There are not a lot of people out there with over 25 years of experience in 3D Printing. One of those people is Kevin McAlea. He is currently an EVP at 3D Systems and in charge of the company’s Healthcare and Metal Printing Business Units. In Healthcare 3D Systems is deploying 3D printing and 3D scanning into various medical markets from medical models to patient-specific implants and surgical planning. The company has software for doctors and hospitals, can also sell 3D printing as a service or can sell machines. In metal printing 3D Systems’ sells specialized metal printers for dental as well as larger production systems for industry such as its DMP Flex 350 and DMP Factory 500 systems. Previously Kevin worked as VP for Europe, VP Marketing, SVP for Production Printers at 3D Systems. Before this Kevin was the Vice President of Marketing and Business Development at venerable laser sintering company DTM which was acquired by 3D Systems. Kevin started at DTM in 3D printing in 1993. Not only are there few people with this much experience there are very few people that have fullfilled so many different operational roles in 3D printing businesses and barely any people that additionally have as deep an experience with polymer sintering, metal sintering, inkjet and stereolithography. It’s a real treat to be able to interview a true pioneer and veteran such as Kevin.
What have you learned in your 25 years in 3D printing?
Over the course of my career in 3D printing, what I find most interesting has always been the potential applications. In the early years of 3D printing, it was about prototyping. But the realization has existed for quite some time that at some point manufacturers would be able to migrate from prototyping to production. The transformative potential of the technology enables compelling use cases and applications. The industry has gone through several hype cycles, but if you’ve been in industry long enough, you’ve seen steady growth in use for production manufacturing such as for hearing aids and dental aligners. Manufacturing with additive is real today, and will drive this industry beyond what we’ve seen in last 25-30 years – that’s what makes this so exciting.
What have been some of the biggest changes?
For more than 15 years, 3D printing was largely a hidden cottage industry – no one knew anything about it. Today, everyone has heard of it, but with this broad awareness, there have also been some misconceptions about how it can be used and its maturity. In the last 10 years, we’ve seen quite a shift. When 3D printing began, it was initially an industry with a small number of players and limited investment. Today, we’re seeing lots of investment money coming in to the industry. Along with additional money, we’re seeing a lot of new players and technologies. While these will not all prove to be long-term winners, it creates churn in the market – pushing all the technology providers to grow and push the boundaries of what is possible. And this is what helps drive growth and innovation.
What has it been like working in this industry?
In a macro sense, it’s been something of a roller coaster ride. In the history of 3D printing, some have seen its potential as poised for huge success but then they’ve written it off. It’s very cyclical. If you’re fortunate enough to be on the inside of this industry, what makes it so compelling is all the new applications being developed and taking off. Not many people in their careers get the opportunity to work on transformational applications.
Where is our industry now?
With the sheer amount of investment going into the industry right now, new technologies are being developed and existing technologies are expanding. We’re seeing manufacturers implementing new applications and setting up factories. And many large companies are embarking on research and exploration to determine how they can integrate 3D printing into their business. Over the next decade, there will be a big sorting out that will take place as many of these pieces fall into place.
What are some things that need to change?
While the industry has made tremendous strides over the past 30 years, the technology is still relatively immature. And we also see many manufacturers out there that still don’t fully understand where to apply 3D printing, where it makes sense, what parts can benefit from 3D printing and the resulting cost benefit, as well as truly embracing the capital required to set up their factory. There is still quite a bit to be done in terms of educating the market, and providing partnership and counsel to help manufacturers.
What are some of the biggest challenges?
In addition to what I just mentioned, we need to take stock of what is available in the industry with regard to technology, materials and how they can be applied to parts selection and cost. We also need a broader portfolio of materials to expand the range of applications which can be addressed through enhanced speed and parts cost reduction.

A 3D Systems DMP Factory 500 Metal 3D Printing System
What have been some key developments in metal printing?
The fact that we can produce 3D printed parts with excellent properties from traditional metal alloys has been major part of the success story for metal 3D printing. This allows us to create 3D printed parts for aerospace and medical with limited risk that are better or as good as conventionally manufactured parts.
We’ve also seen Increases in print speed which is driving down parts cost, and the ability to make parts in larger sizes that customers like aerospace require.
I believe the third key development to be the ability to certify and validate parts and printers in regulated industries. This is a major breakthrough allowing us to enter advanced manufacturing segments and be successful.
How do you see the future of Direct Metal Printing?
To date, we’ve seen on-going, increased adoption in advanced manufacturing segments such as aerospace, power generation, and medical devices. This is all still in the early stages, but we’ve seen enough demonstrated success that it will drive advancements in next 5-10 years. I believe the technology will also continue to improve – for example, process control, QA, several-fold increase in speed, and the holes in materials portfolio will close – driving increased adoption.

A DMP Factory 350
What have been some of the key advancements in healthcare?
Healthcare like aerospace is a heavily regulated industry. To be successful, a technology partner must demonstrate they can print a part and meet all the requirements for its use in a very rigorous way. It’s also imperative to demonstrate you can install and validate this (3D printing) equipment for a medical environment. The FDA is very transparent in how they operate and their regulatory requirements. Multiple OEMS and service providers have been able to show they can validate use of the printers to make these parts to meet regulatory approval coupled with quality work in factory environment. Huge breakthroughs have been made in this area which have resulted from lots of work by lots of people. You can talk ad nauseam about parts that could be designed by 3D printing, but without validation and approval, there’s no forward movement.
How difficult is it to manufacture medical devices with 3D printing?
It depends. This is a tough question to answer. It’s important for the manufacturer to understand how to apply 3D printing and what parts to select to print. Right now, this is still very much in its infancy. People are still sorting out the range of potential medical devices (i.e., implants and instrumentation) that make good sense for 3D printing. Before production can even take place, a manufacturer must ensure they can operate correctly in a factory environment and validate the printers for production. Many medical device companies can validate traditional factory equipment, but 3D printers are a whole different animal. Today, this is still not a common practice, nor well-understood.
What advice would you give a company interested in manufacturing medical devices?
If a company wants to manufacture medical devices they need to find the right partner with the know-how to set up and validate these environments. And currently, the know-how exists in pockets. 3D Systems has it with experience in our facilities in Denver, CO and Leuven, Belgium,, and the expertise of application teams that understand how to optimize processes, and validate those processes in-house. When a manufacturer works with the right partner, it reduces the time it takes to get from “want to do this” to actually executing.
· Do you see printing medical devices as something that will be done in-house, by specialized manufacturers, by services?
There are two primary routes for medical device manufacturing. Of course, there is in-house production and all large medical device companies will do some amount of in-house manufacturing. However, even for these large manufacturers, there will still be certain classes or types of parts they choose to outsource. Mid-size manufacturers, on the other hand, will primarily outsource the production based on the segment they’re addressing and how large a percentage of their business it is.
The supply chain will be comprised of large OEMs producing some of the parts complemented by traditional contract manufacturers who already supply these device manufacturers who are considering 3D printing as a new option to deliver those parts. Again, the important piece to keep in mind is selecting a well-trusted vendor partner that has the experience, certifications, and post-processing capabilities required. 3D Systems has an objective to enable this. We’re setting up a certified partner network and acting as the trusted vendor.
In metal printing for dental, what are some interesting recent developments?
There is an on-going good opportunity in dental for direct production of crowns & bridges as well as implants. And, specifically for implants, there are some opportunities for hybrid manufacturing – that is, blending additive manufacturing with traditional manufacturing. There is also a small but interesting opportunity to produce crowns from precious metals.

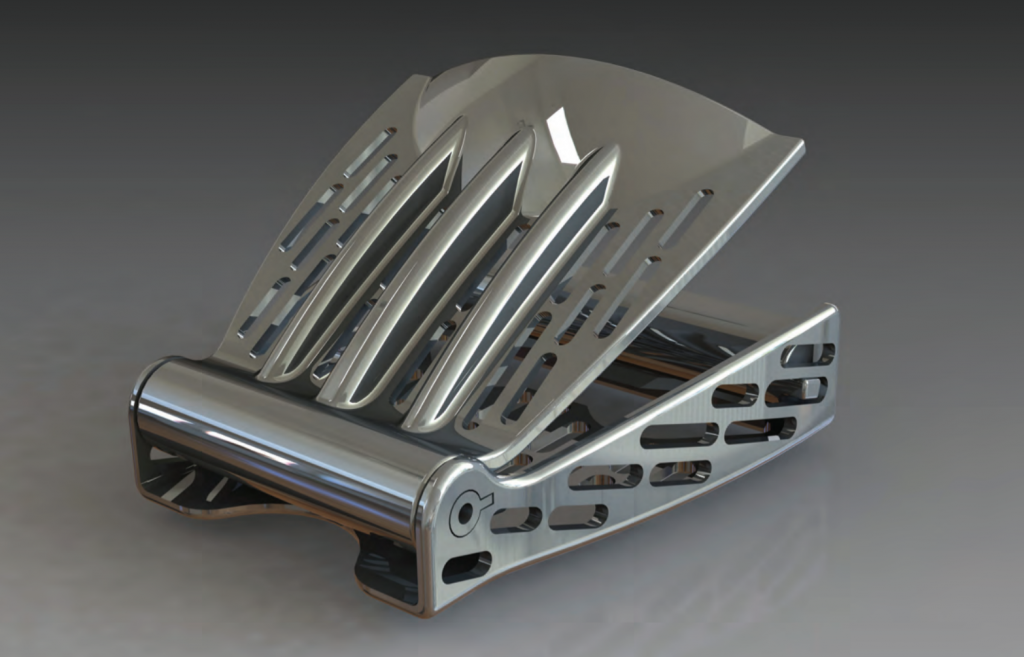
A 3D printed exhaust made on 3D Systems Equipment is on the right while the conventionally made exhaust on the left would have a much higher part count.
What is needed to truly industrialize metal printing?
First and foremost, we need strong tools for process control and QA. In situ QA tools are pretty essential to fully industrializing a technology. With these tools we are able to reliably predict the output – or final part – based on inputs. Tools for both are in the early stages right now, but we currently have more and more tools to understand what’s going on in-process. These tools help us learn something about the quality of parts produced prior to inspecting them.
To industrialize metal printing, we also need a closer integration of additive and subtractive manufacturing. In almost all cases we don’t simply take 3D printed parts out of the machine and use them as-is. Typically, there is fairly significant post-processing involving multiple steps to get to the final part including machining and wire EDM. Today, that transition is fairly awkward and not very smooth.
It will also be imperative for manufacturers to have a deeper understanding of parts selection and cost prediction. What parts make the most sense to 3D print? How can we predict the cost to produce them? And then how do we select the right projects to start and ensure a profitable outcome?
In medical printing I see a lot of consumers thinking that they’ll get a heart printed a few years from now. Meanwhile, on the research side, people tell me that it will take 20 years for us to print complex organs. What’s your view?
I believe it’s important to separate the potential proof of concepts and all the fascinating work currently ongoing from all the steps needed to actually put this inside a person. As discussed previously, healthcare is a highly regulated industry. So while there are lots of interesting demonstrations of what’s possible, there is a pretty significant gap to actually going through regulatory steps to get these into a person.
You’ve worked in inkjet for a long time. Binder jetting metal is all the rage. Is this something for 3D Systems to consider?
We track all new technologies, including non-laser powder bed processes. There could be opportunities for two-stage processes, where a green part is created in a printer and then solidified in a high-temperature furnace. This might be suitable for parts that would normally made by MIM (Metal Injection Molding). With no tooling required and the ability to use lower-cost powders, there might be some very interesting opportunities for this approach. However, I have some doubts as to whether the properties are sufficient to target the applications we address today.
What advice would you give firms that wish to industrialize 3D printing for manufacturing?
In my years in the industry, I’ve seen many companies attempt to truly industrialize additive. The ones who are the most successful are the manufacturers that partner with a company that has the expertise and experience to guide them to successful implementation. The biggest obstacle we see is companies that don’t understand the technology well enough to select the right parts to 3D print. If the wrong part is selected for the process, you run the risk of tainting everyone’s view of 3D printing. The right partner can help not only select the right part, but then help design it in a way that is appropriate for AM. Additionally, and perhaps even more fundamentally, is putting together a business plan and developing the case for how AM can positively impact overall operations.























{kind=link}