Due to its stiffness, high strength-to-weight ratio, and the fact that it demonstrates anisotropic properties, carbon fiber has been used as a less expensive replacement material for metals such as titanium for decades, and has many applications in industrial sectors like aerospace and automotive. As you may know, Silicon Valley technology startup Arevo has long focused on continuous carbon fiber composites printing. Back in 2015, the company, which counts the CIA’s venture capital arm In-Q-Tel as an investor, developed a laser-based method for 3D printing carbon fiber with a multi-axis robotic arm. This technology, paired with quality design software, allows Arevo, and its customers, to automate the design and printing of large, complex, continuous CFRP composite parts.
“High speed automation removes human errors in traditional composites manufacturing,” the Arevo site states. “Our patented technology uses lasers to manufacture high quality composite parts at scale.”
Now, the California company is announcing its newest innovation: the Aqua 2 3D printing system. Arevo states in a press release that the new Aqua 2 is the first high-speed 3D printer in the world for large continuous carbon fiber composite structures. Additionally, it said that the Aqua 2 printer is of higher quality, can achieve rapid, on-demand fabrication of custom composite parts up to one cubic meter in size, and can also print four times faster than the 3D printer that came before it.
But its new Aqua 2 3D printer isn’t the only good news Arevo is sharing—the company also announced that it has closed its Series B financing round after raising an additional $25 million, bringing the total amount raised to $60 million.
Leaders of this round were GGV Capital and Defy Partners, and additional support came from Alabaster, previous investor Khosla Ventures, and more.
“We are excited to have Defy and GGVC on board to bring not only capital but a vast amount of strategic experience,” Arevo’s co-founder and chairman Hemant Bheda stated. “The strong interests in the company despite tough market conditions really reaffirm our vision.”

Aqua 2 Printer Head
Additionally, Defy has appointed serial entrepreneur and investor Brian Shin to join the board of directors at the startup, which also includes Bheda, Khosla’s Bruce Armstrong, and Arevo’s CEO Sonny Vu.
“Arevo is a compelling opportunity for us as it combines our three main investment foci: consumer internet, enterprise, and smart tech. We see fantastic potential in this market, and have backed Sonny before at Misfit,” said Hans Tung, a Managing Partner at GGVC. “Arevo is led by an experienced team with solid technological foundation and 3D printing manufacturing know-how at scale – to offer breakthrough products at competitive prices.”
Arevo has been historically well-funded over the years, and recently launched a crowdfunding campaign on Indiegogo to sell its first direct-to-consumer products: the Superstrata bicycle and e-bike. The startup has used its technology to create bicycle frames before, but claims that its Superstrata products will be the first real custom 3D printed unibody carbon fiber bikes. This campaign has been so popular that within three minutes of launching, the goal of $100,000 had already been reached, and now it’s close to raising $4 million.
“Arevo’s new platform enables fabrication of high strength, low weight carbon fiber parts, currently not possible with today’s standard techniques. We are thrilled to be working with the team to help scale up this incredibly impactful technology,” said Trae Vassallo, founding partner at Defy.

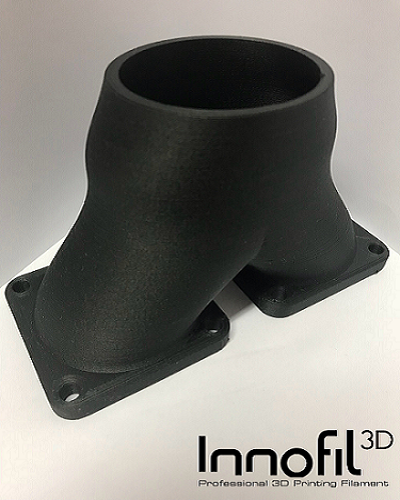
Carbon fiber-reinforced thermoplastic bracket
(Source/Images: Arevo)
The post Arevo Announces New Aqua 2 Carbon Fiber 3D Printer, $25M in Series B Funding appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.