A friend took a broken part of his old boat out of his pocket. “Can you fix this?” he asked me.
It was a complicated aluminium die-casting from the cold end of the engine’s heat exchanger. A tab with a hole for one of the fixing screws had sheared off, and the decades had not been kind to the rest of it either.
“I think so,” I said, and stuck the tab back on with Blu-tack.
His eyes narrowed. “It was a serious question.”
“I know.” I started to build a riser and sprue structure with more Blu-tack.
“Ah!” he said. “You’re going to make a mould and cast me a replacement. Thanks! But how will you melt the aluminium?”
“I won’t,” I said. “Aluminium would shrink, so it would end up the wrong size. I’m going to use Lego.”
He sighed and wandered into the next room. I heard him say something to my wife about her bloody husband and seaworthiness. Then he asked her if he could pour himself another whisky.
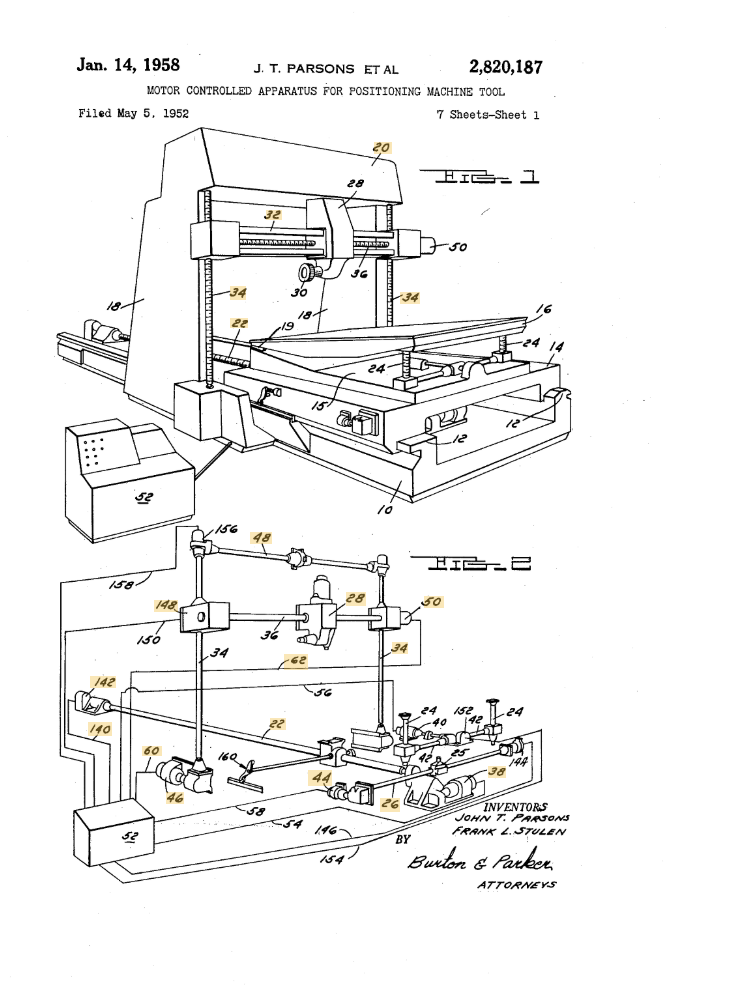
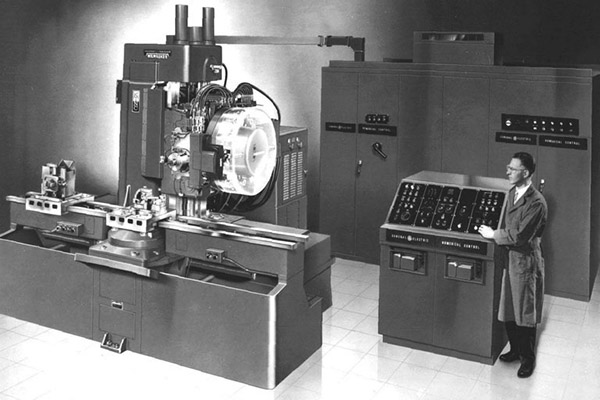
The application of computers to manufacturing has transformed the way humanity makes things, transformed the efficiency with which we do it, and transformed what it is possible to make. A great deal has been written about those transformations, going right back to John T. Parsons’ first numerically controlled (NC) machine tool in the 1950s [1].
But, while that has been happening, another change in how we make things has been progressing in parallel. We have been reducing both the forces and the temperatures that we need to deploy (and hence reducing the energy needed) to make a great range of products. Much less has been written about this change, and adumbrating it is the purpose of this article.
The Industrial Revolution started with iron; indeed – only slightly apocryphally – it started at Ironbridge in Shropshire with Abraham Darby smelting iron ore using coke, which allowed his grandson to make, among other things, the eponymous bridge. The revolution rapidly moved from iron to steel and took in brass, and later aluminium and other metals along the way.

Whenever you are going to make something from a metal, you need to get it very hot, or hit it very hard, or both. Metals, or at least the metals we use in most products, are tough; that is why we use them. For 150 years great force and great heat were the way that we made things.
Then, around the time of Parsons’ first NC tool, materials that had begun to be developed decades earlier – plastics – started to become significant. These were much weaker than metals, but melted at much lower temperatures or – in the case of some thermosets – could even be formed at room temperature.
Moving to the present day, every year now humanity makes about 100 million cubic meters of steel and four times that volume of plastics. Plastics overtook steel towards the end of the Twentieth Century because we discovered that – for many things – we simply didn’t need the strength, and that plastics were a lot more versatile, in part because they required much lower forces and temperatures to work with. The introduction of plastics is the first reason that force and temperature have reduced when we make things.
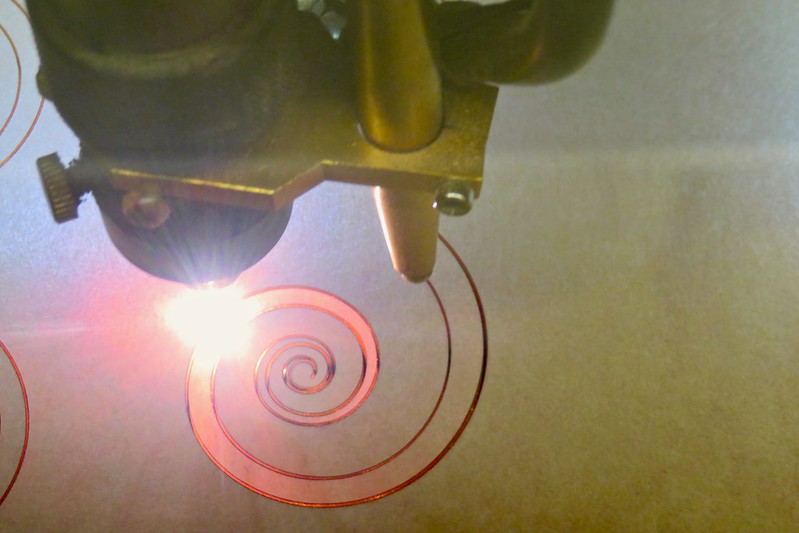
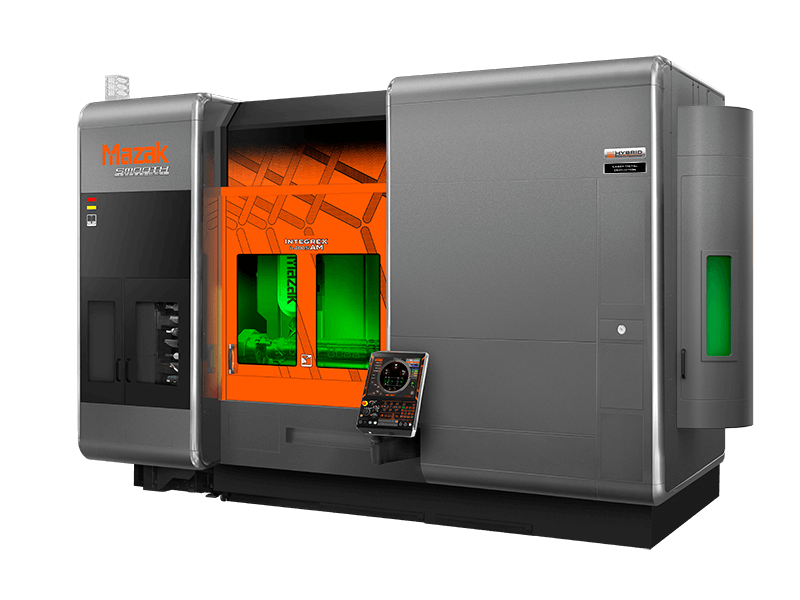
Conventional manufacturing is about cutting or moulding material (and also bending, to a lesser extent). Given the toughness of metals and the high temperatures at which they melt these – as I mentioned above – need big forces and temperatures. But of late the application of computers to manufacturing has facilitated a number of new ways of cutting that require little or no force. The most ubiquitous is the lasercutter – a bandsaw made of light. But there are also water jet cutters and (pre-dating the NC revolution) spark erosion and electrochemical machining. All these cutting machines remove material without applying large forces to it.
And now, of course, we also have 3D printing. All the versions of this (even those that work with metals) apply very little force as they build things. We can imagine a 3D printer controlled by punched cards like a Jacquard loom that it would have been possible to build in the Nineteenth Century, but that simply didn’t occur to anyone. So we had to wait until the late Twentieth for the low-force 3D printing revolution to start. That, and the other methods in the previous paragraph, are the second reason that force has reduced when we make things.
Finally, the most productive manufacturing system on Earth – biology – has always used low-force methods. A growing organism usually has little more opposition to overcome than the weakest of the forces in physics – gravity. And what grows is not that strong either. With a few exceptions (such as tooth enamel) most biological materials are much weaker than metals. Indeed, almost all of them are plastics of a sort, being formed from polymers of various kinds like hair, which is made from keratin, insect exoskeletons, which are made from chitin, and wood, which is made from cellulose and lignin.
Some time ago colleagues and I did a systematic study of how biological systems evolve solutions to engineering problems, and contrasted that with human solutions to similar problems [2]. One of our conclusions was that, when humans do engineering (at least traditionally) we have tended to throw in energy to create a solution. But when evolution is doing engineering it tends rather to throw in information in the form of complicated structure or data processing to create its solutions.
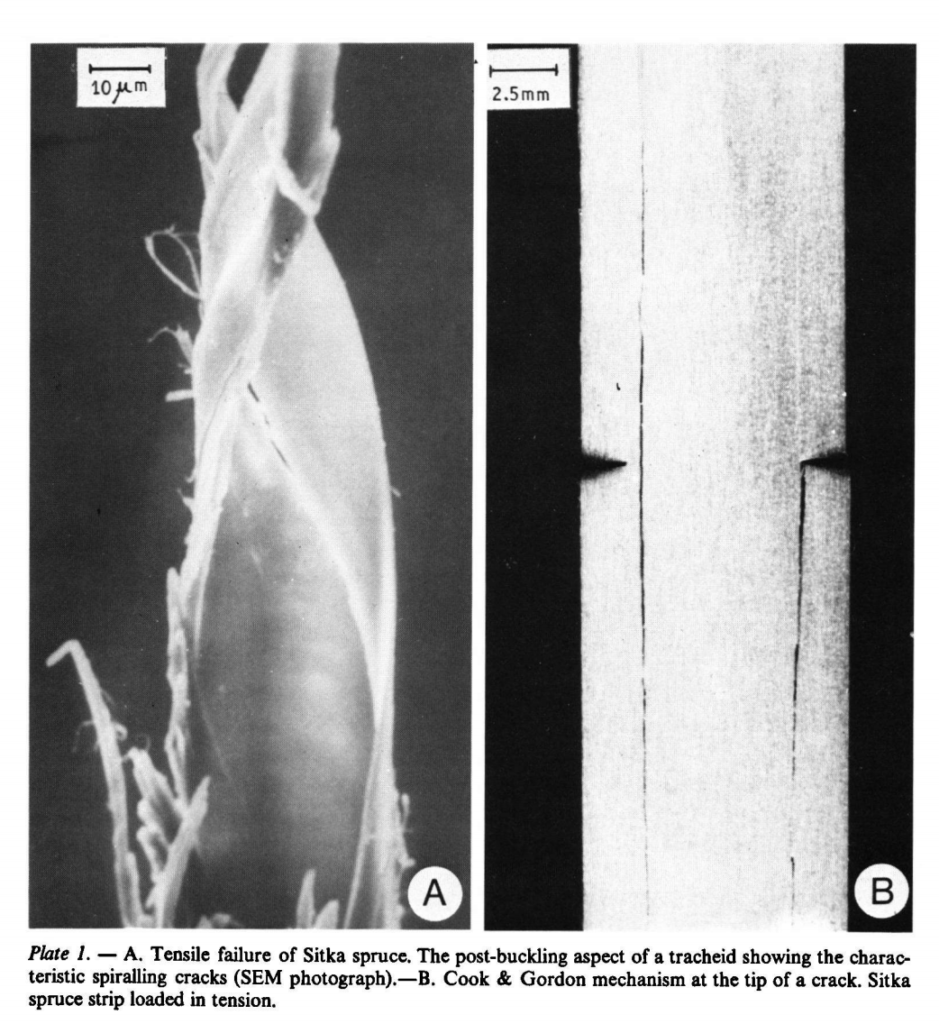
Wood is a good example[3]. Both cellulose and lignin are brittle materials, but wood never shatters like glass. This is because it is made from cellulose fibres in a helix glued together with lignin. As stress causes wood to fail, the lignin fractures but the cellulose stays intact, stretching like a spring. This process absorbs a great deal of energy, which is why wood is so tough. The complexity of this structure is only possible because it is programmed (which is also the way we’d have to do it if we were to imitate it).
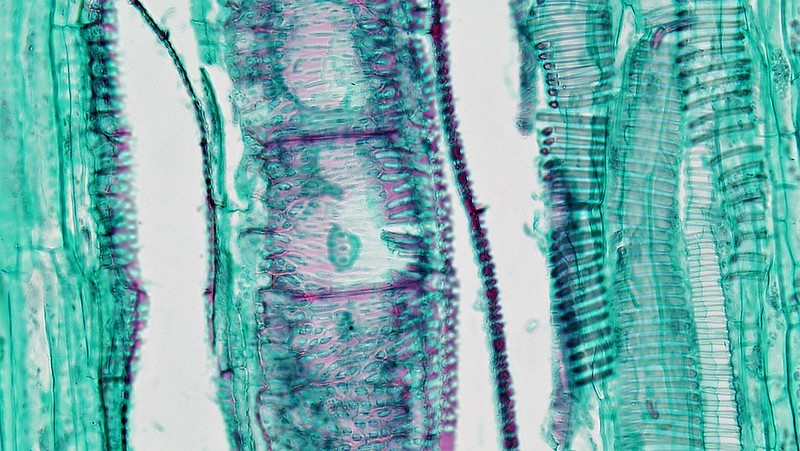
A Squash Stem
So, as human manufacturing has progressed we have used lower temperatures, less force, and weaker materials. To achieve that, in many cases, we use computers to do clever control of the manufacturing process. In this way human manufacturing is beginning to approach the way that evolution has always solved the same sorts of problems.
I put some rods in the holes in the die casting to act as cores. Then I built a Lego tank to hold it, and lined its inner faces with Sellotape to stop it leaking. It made a Lego bridge across the top from which I suspended the hose connector using a length of cotton.
I poured liquid silicone into the tank around and over the die casting and left it to set.
Then I took the resulting solid rectangular lump of silicone from the tank, cut round the embedded die casting with a scalpel, dug out the core rods, and separated the two halves of the mould that I had made. I scraped away the Blu-tack risers and sprues, put the cores back, and held the two (now empty) halves of the mould together with elastic bands. I mixed up some resin and poured it in.
An object originally requiring a temperature of 700oC and a pressure of 200 bar to make had been reproduced at room temperature and pressure in a material about a third as strong as the original, which was quite strong enough.
That was a few years ago, and the result is still at sea. But if it fails, my friend has a couple of spares in his locker. As I pointed out to him, it was almost as easy for me to make three as to make one…
Adrian Bowyer is a British engineer and mathematician; in 2005 he created the RepRap Project to make a self-replicating 3D printer; this has been widely credited with starting the desktop 3D printer revolution.
[1] https://en.wikipedia.org/wiki/History_of_numerical_control#Parsons_Corp._and_Sikorsky
[2] Julian F.V. Vincent , Olga A. Bogatyreva , Nikolaj R. Bogatyrev , Adrian Bowyer , Anja-Karina Pahl: Biomimetics: its practice and theory, Journal of the Royal Society Interface, ISSN: 1742-5689, (2006).
[3] G. Jeronimides, The fracture of wood in relation to its structure, Leiden Botanical Series, No. 3, 253-265, 1976
Images: Berkshire Community College, Numerical Control Patent, Adrian Snood, Fabrice Florin, Berkshire Community College.
The post Lazy Manufacturing: Making Things Using Less Energy appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.

 HAPPY HALLOWEEN! Every day this month we’ll be bringing you ideas and projects for an Electronic Halloween! Expect wearables, hacks & mods, costumes and more here on the Adafruit blog! Working on a project for Halloween this year? Share it with us in the comments below, the Adafruit forums, Facebook, Discord, Instagram or Twitter— we’d love to see what you’re up to and share it with the world (tag your posts #ElectronicHalloween). You can also send us a blog tip! Tune in to our live shows, 3D hangouts with Noe and Pedro, Show and Tell and Ask an Engineer, featuring ideas for projects, costumes, decorations, and more!
HAPPY HALLOWEEN! Every day this month we’ll be bringing you ideas and projects for an Electronic Halloween! Expect wearables, hacks & mods, costumes and more here on the Adafruit blog! Working on a project for Halloween this year? Share it with us in the comments below, the Adafruit forums, Facebook, Discord, Instagram or Twitter— we’d love to see what you’re up to and share it with the world (tag your posts #ElectronicHalloween). You can also send us a blog tip! Tune in to our live shows, 3D hangouts with Noe and Pedro, Show and Tell and Ask an Engineer, featuring ideas for projects, costumes, decorations, and more!




 Branding Material
Branding Material



.jpg)

