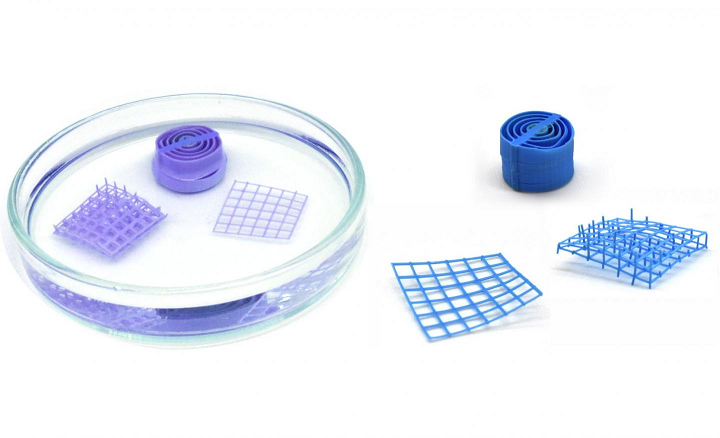
In the dry state (left; in an anhydrous liquid), the sensor material is purple; in the wet state (e.g. from air humidity) it turns blue. These 3D printed workpieces are each about one centimeter wide. [Image: Verónica García Vegas, UAM]
A collaborative group of scientists from the Autonomous University of Madrid (UAM), the Hebrew University of Jerusalem, the Nanyang Technological University in Singapore, the Institute for Materials Science in Madrid (ICMM-CSIC), and the Deutsches Elektronen-Synchrotron (DESY) worked together to develop a versatile 3D printable sensor, made of an inexpensive plastic-composite, that can detect tiny amounts of water and change color in wet conditions.
The team, led by UAM’s Pilar Amo-Ochoa, developed the flexible, non-toxic material, which will change from purple to blue when exposed to moisture, and detailed their work in a research paper, titled “3D Printing of a Thermo- and Solvatochromic Composite Material Based on a Cu(II)–Thymine Coordination Polymer with Moisture Sensing Capabilities,” that was recently published in the journal Advanced Functional Materials.
The abstract reads, “This work presents the fabrication of 3D‐printed composite objects based on copper(II) 1D coordination polymer (CP1) decorated with thymine along its chains with potential utility as an environmental humidity sensor and as a water sensor in organic solvents. This new composite object has a remarkable sensitivity, ranging from 0.3% to 4% of water in organic solvents. The sensing capacity is related to the structural transformation due to the loss of water molecules that CP1 undergoes with temperature or by solvent molecules’ competition, which induces significant change in color simultaneously. The CP1 and 3D printed materials are stable in air over 1 year and also at biological pHs (5–7), therefore suggesting potential applications as robust colorimetric sensors. These results open the door to generate a family of new 3D printed materials based on the integration of multifunctional coordination polymers with organic polymers.”
3D printed sensors have many potential uses, such as cardiac research, an early warning system for wildfires, and other water-related applications, like determining how much water a plant is using. But the demand is increasing across many industries for responsive sensors that can quickly change, in a simple way, when they are exposed to specific molecules…such as water, which is one of the most common chemicals monitored by these types of sensors.
 “Understanding how much water is present in a certain environment or material is important. For example, if there is too much water in oils they may not lubricate machines well, whilst with too much water in fuel, it may not burn properly,” explained scientist Michael Wharmby, a co-author of the paper and head of DESY’s beamline P02.1.
“Understanding how much water is present in a certain environment or material is important. For example, if there is too much water in oils they may not lubricate machines well, whilst with too much water in fuel, it may not burn properly,” explained scientist Michael Wharmby, a co-author of the paper and head of DESY’s beamline P02.1.
DESY, a national research center in Germany, operates particle accelerators, and the team examined their new sensor material with the X-ray light source PETRA III at Wharmby’s beamline. Using X-rays to investigate the material allowed the team to better understand the internal structural changes that water triggers, which lead to the color change.
Additionally, these high energy X-rays revealed that the functional part of the material – the versatile copper-based coordination polymer – was in fact working.
José Ignacio Martínez, a co-author of the paper from ICMM-CSIC, said, “Having understood this, we were able to model the physics of this change.”
This compound, known as CP1, consists of a water molecule that’s bound to a central copper atom. Once the sample is heated i[ to a certain temperature, the water molecule is removed, which then leads to the material going through a reversible structural reorganization that ultimately causes the color to change.
“On heating the compound to 60 degrees Celsius, it changes colour from blue to purple. This change can be reversed by leaving it in air, putting it in water, or putting it in a solvent with trace amounts of water in it,” explained Amo-Ochoa.
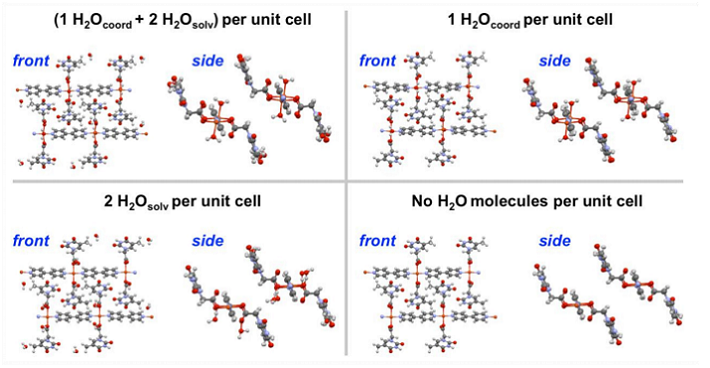
Front and side views of the computed optimal geometries for the compound CP1
Then the team mixed the copper compound into a 3D printing ink, which they used to 3D print sensors in a variety of different shapes. The sensors were tested in the air, and also with solvents that contained different amounts of water, which revealed that the porous objects were even more sensitive than the compound itself to the presence of water.
The 3D printed sensors were able to detect 0.3 to 4% of water in solvents in less than two minutes, while they could detect a relative humidity of 7% in air. If the material is dried, either through heating or in a water-free solvent, it will return to purple. The team’s research showed that the material will remain stable over many heating cycles, and that it remains stable in the air for at least one year, at biologically relevant pH ranges of 5 to 7. Additionally, the copper compounds are shown to be evenly distributed throughout each sensors.
Co-author Shlomo Magdassi from The Hebrew University of Jerusalem said that the team’s concept could eventually be used to create additional functional materials in the future, for use in a wide range of industries.
 “This work shows the first 3D printed composite objects created from a non-porous coordination polymer. It opens the door to the use of this large family of compounds that are easy to synthesize and exhibit interesting magnetic, conductive and optical properties, in the field of functional 3D printing,” said co-author Félix Zamora from UAM.
“This work shows the first 3D printed composite objects created from a non-porous coordination polymer. It opens the door to the use of this large family of compounds that are easy to synthesize and exhibit interesting magnetic, conductive and optical properties, in the field of functional 3D printing,” said co-author Félix Zamora from UAM.
Co-authors of the paper are Noelia Maldonado, Verónica G. Vegas, Oded Halevi, Martínez, Pooi See Lee, Magdassi, Wharmby, Ana E. Platero-Prats, Consuelo Moreno, Zamora, and Amo-Ochoa.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Source: EurekAlert]