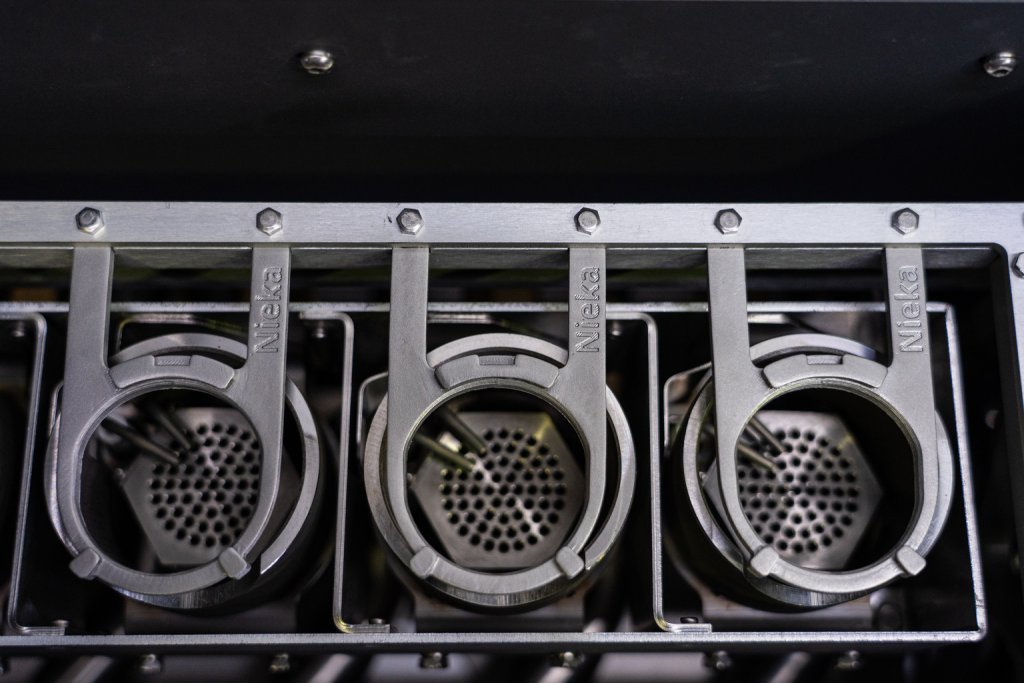
The launch customer is also Nieka Systems which makes “sample preparation equipment for the mining and cement production industries” and has “3D printed Inconel crucible clips to hold samples in place while rapidly and repeatedly cycling between high and low temperatures. The team can now print the same batch of parts in-house 10x cheaper and in just a few days instead of waiting four weeks for the 3D printed parts to be delivered from a third-party supplier.”
There is a lot to be stated for this kind of in time local production by regular industry as well. Whereas I’m super skeptical about metal binder jet being used for many different unique parts, using it for standardized parts, replacement parts and consumables to me has a really exciting future. I’d love for ruggedized Metal X systems to be offered certified for use onboard vessels and able to produce certified and qualified parts for oil and gas as well as marine applications. For now, being able to cost-effectively print 625 moves us all a bit closer to where we want to be.
Markforged started by bringing an innovative continuous composites technology to 3D printing. Rather than try to be all things to all men, the firm had a strong initial automotive focus before branching out. Then the company surprised everyone by releasing a binder jetting metal 3D printer. Now with successive investment rounds, over 100 metal systems sold and new closed-loop technologies focussing on manufacturers the firm looks set for success. Now the company is putting out entire lines of systems with an X3, X5 and X7 on the market. The company also makes a complete suite of products including a sintering and washing station as well as its Eiger software. However, its up against HP, GE, Desktop Metal and new entrants in a very competitive space. How will Markforged compete? What makes this firm special and how can it win? Also, why should you choose to work with them?
The Markforged systems can be ordered with washing/debinding and sintering stations from the firm.
At Rapid we sat down with the eminently bright Greg Mark, the founder of Markforged to talk about the future of his firm.
What makes Markforged special?
We are a software company, that produces parts. We create fully integrated systems consisting of software and materials. To make a production system, that is a combined system that can produce parts requires a different approach. For us to “end to end” ensure that our customers can make the right part we have to take into account all of the factors that influence the making of a part. The physics, the engineering, the code, your STL they all influence the properties of your final part. In order to account for those influences, we have to be systems people who design systems. Our people is, of course, the most special thing about us. We’ve managed to find a group of very enthusiastic, talented and intelligent people who are passionate about 3D printing. Together they make up Markforged. We are always looking for people who love 3D printing, who are systems people. Systems people that want to develop integrated systems that manufacture. There are a lot of companies making 3D printers, few make manufacturing systems. From the very beginning, software was an integral part of our manufacturing solution and with Blacksmith, the importance of software has only grown.
We also do things that no one else has done before. We were the first to 3D print continuous carbon fiber for example. We let you make high strength polymer parts through a low cost material extrusion process. Not only can you 3D print strong parts on the desktop we are letting you do this while fundamentally lowering the cost structure of these parts.
The X7 is an industrial polymer system for continuous fiber
What is adaptive manufacturing?
Up and until now machines go through the motion of making parts with no idea of what they’re making. Spindles move, toolheads cut but they have no awareness. They have no idea where they are and what they’re doing. Literally, they’re going through the motions. Machines will keep on running even if empty or cutting up air.
Now with Blacksmith we’re uniting your inspection equipment with the machine itself. Now for the first time, a machine can know what it is doing at any moment. What’s more, it can connect to an AI and learn about manufacturing. Our machine learning software is letting the machine rewrite its own code. The machine can now improve itself. This will improve reliability and repeatability for manufacturing. The machine can now learn “How do offsets work?” for example.
What will Blacksmith do for manufacturers?
Blacksmith lets manufacturers create dependable parts the first time, every time. Now we’re closing the loop by integrating part scanning, printer hardware, and software. This means that you’ll know that you have the right material, in the right places, and the right shape at the right moment. This improves part outcomes and locks in repeatability when you go into production. Blacksmith compares a design to a 3D scanned part and then adapts the process to create in spec parts.
With Blacksmith we’ve made an autopilot for manufacturing. Rather than waste material and time we cut waste and accelerate time to market. This is not just a 3D printing solution we aim to connect your entire factory to Blacksmith.
So it’s a learning algorithm?
It is a learning algorithm that encompasses all of the relevant data that you need to make an in-spec part. The same way that we train application engineer, we train the AI. For many of our customers’ lack of qualified 3D Printing staff reduces their adoption speed. They have Mary and she understands 3D printing but she will be the only one in the organization. With Blacksmith part of the knowledge that used to only be in Mary’s head will now be in the cloud, accessible to your machines.
The steep learning curve that people have had to go through to really use 3D printing for manufacturing is now reduced. The machine, the factory is on autopilot. Through now being able to predict part outcomes and act accordingly Blacksmith lets companies adopt 3D printing at an accelerated rate. Staffing is now less of a bottleneck and the company can get to production quicker.
The Onyx two is a desktop system that can make continuous carbon fiber parts.
In binder jetting metals, the sintering step has always been problematic. How are you trying to solve this?
We’re letting the machine change its own code to make their own part. Blacksmith can now predict parts and defects. We don’t use a linear scale factor. Blacksmith intelligently alters the part to get the outcome that you need. In this way, we can have a system that will continuously learn and improve to get the optimal output for manufacturing.
A while ago GE announced its’ surprising entry into the binder jetting market. GE was already active in two metal 3D printing technologies Laser Powder Bed Fusion and Electron Powder Bed Fusion. Both these technologies use an energy source to selectively heat grains of powder in a sealed chamber. PBF based technologies produce dense, accurate parts that are being used in aerospace, implants, dental and other demanding applications. PBF technologies are far from perfect. The initial investment is high (around $1.5m if you want to do manufacturing) and requires an industrial gas installation and sophisticated resources, employees and knowledge. It may take a company a year to coherently manufacture parts with Powder Bed Fusion for metals. But, once they do they can reliably make tens of thousands of parts in a predictable way with these technologies. Arcam’s EPBF is being used at GE Additive to make turbine blades and orthopedic implants while the Concept Laser/In house derived LPBF is being used for all manner of aerospace and industrial parts.
A much lower cost, much lower barrier to adoption technology was dominating the headlines however: Binder Jetting for metals. HP, Desktop Metal, Markforged, and others were steaming ahead with this technology. The headlines were in favor of binder jetting which was being touted as the technology that would bring inexpensive manufacturing in metal 3D printing to thousands of firms. With much lower investments and quicker adoption, this easier cheaper technology would produce parts for mere cents that could go into cars and relatively inexpensive goods.
I’m personally very skeptical about binder jetting metals. I know if enough people and more importantly enough VC money believe that you will make it then you may make it. But, 3D printing is not a filter for your selfies. In binder jetting a layer of fine (less costly than PBF) powder is jetted together via a binder, the part is then sintered. Essentially a lot of the process is very similar to the MIM (metal injection molding) business. And there they have traditionally had many problems with the sintering step. In sintering, results can vary enormously depending on wall thickness, part size and geometry. Studying initial binder jet metal parts made me only more skeptical. At the same time, existing firms such as ExOne and Voxeljet had been doing the same thing for years making millions of binder jetted metal parts albeit without the marketing pizazz.
When I heard that GE had made its own binder jetting 3D printer in a number of months I found it a surprising but very logical move. Now with the firm getting some traction I’m curious to see where they’re headed with this. I sat down with Jake Brunsberg who is leading GE’s binder jetting initiative to find out more about the technology.
What is the status of binder jetting at GE?
We have a beta machine at the moment. We hope to release it widely in 2021. At the moment we’re working with key partners to understand the needs of the manufacturing industry. We’re working with partners inside GE to learn what their requirements are to manufacture metal parts with binder jetting. With both Cummins and Wabtech we’re looking at what our partners need to manufacture at an industrial scale in automotive and transport.
How does binder jetting fit in with your other technologies?
Our binder jetting solution is suited for high volume low-cost parts. With binder jetting you may not be able to do everything that you can with Electron Beam Melting or Direct Metal Laser Melting but you do have high throughput and much lower costs.
How do you hope to position the technology?
For binder jetting, we’re really looking at other types of components such as power train components. For some of these parts, we believe that our binder jetting solution can produce cost competitive parts. Ontop of that we hope to see further gains as we help our customers design for additive. If we can then help them design for Additive, part consolidation, conformal cooling and weight saving will improve them further still. We’re really looking to help the customer add value to the parts. We are aiming for positive ROI as opposed to traditional manufacturing technologies with which we’d like to compete at volume.
We’re also aiming to make larger components. Basketball size parts. We’ve worked for a long time on the technology side of the material space. This lets us make large parts suitable for serious manufacturing.
We’re looking at industrial firms, automotive firms and the MIM industry as customers. We also have made binder jet parts capable of aerospace applications. For volume we’re of course looking at cars and industrial but throughout our own businesses we have a lot of business units that are really interested such as our aero and power businesses.
We see binder jetting as being a very synergistic technology. Orthopedic implants for example could be made with Arcam EBM, and you’d never use binder jetting for that application. However, you could 3D Print the surgical tools that are used in that operation with binder jetting.
What is different about your approach?
We are looking at the full process. Outcomes are really dependent on all of the steps in the process. By looking at all of the steps and using our experience in industrializing manufacturing for many technologies we’re developing one solution. This is a whole factory solution. We aim to let our customers make meaningful parts. Meaningful parts with repeatability.
In order to do this we’re looking at predictive analytics, we’re looking at distortion, we’re looking at the sinter cycle. Our approach is very integral. Through software, we’re able to predict the final shape. Without this ability, it would never get out of the lab. And we want to be out of the lab, on the factory floor.
Do you feel that you’re looking at binder jetting differently than others?
A full process solution is our real focus. Production parts with the right design considerations taken into account. Things like predistortion compensation will let us roll out this technology at an industrial scale. We are geared towards industrializing technologies. We look at the total cost per part and take into account full business ROI including things such as inventory management and aftermarket support. We look at true TCO because this matters to us.
What materials are you looking at?
We’re experimenting with a broad range of materials. We’re mostly looking at heavy steels such as 17-4 and 316. Any kind of sinterable steel is of interest to us. We’re also looking at nickel superalloys for aviation applications. We’re testing parts such as high temperature brackets for example instead of using casting.
Steel is one of the most popular materials worldwide and this is where our focus is now with the second generation binder jetting machine.
You hope to launch in 2021?
Yes, we hope to launch then but first, we want a full factory line in place so we can validate the technology. We want to be a production solution and we want customers to be able to see that.
We’ve got plenty of business news for you in today’s 3D Printing News Briefs, starting with Additive Manufacturing Technologies’ impressive growth as of late. ExOne has announced a collaboration with Oak Ridge National Laboratory, and DigiFabster has announced several updates to its platform. Moving on to new product launches, Shining3D has a new industrial metrology system, and peel 3d introduced a new affordable 3D scanner.
UK-based Additive Manufacturing Technologies (AMT) was founded in 2017 and is now emerging from semi-stealth mode and into full commercial production with its automated post-processing and finishing solutions for 3D printed parts. The company is showing rapid growth forecasts, and has been opening new US facilities, announcing partnerships, and hiring important personnel to help with its mission of providing the industry with industrial AM post-processing. AMT has made two important strategic additions to its Global Innovation Centre in Sheffield, appointing David Manley as Non-Executive Chairman and hiring Gavin Minton as the Aftersales and Customer Experience Manager.
“These are indeed exciting times at AMT as we aggressively market and sell our PostPro3D post-processing systems for AM parts having moved from the semi-stealth mode we have been operating in for a couple of years. We have been growing rapidly, but now we are moving to the next level — with our technology capabilities, our facilities and our brilliant team. We are really excited to welcome David and Gavin to AMT — they will be fundamental to our continued growth strategy,” said Joseph Crabtree, CEO at AMT.
“The post-processing step has long been the Achilles heel for AM as it moves to being a true mass manufacturing technology, and we are proud to offer our fully automated solution, which is already revolutionising the ways in which manufacturers integrate AM as a mass production tool. AMT is working in partnership with numerous OEMs, vendors and material suppliers to take the pain out of post-processing with an intelligent and collaborative approach, and we are scaling up production globally in order to share the progress we have made with our post-processing solutions. David and Gavin will join our team to provide key support in this mission.”
ExOne Announces Collaboration with Oak Ridge National Laboratory
The ExOne Company, which manufactures 3D printers and provides 3D printing services to industrial customers, is collaborating with Oak Ridge National Laboratory (ORNL) to continue advancements in binder jet 3D printing technology. Binder jetting is important because it offers lower operating costs, and maintains higher levels of productivity, than many other AM technologies, and ExOne is an industry leader in non-polymer binder jet 3D printing. Its collaboration with ORNL is targeted initially on developing technology for new binder jet systems, leveraging ORNL’s instrumentation and advanced data analysis methodologies, as well as the Department of Energy’s Manufacturing Demonstration Facility (MDF) at ORNL, in order to optimize chemistry and process parameters for its sand and metal systems.
“By collaborating with a world-class lab like Oak Ridge National Laboratory, we accelerate ExOne’s binder jetting technology capabilities,” said Rick Lucas, ExOne’s Chief Technology Officer. “We believe these collaborative efforts will effectively and efficiently result in the establishment of new materials, binders and process developments, retaining our significant edge over competitors and other technologies in the industrial manufacturing space.”
DigiFabster Announces Platform Updates
3D printing software and services provider DigiFabster, which uses its software-as-a-service (SaaS) platform to help companies easily automate and streamline certain business processes, announced that it had made several important enhancements to its platform this spring that will benefit many different types of users, including 3D printing service bureaus. The company has many customers who use HP’s Multi Jet Fusion technology, which accepts the 3MF file format, and DigiFabster’s platform now supports 3MF direct uploads through its web-based widget.
DigiFabster also enabled a new feature so that customers can accept purchase orders as a form of payment, and modified the code for its Floating button installation so that it can adapt to different screen widths. Another new capability makes it possible for CNC users, like machine shops, to easily change their pricing based on how complex the machine work is, and the DigiFabster system was also updated to automatically check for wall thickness, so that the files customers receive are ready.
SHINING 3D Launched New Metrology Products
Chinese 3D printing and digitizing company SHINING 3D recently attended the international Control trade fair for quality assurance, and released its latest industrial metrology solution at the event. Three products make up the portable system – the FreeTrak optical scanner, Freescan Trak 3D scanner, and FreeTrak Probe – which work separately and together to offer a comprehensive industrial scale measurement solution.
The versatile FreeTrak system of the wireless solution can capture the scanner structure’s spatial position in real time, and also allows the user to move the part, or tracker, during measurement without the results being compromised, which makes it perfect for use in unstable environments. The FreeTrak Probe, a portable CMM probing system created for use in industrial environments, is not “susceptible to environmental influences” like position changes and vibration, and can be used to generate highly accurate data even in challenging places. The FreeTrak system is now being integrated into SHINING 3D’s metrology and industrial solution ecosystem.
peel 3d Introduces Affordable 3D Scanner
Canadian 3D scanner developer peel 3d is on a mission to provide universal access to affordable, professional-grade 3D scanning technology. Located in Québec, the peel 3d team just launched the peel 2, a brand new variant of its peel 1 scanner that has three cameras instead of just one, for maximum accuracy, resolution, and realism. Powered by Creaform technology like its predecessor, the easy to use peel 2’s integrated color-capture functionality allows users to archive objects in high definition, as well as in their original colors, and monitor the accuracy and progress of the surface coloring. The new peel 2 also features new and improved peel 2.0 software with more functionalities, in addition to a system that uses a scanned object’s texture to improve its ability of positioning itself accurately in space.
“peel 2 pushes back all technical boundaries and redefines the concept of affordable 3D scanners,” stated François Leclerc, the head of the peel 3d initiative. “It will appeal as much to artists wishing to switch over to digital as it will to medical professionals wanting to scan the human body or mechanics working with existing components. It is by far the most comprehensive entry-level scanner on the market.”
The peel 2 is available for purchase online from peel 3d and select retailers for $7,490.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The Metropolitan Museum of Art’s Costume Institute fundraiser event, better known as the Met Gala, has been referred to as the Oscars of the East Coast. This highly exclusive event heralds the arrival of the Costume Institute’s annual exhibition, and is a chance for fashion’s elite to strut their stuff. This year, famous designer Zac Posen, who launched his House of Z label at the age of 21, used 3D printing to go above and beyond on fashion’s biggest night. I was lucky enough to be invited to a luncheon in New York recently where Posen, and his collaborators GE Additive and Protolabs, discussed their teamwork over the last year to design and 3D print pieces for the 2019 Met Gala.
CNN’s Aileen Kwun asked, “What does it mean to be “camp” in our age of political absurdity, and of social media-driven of excess and spectacle? The Metropolitan Museum of Art’s Costume Institute will attempt to address the historical context and significance of camp in fashion for its next blockbuster exhibition.”
In this case, we’re not talking about camping in tents and sitting around a fire pit, but more artifice and theatricality. Sontag herself defined camp as being a “love of the exaggerated,” in addition to a “sensibility of failed seriousness.”
Exaggerated is right when it comes to Posen’s 3D printed Met Gala collection, but in the best possible way. The designer and his 3D printing partners combined AM technology with CAD, stalwart fashion design techniques, and conceptual thinking to come up with several beautiful and unique pieces for the star-studded gala.
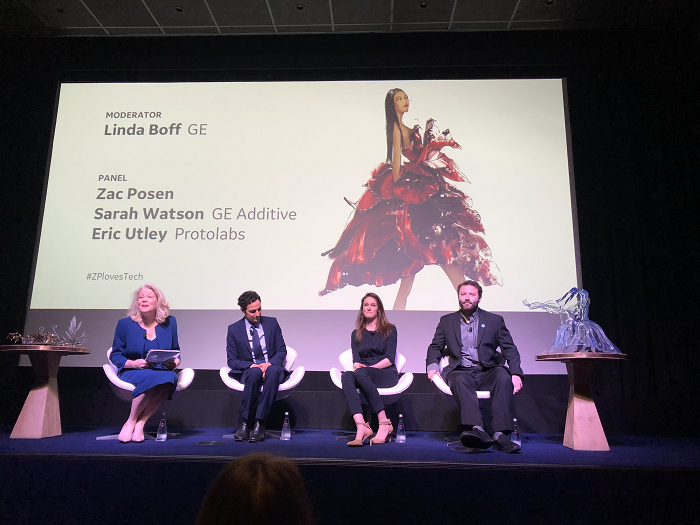
The event kicked off with a short video presentation before four people took the stage for a panel discussion: Linda Boff, GE’s chief marketing officer; Protolabs applications engineer Eric Utley; Sarah Watson, a design engineer with GE Additive’s design consulting team AddWorks; and Posen himself.
Zac Posen
The eye-catching collection was inspired by nature, and more specifically the idea of freezing natural objects in motion. Posen has always been interested in the fluidity of fabrics, and has long wanted to experiment with the use of 3D printing in his designs.
“I wanted to work in 3D printing for, I don’t know, 20 years, and I tried to get my hand into it a few times, and – you know, this was the beginning, I didn’t know what the capabilities were,” Posen said during the panel. “So it was the beginning of this quest and collaboration.”
In a serendipitous moment, he actually had dinner with Boff the day after the 2018 Met Gala, and the collaboration was born when they realized that the 2019 event would be the perfect opportunity to mix 3D printing with high fashion.
“Then I did a trip to Pittsburgh and had a million and ten questions about plastic molecules, what’s possible, you name it,” Posen explained. “And then they kind of started to say, ‘Well, what do you want to start dreaming?’ And I talked about natural form, because I like to garden.
“Our greatest innovator and scientist is Mother Nature…that was really the start.”
Over the last year, the partners have been hard at work creating some absolutely stunning pieces. Posen and his creative team worked with the 3D printing experts and design engineers at GE Additive and Protolabs to explore multiple digital technologies – GE Additive brought its experience in additive design for multiple modalities, mechanical and industrial design, and creative and complex CAD modeling to the table, while Protolabs supplied its industry expertise from a wide range of manufacturing industries, materials, and processes.
Posen stated, “I dreamt the collection, GE Additive helped engineer it and Protolabs printed it.”
It took many, many hours of 3D printing to complete the collection for this year’s Met Gala – Posen and Boff said that the collaborators spoke with each other daily – and several of the garments were actually fitted to exact 3D recreations of the bodies of the people who would be wearing them; according to the Hollywood Reporter, Posen invited nine guests to the event, but only some of them rocked 3D printed pieces on the museum’s pink carpet.
The great thing about 3D printing is the freedom it offers, which allows users to fabricate designs that would have been extremely difficult, or even impossible, to make using traditional forms of manufacturing. Additionally, there are many available custom finishing options for 3D printed pieces, in which Posen was extremely interested.
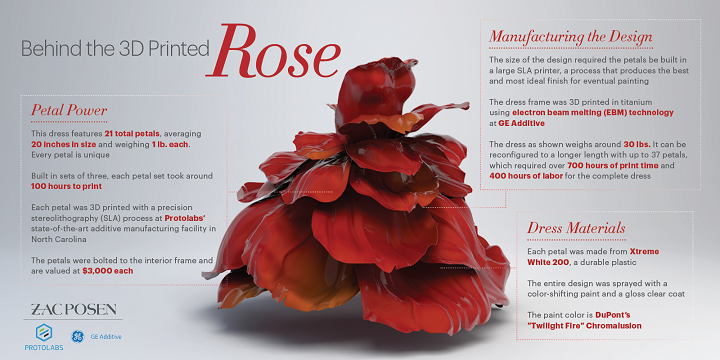
At one point early in the discussion I was looking down while writing notes, but my head quickly snapped back up when I heard multiple intakes of breath around me as a model walked into the auditorium wearing one of the stunning Met Gala pieces: the Rose Dress, worn at the previous night’s event by British supermodel Jourdan Dunn. The model walked slowly back and forth in front of the room so that everyone could get a good look at the amazing dress, which is based on the structure of a real rose.
The custom gown has 21 unique 3D printed petals, each one weighing 1 lb. and averaging 20″ in size, made out of Accura Xtreme White 200 durable plastic and printed on an SLA system. Primer and color-shifting automotive paint from DuPont were used to finish the petals, which are actually held in place on a modular 3D printed titanium cage that’s completely invisible from the outside of the dress. The cage was 3D printed on an Arcam EBM system at the GE Additive Technology Center (ATC) in Cincinnati, Ohio, while the gown itself was fabricated at Protolabs’ North Carolina facility; the 3D printing and finishing of the Rose Dress took over 1,100 hours.
[Image: Protolabs]
According to Posen, the first petal prototype was a little too heavy, and the team had to determine how to reduce the weight by 20%, in addition to balancing stiffness with organic movement and adding a buttress underneath for extra support of the titanium frame. Watson explained that the dress design was very modular, and the cage itself is adjustable.
“Our role as design consultants is to come in and have this immersive relationship with the customer,” Watson explained onstage. “So this was kind of an example of any other project we’d do with other industries, but slightly more, I think extreme, in just having us understand and start to work with each other. So Zac would give us feedback, like ‘It needs more energy and motion,’ and I was like, do you have a dimension for that?”
Everyone in the room laughed at this, particularly, I’d say, those of us from the manufacturing industry, and Posen continued her thought: “What do you mean by energy?”
Watson continued, “But then we started to ask questions and we started to work together and kind of understand what that meant. And by the end, it really started to click.”
She said that the 3D printed clear bustier the team made for actress Nina Dobrev to wear was a good example of the company’s partnership with Posen really picking up steam.
“We worked really hard on the front of it, took a long time iterating back and forth to get a front that you really loved, and then on our last visit to New York, you said, ‘Let’s just add some twists at the back that look like they’re floating away in the wind,’ and I was like, ‘All right, I think I know exactly what you want.’ So we started to learn how to work together.”
The bustier – a clear dress 3D printed on an SLA printer – is the only piece of the Met Gala collection to be created at Protolabs’ German facility. Posen told us that it actually got held up on the way over to the US because the customs officials thought it was an art piece, to which Boff responded, “It is an art piece!”
The interior of the 3D printed dress perfectly matches Dobrev’s 3D recreation, and comes in a 4-piece assembly for a truly custom fit. The first version was not as translucent as Posen hoped, so to get the glassy, liquid appearance of the final piece, Protolabs used Somos Watershed XC 11122 plastic, then finished it by wet hand sanding and spraying it with a clear coat.
All told, the 3D printing and finishing of the bustier dress for Dobrev took over 200 hours.
“I think it’s really funny how this is fashion, but we were using a lot of the same plays in the playbook that Fortune 500 companies use to develop their products,” Utley said at one point during the discussion.
He said that the team made scale models and combined them with 3D CAD files to give Posen a better idea of what a piece would look like before printing even began. Watson noted that the same kind of problem-solving and engineering can be applied whether GE Additive and AddWorks are completing design projects for the aerospace industry or for the fashion world.
“When you’re trying to solve these problems of how do we print this, how do we design it for additive, how do we assemble it so that it assembles in a way that you really can’t tell how it was put together, those types of problems really apply across many different industries,” Watson said.
While the 3D printed Rose Dress and bustier are both beautiful and unlike anything I’ve ever seen before, the third of the Met Gala dresses we talked about is my favorite – a custom, purple Zac Posen gown, with a 3D printed palm leaf collar accessory, worn by actress (and Ohio native!) Katie Holmes.
While Posen did not have the neckpiece itself, which was 3D printed at the North Carolina Protolabs facility on an SLA system, he did bring the mold for it to the panel. He explained that he waited for the 3D printed neckpiece to fully evolve before he got to work on the draping of the beautiful dress, which he described as “1950s-quality” and like a “purple sunset.”
The pearlescent palm leaves were 3D printed out of Accura 60 plastic and finished with pearlescent purple paint (Pantone 8104C). The piece drapes over the actress’s shoulders and attaches to the neckline of the tulle gown at her clavicle. It took over 56 hours to 3D print and finish the palm leaves for the striking neckpiece.
Watson explained how Posen found a palm leaf he liked from his favorite craft store and sent it to GE Additive, who laser scanned it to make a 3D model. After the model was cleaned up and modified, the designers added a twist so that it would perfectly match and “float away over” her shoulder.
“That just demonstrates the power of this technology – you can start with this inspiration and modify it, add all the complexity you want, bring the vision to life in the 3D model, and then create it,” Watson said.
Moving on, Boff picked up an intricate 3D printed vine headpiece, flush with leaf and berry embellishments and finished with brass plating, and remarked that she was scared to even hold it. Posen told her not to worry, as the headpiece, worn by actress Julia Garner at the 2019 Met Gala, was made of nylon.
Garner wore a custom Zac Posen ombré silver to gold lamé draped gown with the headpiece, which was printed as a single piece with binder jet technology on an HP Multi Jet Fusion system.
The headpiece, which features a butterfly in the center, was the fastest piece of the collection to make: 3D printed with no supports, plated, and finished in just over 22 hours at Protolabs. It was a comparatively quick job, and the team commented that there is no way they could have made the headpiece through more conventional forms of manufacturing.
The final piece in the Met Gala collection was a custom Zac Posen metallic pink lurex jacquard gown, worn by Bollywood icon Deepika Padukone, that included delicate 3D printed embroidery which Posen described as “a little sci-fi” and was inspired by underwater creatures like sea urchins and anemones.
The 408 pink and silver embroidery pieces, 3D printed on an SLA system at Protolabs out of Accura 5530 plastic, were all different sizes, and were actually sewn on to the outside of the gown. But before that happened, the pieces were vacuum metalized and center painted with Pantone 8081 C; the 3D printing and finishing work on the embroideries took over 160 hours.
At the Met Gala, Posen and two of his other guests also wore 3D printed accessories – the designer added 3D printed lapel brooches to his ensemble that were essentially a scaled down version of the large palm leaves that made up the 3D printed neckpiece. 3D printed out of high resolution Accura 5530 material on both SLA and MJF machines, these brooches were finished in pearlescent purple and gold paint.
Additionally, Vito Schnabel and actor Andrew Garfield both wore 3D printed cuff links that integrated Posen’s logo and represented a scaled down version of the Rose Dress. The cuff links were 3D printed out of MicroFine Green material on an SLA 3D printer and dramatically finished with color-changing red and gold paint.
The four panelists then took some questions from the group, and one of the first people to get the mic wanted to know what had surprised each person about the collaboration. Posen said that all the partners began to learn one another’s vernacular during the process, while Utley stated that the evolution of the project was surprising and Watson continued, noting that “Zac wanted to go bigger and bolder than other 3D printed fashion.”
“It can be hard to conceptualize something like this,” Watson continued. “But this is a great demonstration of what the technology can really do.”
Utley stated that the fashion collaboration took advantage of two important things 3D printing can offer – lightweight designs and mass customization.
“Let’s give credit where credit is due – aerospace and medical get a lot of noise for adapting 3D printing, but like Zac said, he was using 3D printing ten-plus years ago, and it [fashion] is well-suited for those aspects,” Utley said.
Posen said that he was “very proud” of the partnership with GE Additive and Protolabs, and that he was able to work with the two companies to “bring motion and life to technology.”
“Had we not had a partner in Zac Posen, who literally thinks in 3D, this never would have happened,” Boff said about the Met Gala collection. “It was a project of tremendous joy and passion, and to see it come to life on the steps of the Met is a once in a lifetime experience. It was just incredible.”
When asked what she had learned from working with Posen, Watson stated that AddWorks and GE Additive will typically use CAD software for more industrial applications, but that they had needed to shift and become more familiar with using other software, such as Rhino and Blender, in addition to photogrammetry, for this particular project. Speaking of software, Posen was asked if the collaboration would change how he designed clothes from now on.
“I would love a software that will let you model fabric and draping,” he answered. “And we’re getting there!”
[Image: Protolabs]
Another person asked the question that is always on my mind when it comes to 3D printed clothing – what does the path look like to consumer 3D printed fashion? Many designers are working to use the technology to make wearable clothing that’s less of a novelty and more for everyday use, but that can sometimes be easier said than done. But Posen had a great answer, and stated that the next big challenge was dealing with closures for clothing.
“What’s the new zipper?” he asked.
As most of us aren’t lucky enough to have an army of people helping to dress us, or own clothing made to perfectly fit our bodies, this is a smart question to be asking. Posen also said that we have a long way to go in replicating fabric, and that further advancements in both scale and material are still to come in the future. Watson also chimed in and said that 3D printing could easily be used to make molds in the fashion industry.
Boff thanked the teams from GE Additive and Protolabs for their “remarkable” patience, flexibility, and commitment, and said that the project shows how 3D printing in any industry, fashion or otherwise, is really about “working your way back from a problem.”
“And in this case, that problem was dressing five gorgeous women,” Boff said as everyone in the room laughed. “But it is something that applies to so many different industries, and I just think for all of us, this can sound a bit fantastical, but 3D printing is real.”
3D printing is still growing faster than any other type of manufacturing technology at the moment, and the fashion industry, as well as other applications in consumer goods, can really use the technology to its advantage to help the market evolve. Posen has said that the 3D printed Met Gala collection is an example of fashion as an art form, and not the standard in terms of mass adoption. But, while we still can’t walk into Macy’s and purchase our own 3D printed Rose Dress just yet, I think that day is coming.
Check out some more pictures from my trip to New York below:
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Additive manufacturing OEM ExOne has collaborated with Catalysis Additive Tooling, an Ohio-based 3D print tooling and part manufacturer, to create a new process for 3D printed tooling for low-to-medium volume production parts. Furthermore, Catalysis is working with ExOne to help manufacture the new X1 25 Pro 3D printer using its tooling processes, which will be showcased […]
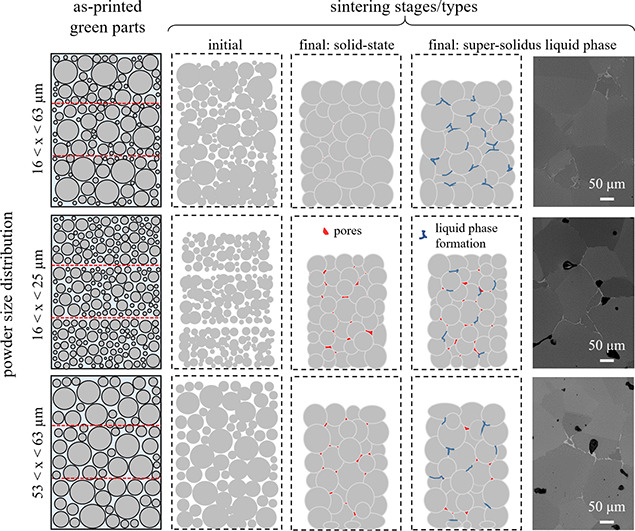
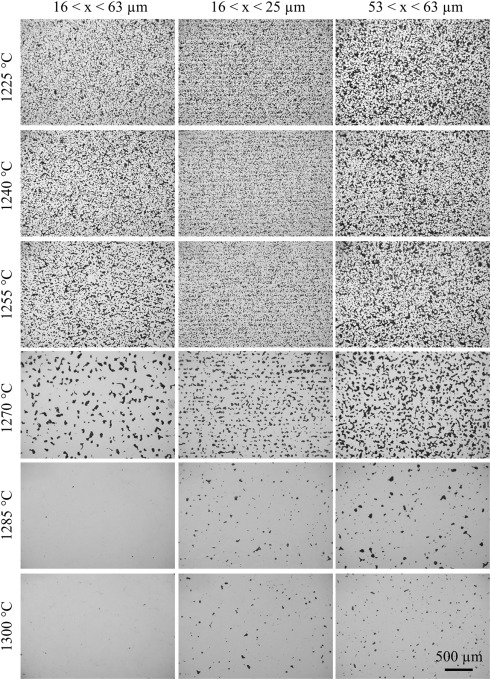
In a paper entitled “Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625,” a team of researchers test gas-atomized alloy 625 powders of three different powder size distributions including 16–63 μm (full), 16–25 μm (fine) and 53–63 μm (coarse). The powders were 3D printed with green relative bulk densities of about 52%, 45% and 48%, respectively, followed by vacuum-sintering at temperatures between 1225°C and 1300°C for 4 hours.
“For the fine and coarse powders with narrow size distribution, printing defects with high pore coordination numbers may form during the binder jetting process which cannot be removed during the final sintering stage even during supersolidus liquid phase sintering,” the researchers state. “However, the full particle size distribution gave higher green density with fewer large, highly coordinated pores so supersolidus liquid phase sintering was able to reach near-full density. Additionally, the fine powders gave non-uniform, anisotropic linear shrinkage during sintering which is unfavorable for designing complex structures.”
The researchers, using binder jetting, 3D printed samples of each powder size distribution, and sintered three samples from each set to study densification behavior. The bulk density and mass of each sample was measured when both wet and dry. For all particle size ranges, the relative bulk density increased with increasing sintering temperature from 1225°C to 1285°C. For temperatures above 1270ºC, it was also found that the coarse powder range samples had the lowest sintered density while the fine powder range samples showed the highest density.
“In general, it is thought that wide pore size distributions and low green density associated packing defects affect microstructural evolution, in particular the grain size and diffusion distances in final stage sintering and this controls final density,” the researchers state. “Thus, it was essential to examine the effect of the PSD on the average microstructural descriptors associated with the densification process. These include the average grain and pore size.”
In the experiments, binder jet 3D printing parameters including layer thickness, binder saturation and drying time were kept constant in order to study the effect of powder size and particle size distribution on the densification behavior. The following conclusions were reached:
“During densification of parts sintered between 1225 °C and 1300 °C for 4 h, the 16–25 μm powder showed higher linear shrinkage compared to the 16–63 μm and 53–63 μm powders. This correlated with lower green density of 45% achieved from the fine powder compared to the 47% and 52% for coarse and full range powders, respectively. Additionally, it was seen that as the sintering temperature increased to 1285 °C or higher, linear shrinkage in z direction was greater than that in the x and y directions, especially in 16–25 μm powder. This is thought to be due to the effect of gravity on particle rearrangement during sintering.”
In addition, densification was faster in the 16–25 μm powder samples up to 1270°C, but at the higher sintering temperature, the 16–63 μm powder samples showed faster densification behavior and more pore elimination during the final stage supersolidus liquid phase sintering.
Authors of the paper include Amir Mostafaei, Pierangeli Rodriguez De Vecchis, Ian Nettleship and Markus Chmielus.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Back in the 3D printing dark ages, 2005, David Burns joined ExOne to make manufacturing using 3D Printing a reality. In the ensuing thirteen years a lot of things have changed. We’ve seen a lot of 3D printing companies come and go. In 2005 “3D printing for manufacturing” was cute and only a few solitary voices were crying out that this was going to happen, David’s was among them. He and ExOne were tackling quality control, reliability, and repeatability back then; and trying to make 3D printing an industrial process. They were starting to manufacture tens of thousands of low-cost metal parts for customers. They along with Voxeljet were the only metal inkjet companies as well, whereas now there are over a dozen people in various stages of commercializing metal inkjet 3D printing technologies. Entire choruses, unburdened by knowledge or experience, are now crying out that 3D printing for manufacturing is the future. David meanwhile, was doing the heavy lifting (and an IPO) while many of you had probably never heard of 3D printing. Now that he’s an independent board member, advisor and consultant its time for him to reflect on his time in the 3D printing trenches with some insightful answers to 3DPrint.com’s questions.
You came to 3D Printing in 2005 from a background in manufacturing. What was the 3D printing landscape like back then?
“In the life of products, 2005 seems like a century ago. We used to laugh, as we evangelized for this “ground breaking” technology, that people used to pat us on the heads and say ”oh, that sounds nice.” There is no doubt that in 2005, the general sentiment was that 3D printing was a curiosity and not a serious technological thrust. This impeded progress in many ways, not the least of which was that critical R&D dollars were slow to flow to 3D printing.”
And now?
“Oh, how the landscape has changed. The sentiment among end-users is no longer about “if we will succeed”, but rather a clear sense that “we will succeed”. On a global basis, we can see a determination (and almost desperation) to fund emerging ideas and to see them through to either success or failure. Of course, that applies as well to all of the supporting and enabling technologies that surround 3D printing, like software, materials, inspection, sensor technology, data transmission and storage, etc. Clearly, we need success in all aspects of this technology circle to develop simultaneously.”
What are the most significant improvements over the time frame?
“The last few years have seen the emergence of some pretty surprising innovations in 3D Printing itself. This includes a really impressive array of machine-based approaches, often combined with robotics and AI to fully integrate functionality within lines. And, there has been an interesting but quiet trend to “hybridize” traditional manufacturing technology approaches with additive approaches.”
There is still a lot holding back 3D printing in manufacturing today. What are some of the main issues?
“Well, one of the most important elements of an effective and robust manufacturing environment is a commitment to continuous improvement. So, in that context, I see two short term areas of focus that would really help.
The first would be investment in process stability. It has become a source of pride in many manufacturing environments that the basic deviation patterns of outcomes is well understood and controlled. Most 3D Printing lacks the basic process stability that is so necessary for volume production.
The second would be the need to extensively (and rapidly) expand the suite of material that can be effectively printed. The good news on the material side is that 3D Printing allows for new, customized materials to emerge.
I want to be sure that I make one point, though. I see these issues as eminently solvable. With a robust R&D funding environment, these basic challenges will be overcome. It is simply a function of the quantity and speed of investment that will determine how fast that we overcome them.”
QA seems very poorly developed in 3D printing?
“I want to change the language of that question a bit. Continuous improvement methodologies exist which can be directly applied to 3DP and to move it forward, in the QA sense. You can see mounting evidence that it works….but I do want to provide a caution here. We need entrepreneurs to understand that there are well-proven processes within manufacturing that cannot be ignored. I do worry, a bit, that some companies are trying to approach the industrial marketplace with little experience, or little sense of the long manufacturing journey toward optimization.
I do understand why it may feel as if QA is lagging in 3DP, since there are consistent deviations in even part-to-part characteristics. But, with the application of continuous improvement processes, and the injection of research dollars at the right time, these knotty problems are resolvable.”
In metals, a lot seems to be going on right now, with investment pouring in and much excitement. What are the companies that you are closely watching?
“Part of my work involves being a general advisor to AMT – The Association for Manufacturing Technology. But part of my time is allocated to providing advisement services directly to manufacturing companies, some of which are 3DP companies. So, it is probably not fair for me to specifically name companies that I find exciting. That said, manufacturing is a broad-based, global activity. I do tend to get excited by metal printing companies that are clearly focused on end-user needs, and not simply enamored by their own technologies. I also do not see the need for emerging companies to feel the need to print the toughest materials, in the toughest applications. There are a myriad of opportunities for companies that want to compete on the well-established measures for manufacturing – cost, quality, and on-time delivery.”
I’m a little more skeptical than most about binder jetting metals. Won’t shrinkage continue to be problematic? Or will they solve these issues?
“Well, questions about binder jetting hint at some of the things that we just discussed. Some binder jet companies are, in fact, looking to the MIM world for ideas about controlling the sintering process. And there are surely helpful answers there. Others have invested significant dollars and have found ways to increase density and lessen distortion. I think that offline sintering can pose a significant challenge – but that sufficient research can find innovative solutions. I am not entirely sure that the challenges posed by off-line sintering imply significantly more part-to-part variation than some of the other powder bed based processes. And I do see cost advantages in binder jetting. I think that there will be a healthy number of applications for which binder jet will be appropriate.”
We’re seeing new companies try to tackle low-cost metal parts. Which kinds of parts will be industrialized first?
“Well, the low-cost marketplace poses some challenges. Material and energy-related costs present initial hurdles that need to be overcome. That said, there are lots of parts which run in relatively low volumes and that require significant fixturing and changeover on traditional machines. These are good targets. As well, many of those sorts of parts have been sourced from remote locations, for reasons that we all understand. If we do a realistic analysis of true supply-chain costs, including communications, working capital, quality resolution, etc., then I see abundant opportunities for 3D Printing.”
Do you think that in the near term there will be direct competition between the new binder jetting companies and the DMLS (Powder Bed Fusion, Selective Laser Melting) companies?
“Perhaps not in the very near term. The strengths of each process are currently a bit different. That said, as more materials become available, and as the part-to-part consistency improves, competition will (and should) develop. Remember, the annual market for traditional manufacturing technology products (on a global basis) is between $90 – 100B. Inside of that is a massive market for machines. While some of those machines are for specialty purposes, the vast majority are “part agnostic”. That is, they can be used for a wide range of parts. I think that this is the inevitable evolutionary path for machines used for metal 3DP.”
How do you think the metal printing market will develop?
“I think that the answer to that may vary by region of the world. In the US, which imports massive numbers of metal parts from other places, I think that the acceleration will be rapid. I can easily see where service bureaus that have broad-based capabilities (including traditional processes, inspection, and certification) will grow very rapidly, as the supply chain adjusts to the power of integrated digital manufacturing technologies. I think that OEM’s may invest more slowly than service bureaus, but it does not matter. What matters is that the supply transitions to embrace these new, integrated manufacturing technologies. In other countries, the transitional challenge may be different. In countries that are heavily invested in manufacturing infrastructure, the decision to disinvest in their well proven, highly capitalized processes could be harder. Clearly, the emergence of product offerings that are full lines (many recently) are reactions to the challenge of displacing well-developed, effective manufacturing processes.”
Whats the thing that surprised you most in 3D printing?
“That is a hard question. I became interested in, then immersed in, 3DP quite a long time ago. I perhaps saw the immense potential, from a high-level perspective. But, with a background in traditional manufacturing (which is quite effective and which I greatly respect), it was not clear how 3DP would ever become robust enough to displace that traditional structure. Especially when I thought about the immense quantity of investment that would be required. I think that a key transitional element has become the willingness of OEM’s to take a leadership role in the development of advanced manufacturing technologies. In the past, these same companies were relatively content to allow the supply chain to evolve manufacturing technologies. Nowadays, you have end users directly involved in funding and guiding that development. The final surprise, for me, is actually how powerful this combination of software, hardware and materials can be in changing our world. The applications that have emerged and are stunning and make the world a better place. I cannot wait to see what happens next.”
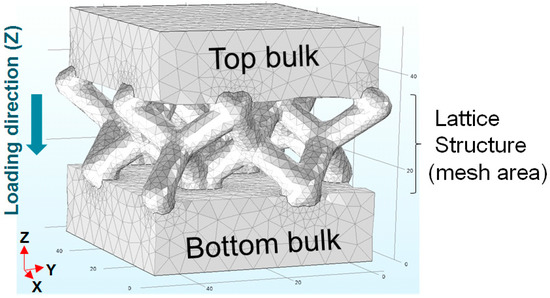
3D printing is often used to produce molds for casting. In the case of sand molds, binder jetting is typically used; however, its high costs, due to expensive materials, need to be lowered, according to the authors of a study entitled “Mechanical Analysis of Ceramic/Polymer Composite with Mesh-Type Lightweight Design Using Binder-Jet 3D Printing.” In the study, the researchers investigate the mechanical properties of sand molds with a lightweight structure for low material consumption and short process time.
Binder jetting is a faster method of making sand molds than conventional casting, but it’s still too expensive, according to the researchers. In the study, they work to find a methodology of the lightweight design in a smaller length scale for binder jetting 3D printing, such as a typical conformal lattice cell in metal.
“To investigate the mechanical properties of lightweight designs, we introduce a basic unit block sample of a ceramic/binder composite applied to a whole sand mold using a BJ 3D printer in this study,” they explain. “The selection of two different structures was just done in this research for the purpose of comparing a typical lightweight design for metal with our ideal structure. We also address geometrical effects, such as the size and shape of typical lightweight patterns provided by commercial DfAM software on the basis of mechanical property evolution.”
To study the basic design factors of a lightweight structure for a sand/polymer composite, the researchers introduced two types of lightweight structures: a box with square holes (Type-1) and a lattice with upper and bottom pads (Type-2). The specimens were 3D printed using a sand binder jetting 3D printer from voxeljet. A compression test was performed by placing the samples between circular steel plates. Each test was conducted twice for accuracy. Each sample was broken by initiation of cracks, and no creep was observed.
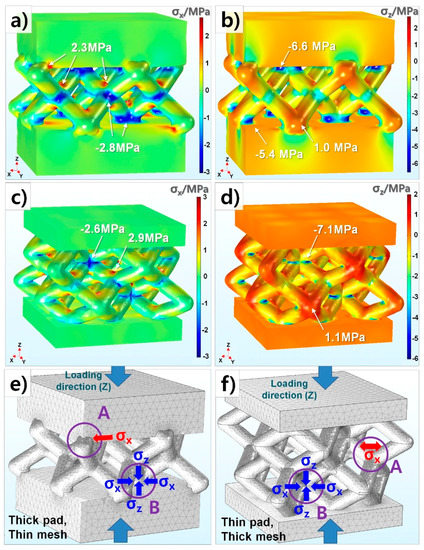
The researchers also conducted computational analysis in order to predict stress distribution and fracture under uniaxial-loading, and FEM simulations were carried out. Several major conclusions were reached from the study:
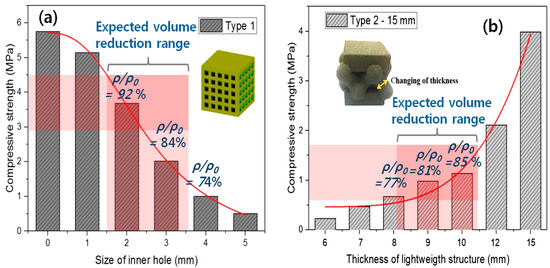
The strength of both designs significantly decreased with increasing volume ratio. The size of the inner hold in the Type-1 sample should be at least 2mm for taking out the inner sand powder cleanly. Although the Type-1 sample had higher strength, it was more difficult to take out sand particles from the samples than it was with Type-2. Therefore, future studies will focus on enhancing the low strength of the Type-2 sample.
With mesh-type lightweight structures, increasing pad thickness and decreasing mesh area results in increasing local stress concentration at the interface of the mesh and pads. Easy cracking is initiated at a comparatively weak boundary between mesh and pads in the case of thick pad thickness.
“Since a commercial software for topology optimization provides lightweight designs for rigid single component materials such metals or plastics, it is not suitable to apply the lightweight designs to a ceramic/polymer composite with different mechanical behaviors,” the researchers continue. “As a result, new types of light weight structures for sand casting molds are required to spread BJ 3D printing technology to the foundry industry.”
Finally, further work will suggest and evaluate the new lightweight and rigid design for additive manufacturing of a ceramic/polymer composite. It should reveal the correlation between structural and mechanical factors of the lightweight designs in detail.
Authors of the paper include Dong-Hyun Kim, Jinwoo Lee, Jinju Bae, Sungbum Park, Jihwan Choi, Jeong Hun Lee and Eoksoo Kim.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.