In a paper entitled “Effect of Polypropylene Fibre Addition on Properties of Geopolymers Made by 3D Printing for Digital Construction,” a group of researchers investigates the effect of polypropylene (PP) fibers on the fresh and hardened properties of 3D printed fiber-reinforced geopolymer mortars. One of the main limitations of extrusion-based concrete 3D printing techniques, the researchers point out, is the difficulty of incorporating conventional steel reinforcement.
“As a possible solution, conventional steel bars might be partly or completely substituted by short-fibre reinforcement, thus minimizing or rendering unnecessary requirements for steel reinforcement with regard to mastering issues of cracking due to shrinkage or temperature changes and, in some cases, achieving particular load-bearing capacity and deformability,” they state.
Another limitation is the limited range of printable concretes, they continue. Conventional OPC concrete is not suitable because of its setting characteristics, as well as its high energy consumption and emissions. An alternative is geopolymer, which can be made by alkaline activation of fly ash and slag. There has not been a great deal of research done to optimize the mixture proportions of 3D printable geopolymers, so the researchers dedicated their work to developing an optimized geopolymer for 3D printing.
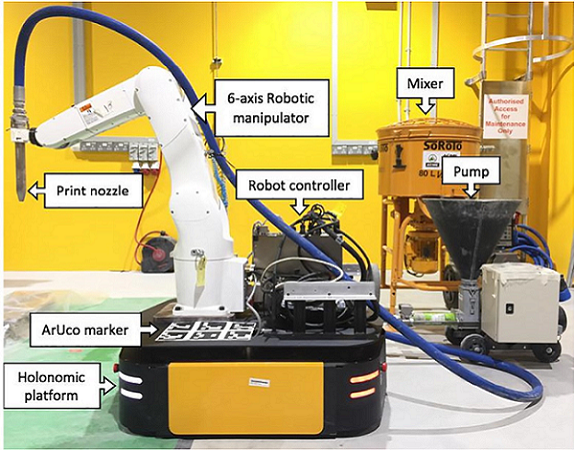
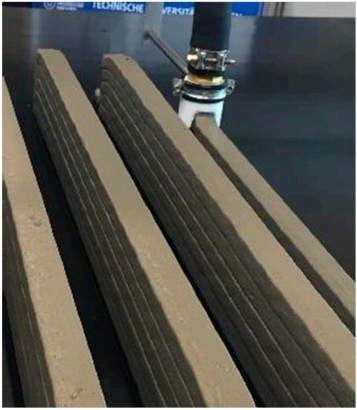
To produce a geopolymer mortar, the researchers used fly ash, micron-scale silica sand, an alkaline solution composed of sodium silicate and sodium hydroxide solutions, and sodium carboxymethyl cellulose (CMC) powder. They tested mixtures with different proportions of each ingredient before settling on one that was both extrudable and buildable. Different percentages of PP fiber were then added to the optimized mixture, in volumes ranging from .025% to 1.00%. They tested the mortar by 3D printing it with a custom-made testing device. The printed specimens were then heat treated.
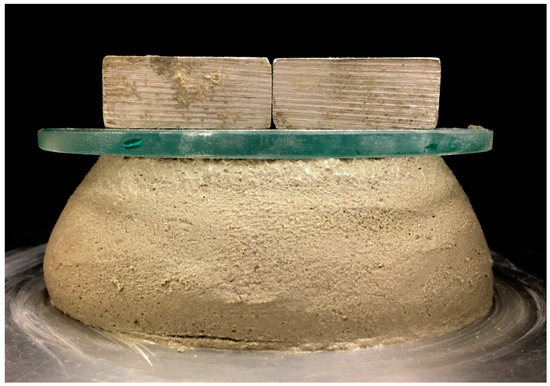
The shape retention ability test setup
Rheological behavior of the mixtures was tested, as were the mechanical properties of the hardened mortar. Tests were also run for apparent porosity and interlayer bond strength.
“Fibre addition seems to influence compressive strengths positively only when the loading is perpendicular to the interface plane,” the researchers state. “This is due to the preferential fibre alignment parallel to the direction of extrusion. The addition of fibre significantly enhanced the flexural performance of the printed samples. The use of fibre dosages of 0.75 and 1.00 vol % caused deflection-hardening behaviour of the 3D-printed geopolymers and, hence, a significantly higher fracture energy in comparison to specimens without fibre or with lower fibre content.”
An increase in fiber volume did cause some minor reduction in interlayer bond strength. Higher fiber volumes, however, caused better shape retention ability in the printed samples, as well as ductility. A strong correlation between porosity and compression strength was found in the 3D printed material, similar to that of cast concrete.
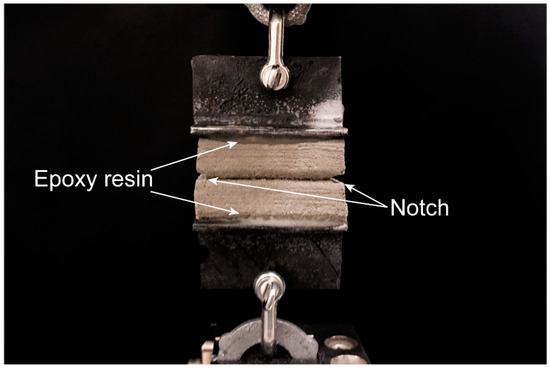
The interlayer bond strength test
“The results indicate the possibility of printing fibre-reinforced geopolymers which meet all the necessary properties in both the fresh and hardened states,” the researchers conclude.
Authors of the paper include Behzad Nematollahi, Praful Vijay, Jay Sanjayan, Ali Nazari, Ming Xia, Venkatest Naidu Nerella and Viktor Mechtcherine.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.