In 2017, UK-based Additive Manufacturing Technologies Ltd (AMT) first introduced its automated AM post-processing solution, PostPro3D, to the industry, and officially released the system a year later. Following up with the smaller PostPro3D Mini and the medical-grade PostPro3D Pro, the growing company is now partnering with blasting equipment producer Leering Hengelo to launch two new automated depowdering systems for 3D printing – the PostProDP and the PostProDP Pro.
AMT’s safe, sustainable, and fully automated post-processing solutions allow for industrial production of 3D printed parts at scale. The patent-pending PostPro3D technology is based on the company’s proprietary BLAST process (Boundary Layer Automated Smoothing Technology), and helps decrease manufacturing and operation costs and lead time. This is a big deal, since up to 60% of the manufacturing costs for 3D printed parts come from lengthy manual post-processing and depowdering methods.
The new PostProDP range was designed especially for the 3D printing industry, and is AM material-agnostic, so it works with all powder-based 3D printing, such as EOS, HP, and 3D Systems, and several thermoplastic polymers, like elastomeric materials and polyamides. The two depowdering machines are CE and ATEX certified, ensuring what AMT refers to as “a standalone high throughput industrial de-powdering solution.”
“AMT’s vision is to develop fully automated safe and sustainable post-processing solutions to enable the industrial production of additively manufactured parts at scale. We first achieved this with the successful commercialization of the PostPro3D vapor smoothing system. De-powdering is the next key bottleneck in the post processing chain, and PostProDP goes a long way to mitigate many of the current issues with cleaning AM parts,” stated AMT’s CEO Joseph Crabtree in a press release. “We are delighted to be partnering with industry experts Leering on this industry critical mission.”
Dutch company Leering makes blasting equipment, such as blast cabinets, abrasives, and mobile blastrooms and blastunits, for the metal and plastics processing industry.
“Leering are experts in surface finishing with 80 years of experience in machine design and production for surface treatment. We export our machines, branded Normfinish, worldwide,” said André Gaalman, the CEO of Leering. “The partnership with AMT will allow us to strengthen each other’s positions in additive manufacturing and offer our joint customers globally the best solution for their post-processing needs. We’re excited to offer our customers each other’s solutions and bring a next generation of post-processing solutions to the market.”
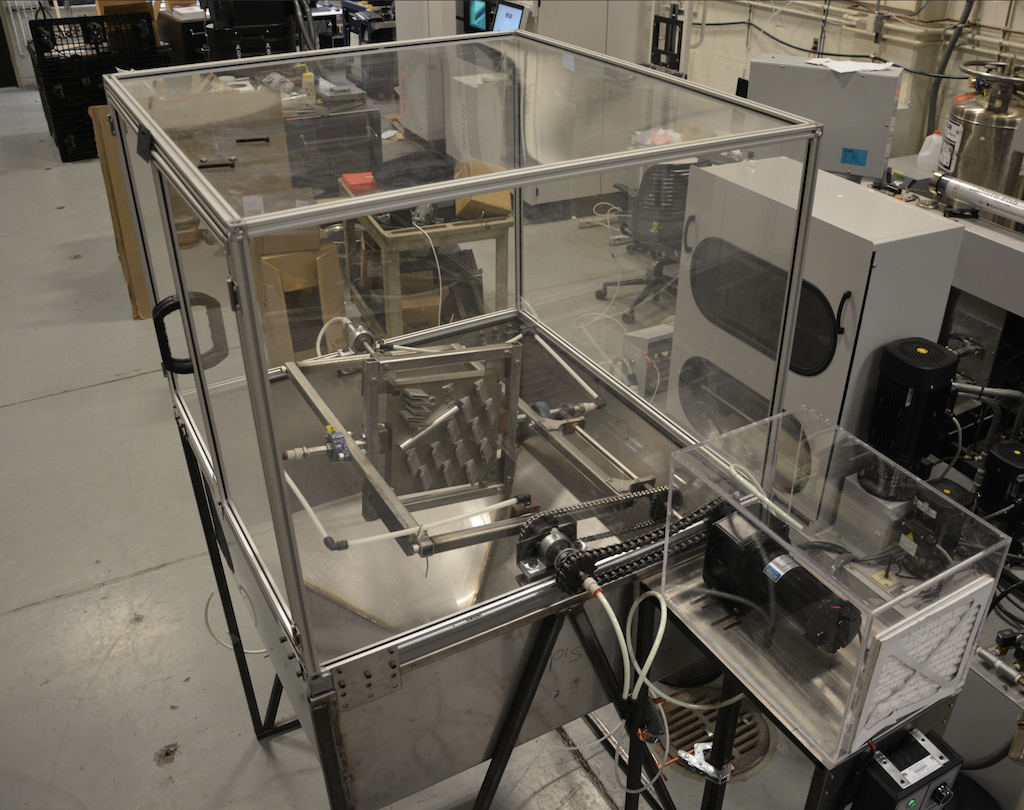
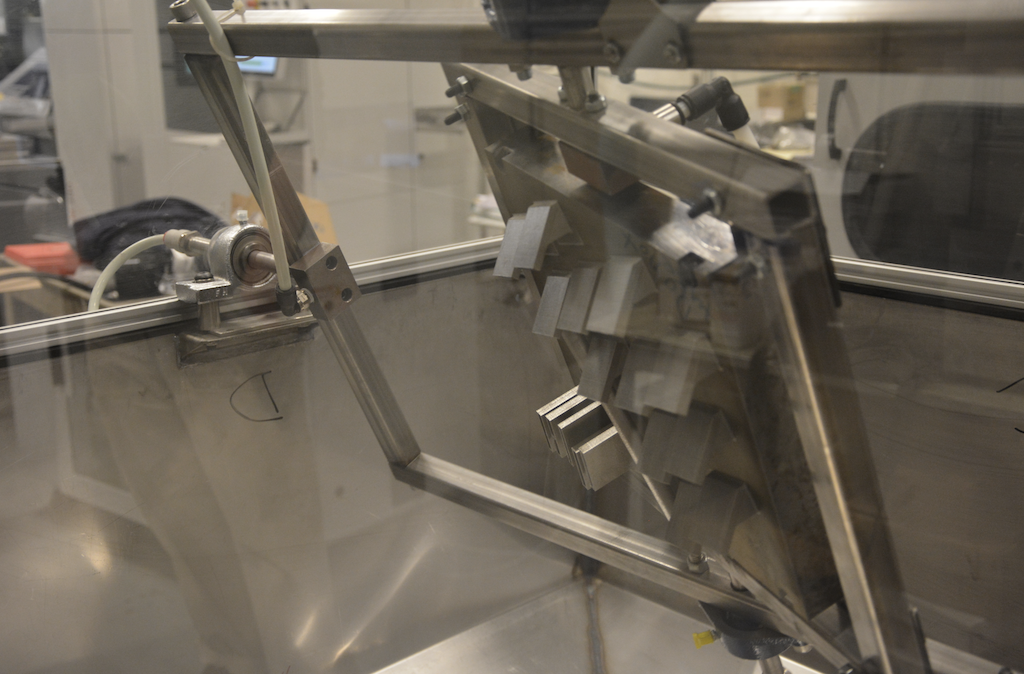
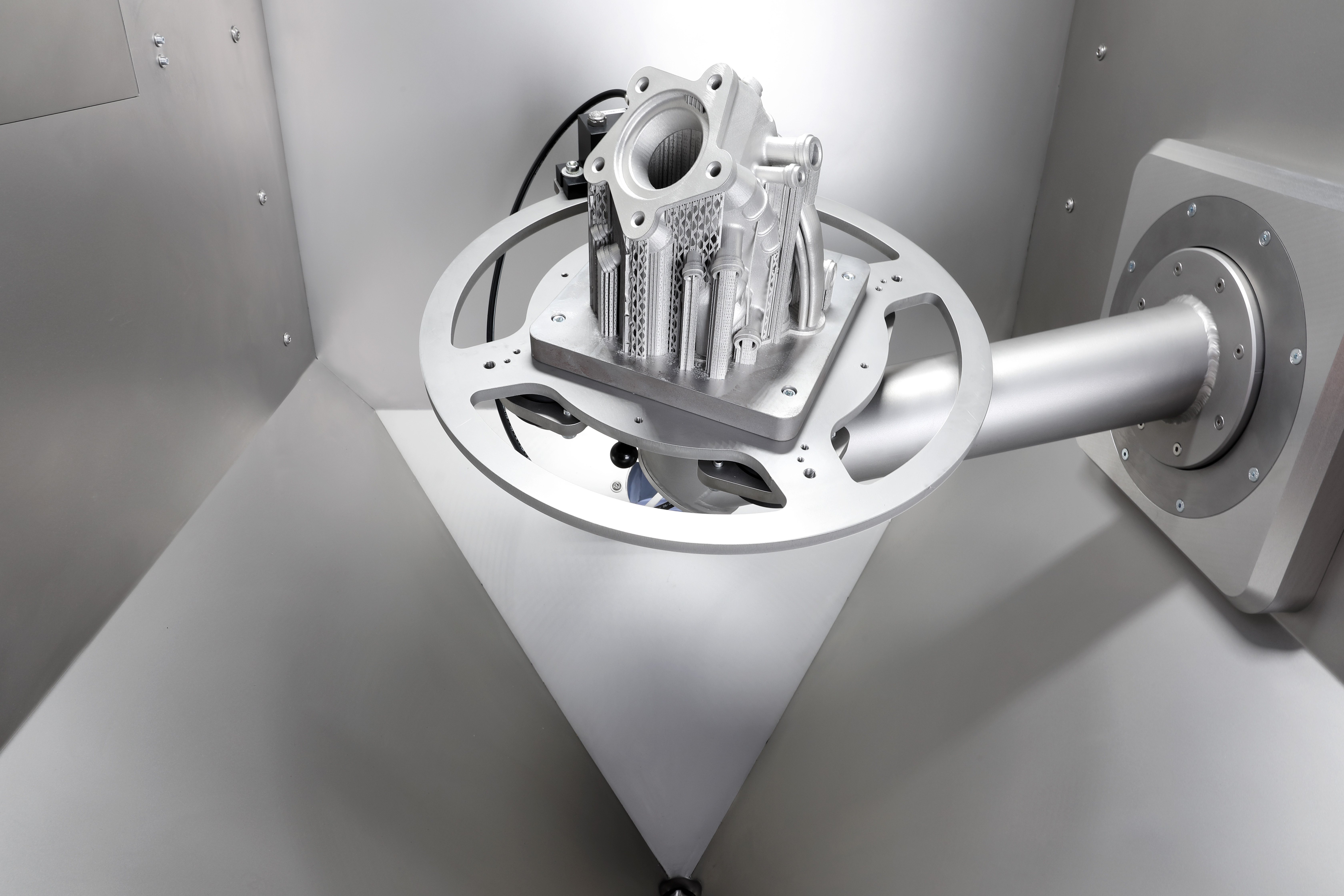
The unique plug and play PostProDP systems come with a PLC controller that’s pre-loaded with recipes for common material combinations, and include a removable, adjustable tumble basket inside for optimized part cleaning. The basket also helps decrease the amount of fine particulate powder leakage after processing, and ionizing nozzles ensure that the parts are totally powder-free after blasting.

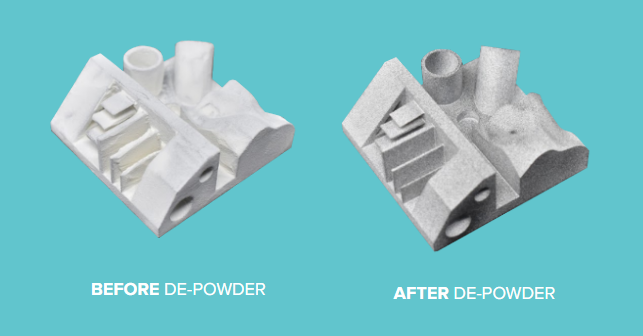
The range complements AMT’s current range of PostPro3D vapor smoothing systems, and the overall design configuration of the PostProDP machines make the user experience safer and more efficient. Both the PostProDP and PostProDP Pro take just ten minutes to remove the powder without damaging your 3D printed parts, and can be run with multiple medias, including steel balls. The compact PostProDP features two large entrance doors with safety sensors, splash glass, and automatic filter cleaning cartridge filters, while the PostProDP Pro has a removable nozzle holder and the option for manual blasting through a side door. Both come with a 12-month warranty.
The PostProDP range has been tested with customers across the US and Europe, and are now available to order from AMT.
The post AMT & Leering Hengelo: PostProDP Range of Automated Depowdering Systems for 3D Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.