Albert Folch Alcaraz recently submitted a Master’s thesis to the Universitat Politècnica de Catalunya BarcelonaTech. In ‘Mechanical and Microstructural Characterization of 3D Printed Ceramic Fuel Cells Electrolytes,’ Alcaraz delves further into digital fabrication using ceramic as a versatile material for creating solid oxide fuel cells—electrochemical devices capable of transforming chemical energy to electrical energy.
Striving to ‘bring science and society closer together,’ Alcaraz aims to develop energy devices that offer better efficiency, as well as offering clean energy that can be generated with less effect on our environment. Fuel cells are categorized regarding the types of electrolytes contained within, from low temperature (the alkaline fuel cell (AFC), the proton exchange membrane fuel cell, and the phosphoric acid fuel cell (PAFC)) to high temperature (operating at 500 – 1000 oC as two different types, the molten carbonate fuel cell (MCFC) and the solid oxide fuel cell (SOFC)).
SOFCs are made from ceramic, comprised of an anode that oxidizes and then sends electrons to the external circuit—and the oxidant which feeds into the cathode, thus ‘accepting’ electrons and then undergoing a reduction reaction. Electricity is created via electron flow from the anode to the cathode.
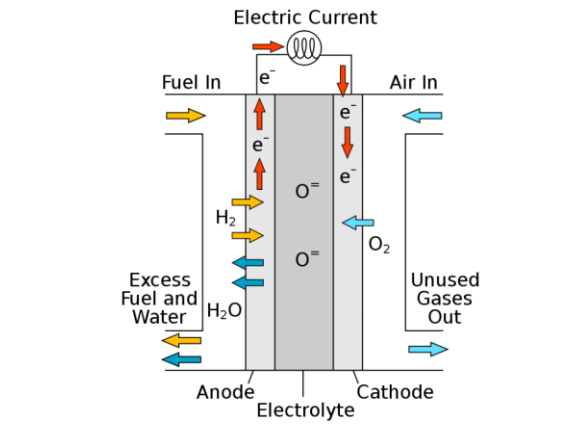
Working schematisation of a SOFC
Solid ceramic electrolytes prevent corrosion, offer superior mechanical performance for smaller, lighter weight structures, but do still present some challenges in terms of processing and temperatures.
“In theory, any gases capable of being electrochemically oxidized and reduced can be used as fuel and oxidant in a fuel cell,” states Alcaraz.
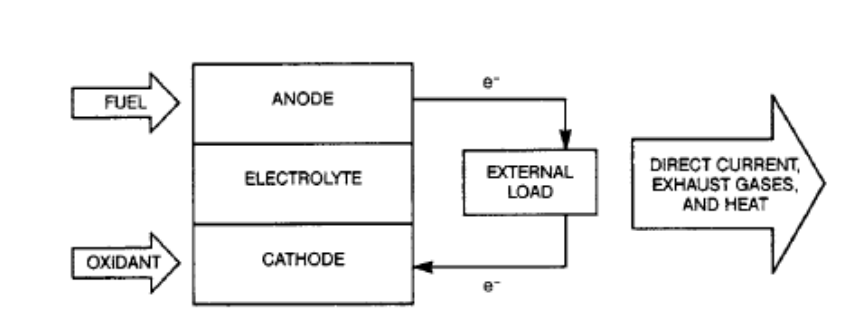
Working scheme of a fuel cell
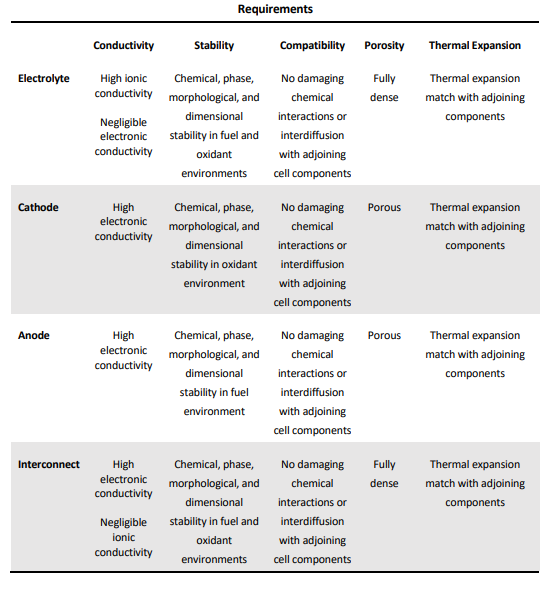
Physical and chemical characteristics of the four components of a SOFC
For suitable performance, fuel cells must contain the following
- High conversion efficiency
- Environmental compatibility
- Modularity
- Sitting flexibility
- Multifuel capability

Different applications of fuel cells; a) Fuel cell in the Toyota Mirai model and, b) a fuel cell for ships as part of a maritime project for the U.S. Department of Energy
More traditional techniques for production with ceramic materials include uniaxial and isostatic pressing, tape casting, slip casting, extrusion, and ceramic injection molding. 3D printing has been used in connection with ceramics and a variety of different projects around the world, to include the use of ceramic brick structures in architecture, porous ceramics with bioinspired materials, and establishing parameters in quality assurance.
Techniques such as powder bed binder jet/inkjet 3D printing are popular with the use of ceramics.
“It must be mentioned that although printed material in plaster-based printers is a ceramic material, if impregnated with and adhesive, it will not be a pure ceramic but a polymer-ceramic composite. As no extreme heating is required during and after processing, colors can be added to the part,” stated Alcaraz.

Examples of powder bed binder jet/inkjet 3D printed parts
Other popular 3D printing methods include selective laser melting (SLM), stereolithography (SLA), and robocasting. Alcaraz noted, however, that 3D printed samples demonstrated 98 percent relative density in comparison to tradition methods—and especially when compared to cold isostatic pressing.
“It has been demonstrated that the 3D printing specimens present similar micro- and nano- mechanical properties with the sample fabricated by a conventional processing route. In terms of the Vickers Hardness, the 3D printed specimens presented higher values than the specimen produced by CIP,” concluded the researchers. “As far as for the nanoindentation hardness and elastic modulus, the 3DP parts presented similar values of hardness. Nevertheless, it has been found that the values found for the elastic modulus are sensitive to different aspects such as the porosity and the roughness of the parts, giving less concise values.
“Concerning the reduction of printing defects, it is recommended to treat the feedstock before printing in order to achieve an homogenous particle size of the powder and be able to use a nozzle with a smaller diameter in order to enhance the resolution of the final 3D printed part. Finally, it would be interesting to follow the investigation of microcompression of the printed samples in order to extract the compression elastic modulus value through a different experiment and compare it to the nanoindentation technique. Furthermore, in the compression stress-strain curve obtained for the 3D printed specimen it is clear to observe a densification process (serrated zone) due to the presence of internal porosity heterogeneously distributed along the entire specimen.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Mechanical and Microstructural Characterization of 3D Printed Ceramic Fuel Cells Electrolytes’]
The post Universitat Politècnica de Catalunya BarcelonaTech: Characterization of 3D Printing for Ceramic Fuel Cell Electrolytes appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.