SmarTech Analysis has published its most recent report on the copper additive manufacturing (AM) market, “Copper Additive Manufacturing 2020–Market Database and Outlook,” projecting that the segment is growing at a rapid pace. By 2029, we estimate that over 1.4 million kilograms of copper powder, both pure copper and copper alloys, will ship for AM use.
The report is made up of two parts: a market analysis of the copper AM sector and a database forecasting the copper AM segment throughout numerous subsegments and broken out in multiple ways across a 15-year projection period from 2014 to 2029. This includes estimates of how much copper powder (pure and alloy) each metal AM technology family has consumed in the past, does and will consume in the present and future in a range of verticals and geographical regions.
For instance, SmarTech has concluded that copper AM adoption will expand rapidly from now until 2029 at a compound annual growth rate of roughly 43 percent, particularly in the Asia Pacific region. And, while the copper 3D printing market is relatively small compared to titanium, it will represent an increasingly large chunk of the broader copper market.
We also anticipate that the total sales of copper AM systems will grow by 34 percent through to 2029, which will introduce opportunities for copper powder sales across all metal 3D printing families. In particular, powder bed fusion (PBF) and bound metal printing will represent the largest revenue opportunities, though directed energy deposition will also increase its market share, despite its comparatively small size.
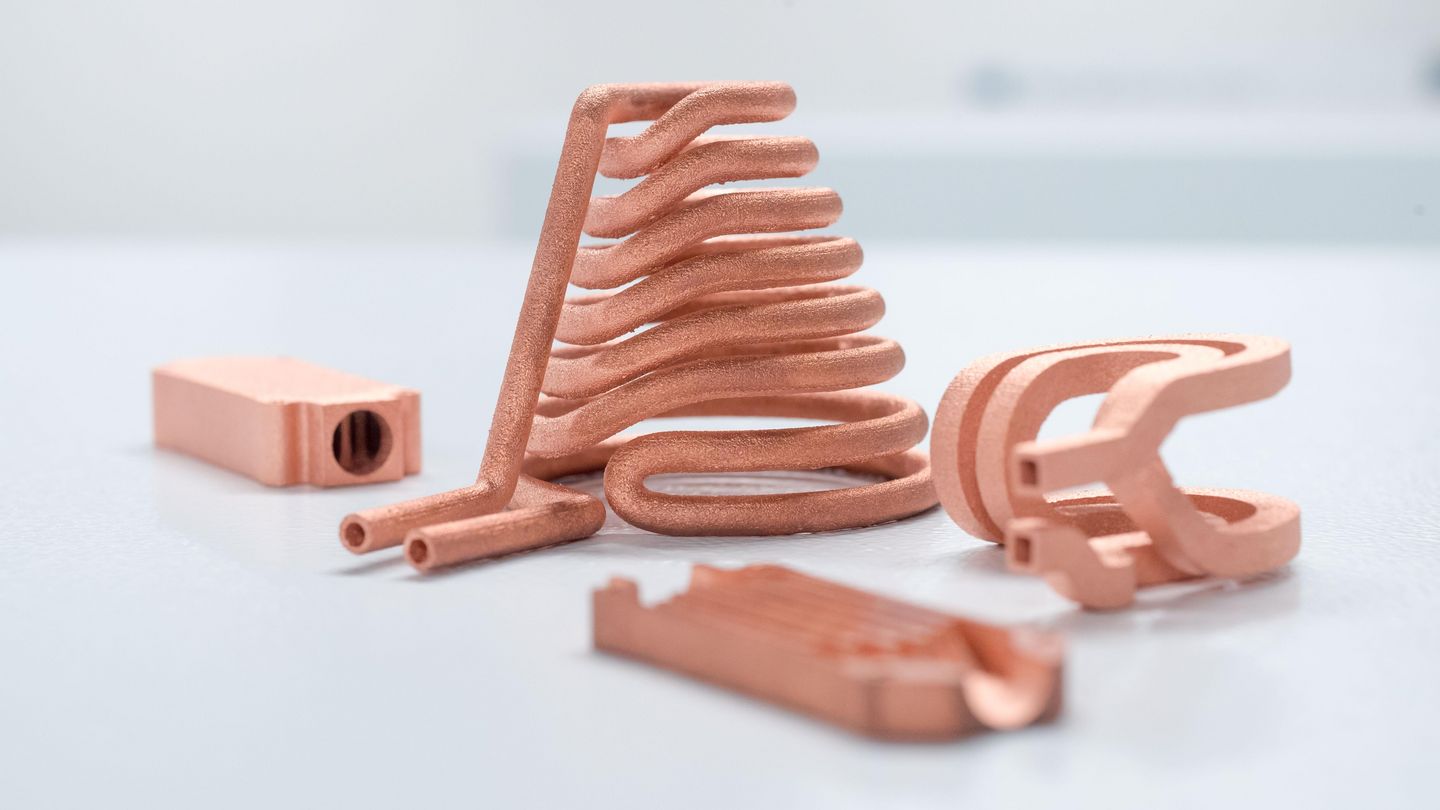
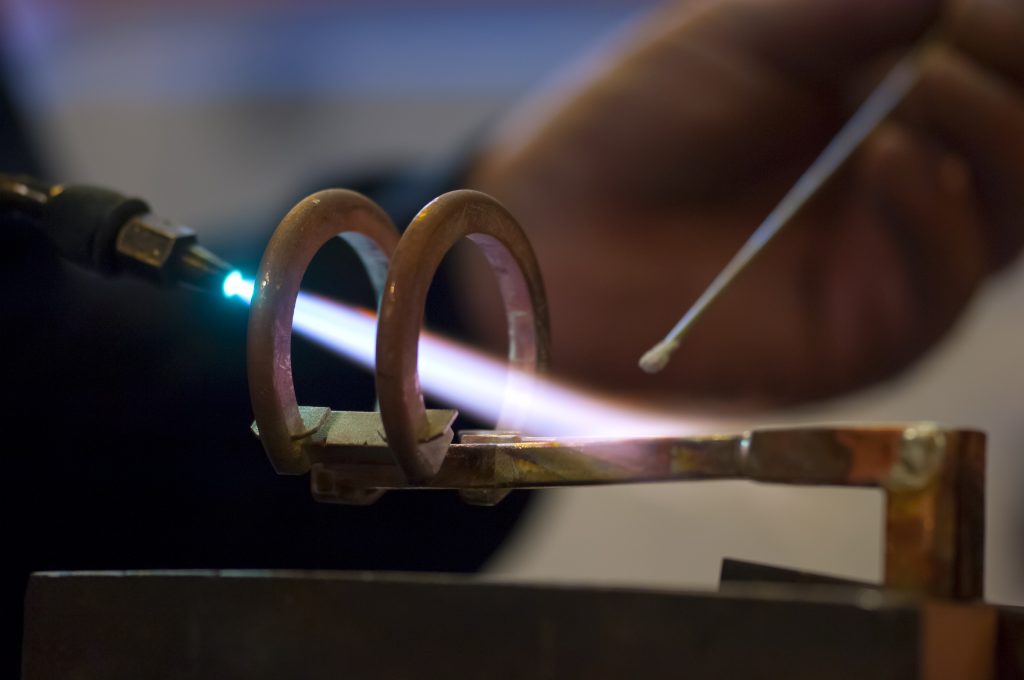
3D-printed copper parts, including induction coils, made using Trumpf technology. Image courtesy of Trumpf.
Part of the reason for copper AM’s rapid growth is attributed to improvements in copper 3D printing processes and materials. We know that metal PBF technologies are making advances in the processing of pure copper and copper alloys and that these materials themselves are being formulated in ways that make it easier for PBF systems to 3D print with them. This is demonstrated by work by Trumpf, which is now being expanded via a partnership with Heraeus AMLOY. Additionally, bound metal printing technologies are proving themselves to be increasingly capable of 3D printing copper parts, exemplified by recent news from Markforged.
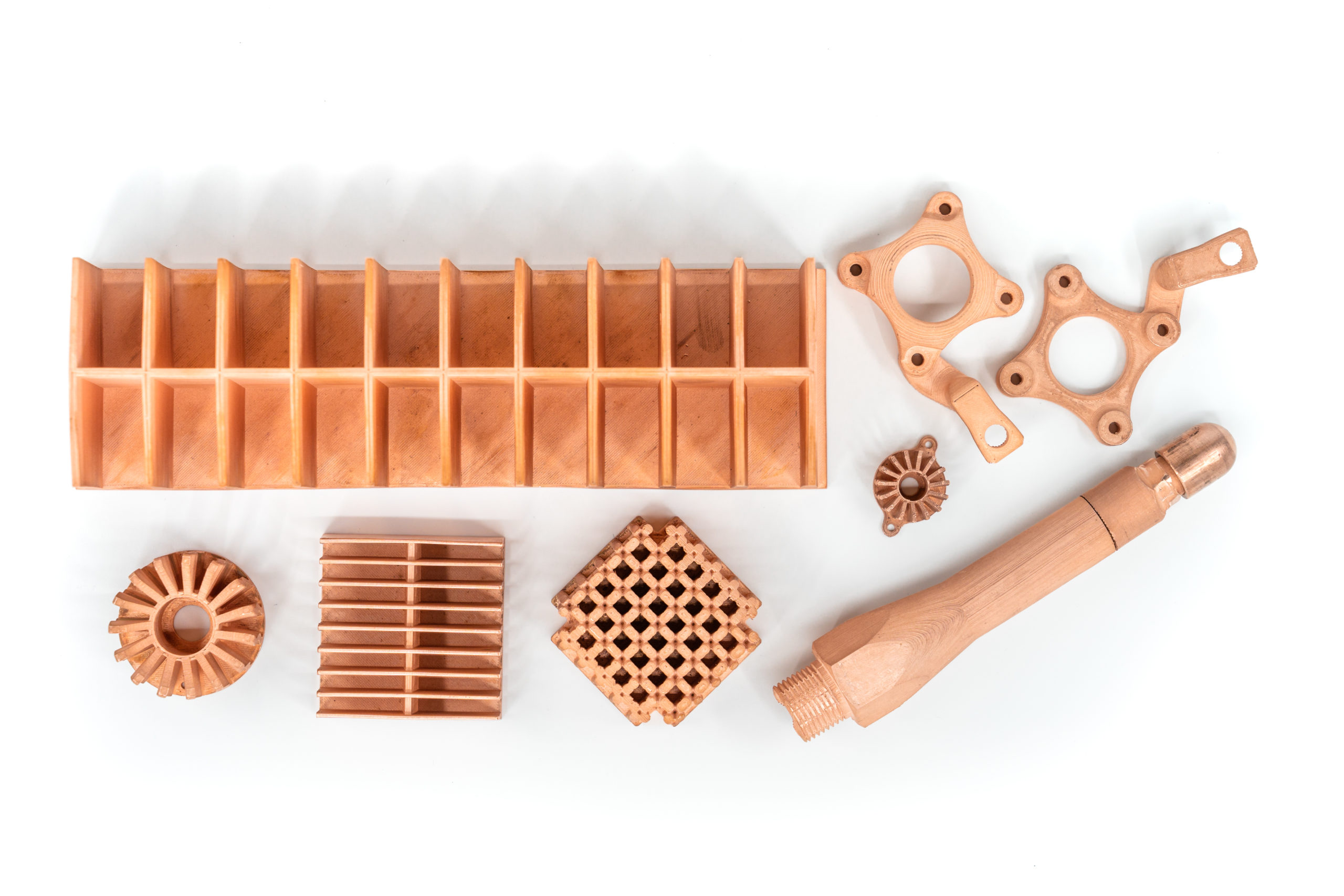 3D-printed copper parts made using bound metal deposition technology from Markforged. Image courtesy of Markforged.
3D-printed copper parts made using bound metal deposition technology from Markforged. Image courtesy of Markforged.As far as applications are concerned, the industry is proving valuable the use of copper 3D printing for the production of induction coils—now offered by a variety of service bureaus, including GKN Additive, Phoenix Contact, and GH Induction—and heat transfer components, such as heat exchangers and rocket propulsion parts.
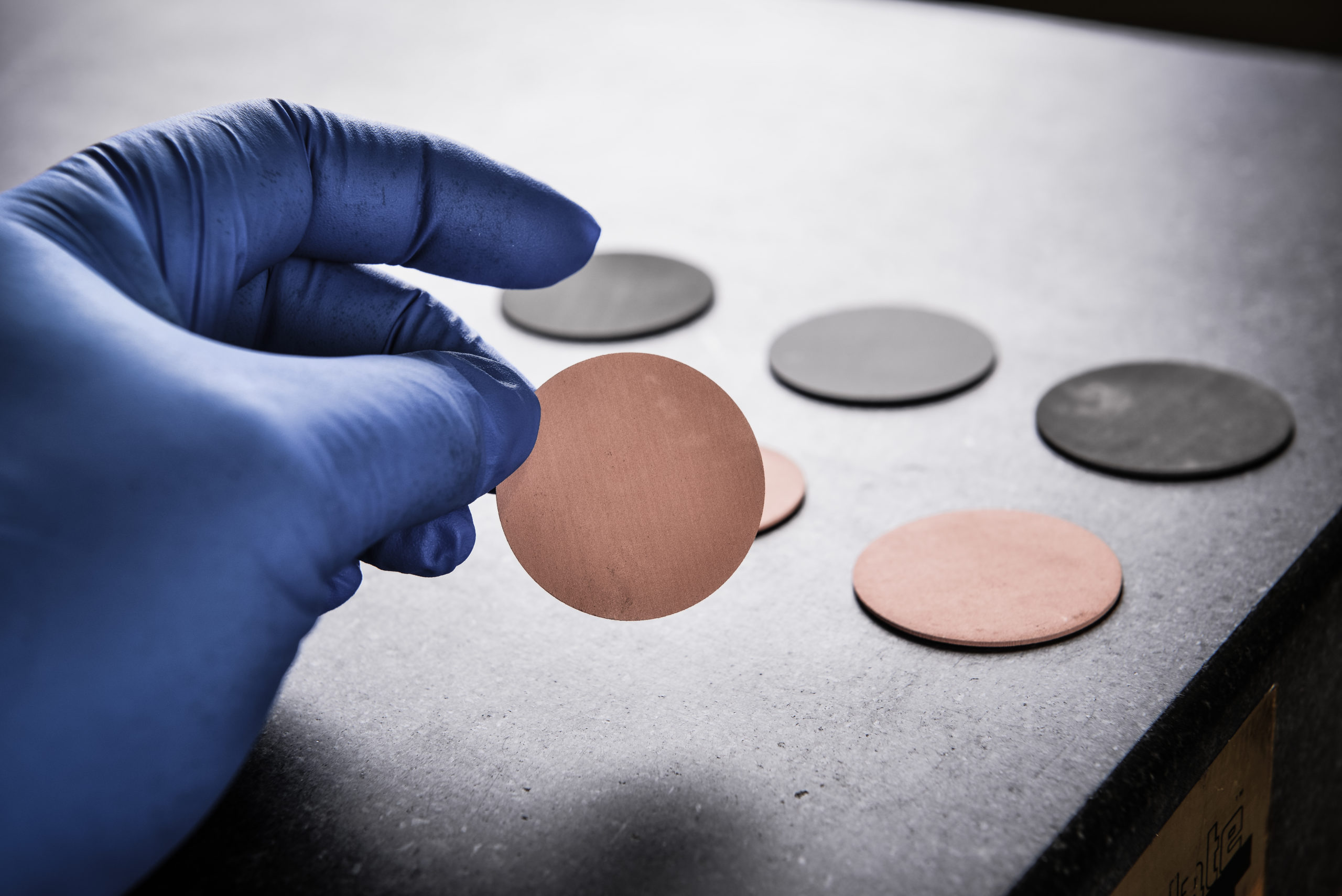
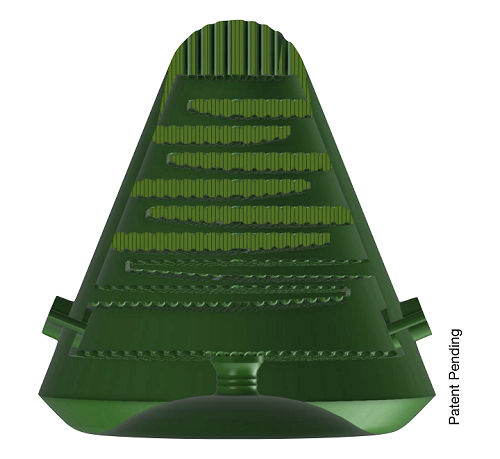
3D-printed copper and stainless steel filters made by ExOne and the University of Pittsburgh.
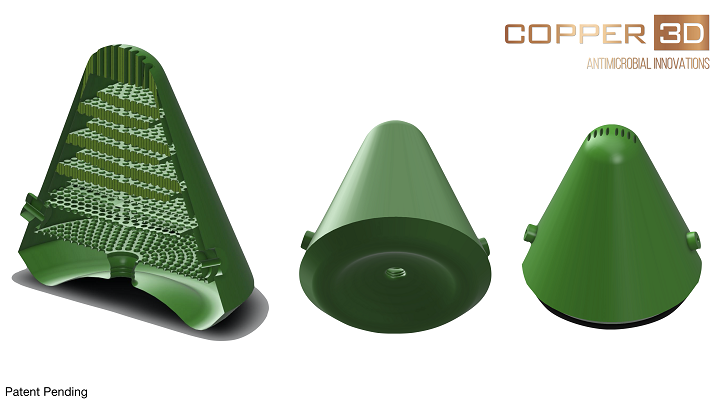
Interestingly, the COVID-19 pandemic has demonstrated the niche potential of copper 3D printing for producing antimicrobial parts. The report discusses the rise of copper 3D printing for medical applications, including some of the stories that we’ve discussed during our coverage of the disease, such as copper door plates and handles by SPEE3D, antimicrobial filament from Copper3D and reusable copper filters 3D-printed by ExOne.
The report examines the current states of copper 3D printing, across all of the major metal AM technology families. Each present specific obstacles for processing the material using established AM system configurations, due to the metal’s physical characteristics, but each also present unique opportunities.
In addition to the analysis found in the report, the accompanying database has the unique feature of being easily integrated into existing internal market intelligence resources. SmarTech describes it well as an “off-the-shelf resource for market metrics and forecasts,” in that, while the report provides context for the database, the database is a versatile tool for providing actionable intelligence across business units.
Among the companies discussed in the report are EOS, Formalloy, Sandvik, Praxair Surface Technologies, Stratasys Direct Manufacturing, 3T and FIT AG, as well as others already mentioned here.
To learn more about the report and database, view its table of contents, or purchase the two-part resource, visit the SmarTech website.
The post SmarTech Analysis: Over 1.4 Million Kg of AM Copper Powders to Ship by 2029 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.