
With the aim of creating a complete production cell for additively manufacturing aluminum components used within the automotive and aerospace industries, the NextGenAM project has established its first pilot plant in Varel, northern Germany. The pilot plant will operate from the facility of project partner Premium AEROTEC, a subsidiary of multinational aerospace organization Airbus Group. […]
NextGenAM Project Launches First Pilot Facility

Last year, a project was announced: the NextGenAM collaborative project, dedicated to developing and implementing next generation industrial additive manufacturing technology. The partners involved include Premium AEROTEC, EOS, and Daimler. A goal of the project was to develop the basis of a future system for series production using 3D printing technologies. The project team has been working on assessing the additive manufacturing process to see what kind of potential it holds for automation, and now the first pilot plant has been launched at Premium AEROTEC’s technology center in Varel.
Aluminum is the material in focus here; the project aims to create a production cell that is capable of manufacturing aluminum parts for the automotive and aerospace industries in particular. Titanium has been the main material used for additive manufacturing in aerospace thus far, but one of the project’s goals is to also qualify aluminum for use in the industry. The facility contains several machines for additive manufacturing, post-processing, and quality assurance. All steps are fully automated and integrated, eliminating manual work altogether.

“The integration of the AM process in an automated production line is an important milestone for the broad application of our technology in series production scenarios,” said Dr. Tobias Abeln, CEO of Premium AEROTEC.
 Central to the plant’s operations is the EOS M 400-4 four-laser system, which is being used in combination with the EOS Shared-Modules concept. This means that the M 400-4 is equipped with a powder station and is connected to a standalone setup and unpacking station. Therefore, filling and emptying the system of metal powder, setting it up to prepare for a new build job, and unpacking the finished components can be carried out independently of and parallel to the 3D printing process, greatly increasing productivity.
Central to the plant’s operations is the EOS M 400-4 four-laser system, which is being used in combination with the EOS Shared-Modules concept. This means that the M 400-4 is equipped with a powder station and is connected to a standalone setup and unpacking station. Therefore, filling and emptying the system of metal powder, setting it up to prepare for a new build job, and unpacking the finished components can be carried out independently of and parallel to the 3D printing process, greatly increasing productivity.
Downstream post-processing has also been automated. A robot takes the build platform with the parts for the setup system and places it in a furnace for subsequent heat treatment. It then removes the platform again and takes it to a three-dimensional optical measurement system for quality assurance. The build platform is then conveyed to a saw, which separates the parts from the platform.
“In this project we have already succeeded in significantly reducing the production cost per part, thus creating an economic perspective for large-scale digital 3D printing factories,” said Dr. Thomas Ehm, CEO of Premium AEROTEC.

Over the next several months, the pilot process chain will be further tested and parts of the facility will be audited. Production data will be collected and analyzed with the goal of collating precise data on process times, profitability, and cost optimization.
“3D printing is well on the way to establishing itself in the automotive sector as an additional manufacturing method with great versatility,” said Jasmin Eichler, Head of Research Future Technologies at Daimler. “With this collaborative pre-development project, we are taking a significant step towards achieving cost-effectiveness in metal 3D printing throughout the process chain. The project lays the cornerstone for the future realization of larger quantities in the automotive series production process – with the same reliability, functionality, longevity, and economy as for components from conventional production.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Evonik Develops PEBA Powder for Polymer 3D Printing
 It can be overwhelming to consider the number of materials there are available for 3D printing, and new ones are constantly being developed. It’s not an easy or simple process to create a new 3D printing material, though, which is why materials that are prevalent elsewhere in manufacturing sometimes take some time to arrive in the 3D printing industry. Polyether block amide, or PEBA, is one of those materials. The flexible thermoplastic elastomer has numerous and varied manufacturing applications, but has rarely been seen in 3D printing. However, Evonik has now announced the development of a new PEBA powder for laser sintering, high speed sintering and binder jetting.
It can be overwhelming to consider the number of materials there are available for 3D printing, and new ones are constantly being developed. It’s not an easy or simple process to create a new 3D printing material, though, which is why materials that are prevalent elsewhere in manufacturing sometimes take some time to arrive in the 3D printing industry. Polyether block amide, or PEBA, is one of those materials. The flexible thermoplastic elastomer has numerous and varied manufacturing applications, but has rarely been seen in 3D printing. However, Evonik has now announced the development of a new PEBA powder for laser sintering, high speed sintering and binder jetting.
PEBA’s benefits include excellent mechanical and dynamic properties, including flexibility, impact resistance, energy return, and fatigue resistance. It is resistant to many chemicals and maintains its properties over a wide range of temperatures. It is used frequently for athletic shoe outsoles, in medical products such as catheters, and in electronics for products such as cable and wire coatings. PEBA can also be used to make textiles. 
3D printed products made from Evonik’s new PEBA powder offer flexibility, chemical resistance and durability over a range of temperatures from -40°C to 90ºC. The powder is well-suited to the manufacture of functional high tech plastic parts, including both prototypes and series production components.
“Flexible polymer materials significantly expand the options for additive manufacturing because they allow us to realize new, demanding applications in attractive markets,” said Fabian Stoever, Senior Product Manager for Polymers at EOS. “In addition, the variety of materials not only enables us to produce individual high-tech functional components, but also to develop much more sophisticated 3D concepts that make use of the entire material range.”
![]() The new PEBA powder was optimized for use in EOS laser sintering systems as part of a development collaboration between EOS and Evonik. It has already been successfully adopted into the material portfolios of several 3D printing service providers. EOS markets the powder under the name “PrimePart ST.”
The new PEBA powder was optimized for use in EOS laser sintering systems as part of a development collaboration between EOS and Evonik. It has already been successfully adopted into the material portfolios of several 3D printing service providers. EOS markets the powder under the name “PrimePart ST.”
“New innovative products that are developed in bespoke projects in close cooperation with our customers form an important cornerstone of our organic growth,” said Thomas Große-Puppendahl, Head of the Engineered Products Product Line at Evonik.
Evonik has been producing polymer powders for 3D printing for a while, and the development of PEBA further expands its materials porftolio. The company is a world leader in the production of polyamide 12 (PA 12) powders, which have been used in 3D printing for more than two decades. With help from EOS, Evonik will now introduce PEBA to the 3D printing world, opening up the door to a variety of new applications.
If you’d like to learn more about PEBA and other high performance 3D printing materials from Evonik in person, the company will be at Booth #4117 at the plastics processing trade fair Fakuma, which is taking place from October 16th to 20th in Friedrichshafen, Germany.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
3D Printing Gold and Other Precious Metals with Cookson Gold We Interview David Fletcher

My rather graph and microscope photo filled Linkedin is often enriched by a flash of color. This is either some asinine viral video infecting the formerly useful Linkedin feed or it is, more happily, from an amber fire glow of 3D printed gold jewels. These come courtesy of David Fletcher who kindly peppers my Linkedin feed with lovely 3D printed jewels. David is the Precious Metal 3D Printing Manager at Cookson Gold. David has spent nearly 30 years at Cookson so must have developed quite the layer by layer Midas touch. Cookson is a supplier of all manner of goods to the gold industry from consumables to machines. It itself is a subsidiary of the Heimerle + Meule Group which is a leader in precious metal refining, reclaiming and products for precious metal separation. 3D printing in gold sounded like a panacea when it was first launched. It turns out that it is a bit more complex than initially assumed but by partnering with Powder Bed Fusion leader EOS Cookson has managed to present a gold and precious metal printing online service that has provided jewels for many customers in many different segments. The company also sells and supports EOS M80 and M100 3D printers. I got to know them as the realists in gold printing and found it high time for an interview.
How difficult is it to 3D print gold?
“As with all metal 3D printing the correlation between the system, the powder and the process are key to ensuring good quality parts in your chosen precious metal alloy. Cooksongold part of the Heimerle + Meule Group are able to print in 18k yellow gold, 18k red gold, 18k white gold, 925 silver and 950 platinum and have parameters available for the use on the EOS M080 and M100 systems. These are the only systems developed to handle high value powders to ensure full accountability. Other industrial and jewellery alloy parameters are also in development. We make all our own gas atomised spherical powders internally which are optimised for high “flowability”.”

Why did Cookson Gold move into 3D printing gold?
“As precious metal specialists supplying products and services to jewellery, industrial and dental clients Cooksongold part of the Heimerle + Meule Group were looking for different avenues and areas where we could supply our precious metals. One of the areas that was seeing huge growth was additive manufacturing which was focused on prototyping primarily at that time. Were were keen to push into the technology as we became aware of its advantages over existing production techniques to produce parts that are hollow and lightweight, that articulate cutting down on assembly steps and are highly customisable.”
How much labour is still present in a gold 3D printed part?
“The pre and post processing of precious metal parts is the same as any metal 3D printed part. The major difference is managing every piece of scrap/support/powder to ensure this is recovered and no precious metal is lost. Cooksongold are a major precious metal refiner so we can purchase the scrap alloy and turn this back into fine gold, silver and platinum and then realloy back into useable powder all in house. There are six basic steps to our bureau service – Design: Create the design, optimised and ready for direct precious metal 3D printing. Upload: Send the CAD file in an STL format via our secure portal. Quote: We assess the file and provide a quotation. Print: We build the part layer by layer by melting and solidifying the fine precious metal powder. Post process: We remove the building supports and sand blast ready for shipping. Finish: We deliver the part to our clients your ready-to-finish.”

What kind of customers do you have for it?
“We are dealing with clients from across both industrial and jewellery business channels. Cooksongold have four distinct business channels –
- Cooksongold 3D: Our 3D printing bureau service. These clients range from individuals through to major manufacturers who start with a single product, progressing to a group of products designed for 3D printing with volumes increasing accordingly. In several cases the clients have gone on to purchase the M080 system with support from Cooksongold supplying the parameters and powders.
- Precious Metal Powder Production & Sales: Proving both existing and bespoke alloy powders to the clients requirements. Importantly as a major refiner of precious metals we are able to provide “full chain of custody precious metal alloys” providing a provenance for the precious metals.
- Precious Metal Parameter/Application Development: We provide developed parameters for existing alloys and development of parameters for new alloys to a clients specification. We are also able to carry out development of parameters for a specific application or geometry.
- Precious Metal Recycling & Refining: We carry out scrap precious metal recycling, melt & assay analytical services. We are able to offer gold & silver refining services with our LBMA accreditation. We can also offer our clients metal account trading with precious metal finance option available.
- Finally we work with EOS selling the M080 system and supporting sales of the M100 for precious metal applications.”
What kind of parts are they making?
“The parts we are producing for clients are wide and varied depending on the business channel. The industrial applications we are looking at are incredibly varied using various Platinum alloys and fine silver. In the jewellery world the designs are coming of age with designers now really taking advantage of what is possible from direct precious metal 3D printing. The beautiful pieces from Marie Boltenstern incorporate precious stones and beads into the designs with no evidence of how the stones got there. The watches from Michiel Holthinrichs are amazing timepieces that are completely customisable to the wearer. With the parts we have designed in house such as the 18k bicolour bracelet opening up a whole new world of possibilities for both jewellery and watches.”

Is it primarily one-offs or more series?
“We have clients who are submitting one off parts that are unique and customisable. However we have also seen an increase in series production with repeat orders. many clients start with a single product, progressing to a group of products designed for 3D printing with volumes increasing accordingly.”
So you sell the Eos M-80 machines and are a service?
“This is correct, In addition to offering our own bureau service we sell the M080 systems exclusively on behalf of EOS. As we progress to the M100 system we will focus on our 4 primary business channels supporting clients with their precious metal applications, powders and parameters with EOS handling the system sales and support.”
I know that estimating costs is difficult in metal printing but can you give us an idea of what a standard gold band wedding ring would cost for example?
“As you have indicated costing of all metal 3D printed parts whether non precious metal or precious metal is not simple. The two key factors for precious metal are yield – how much precious metal powder is used to produce supports. And build height – the taller the piece the more 20micron slices required the longer it takes. The approx production cost for a simple 18k yellow D shape or oval wedding ring band would be €60 plus the precious metal content.”

What is the ideal part to print in gold, and a terrible one?
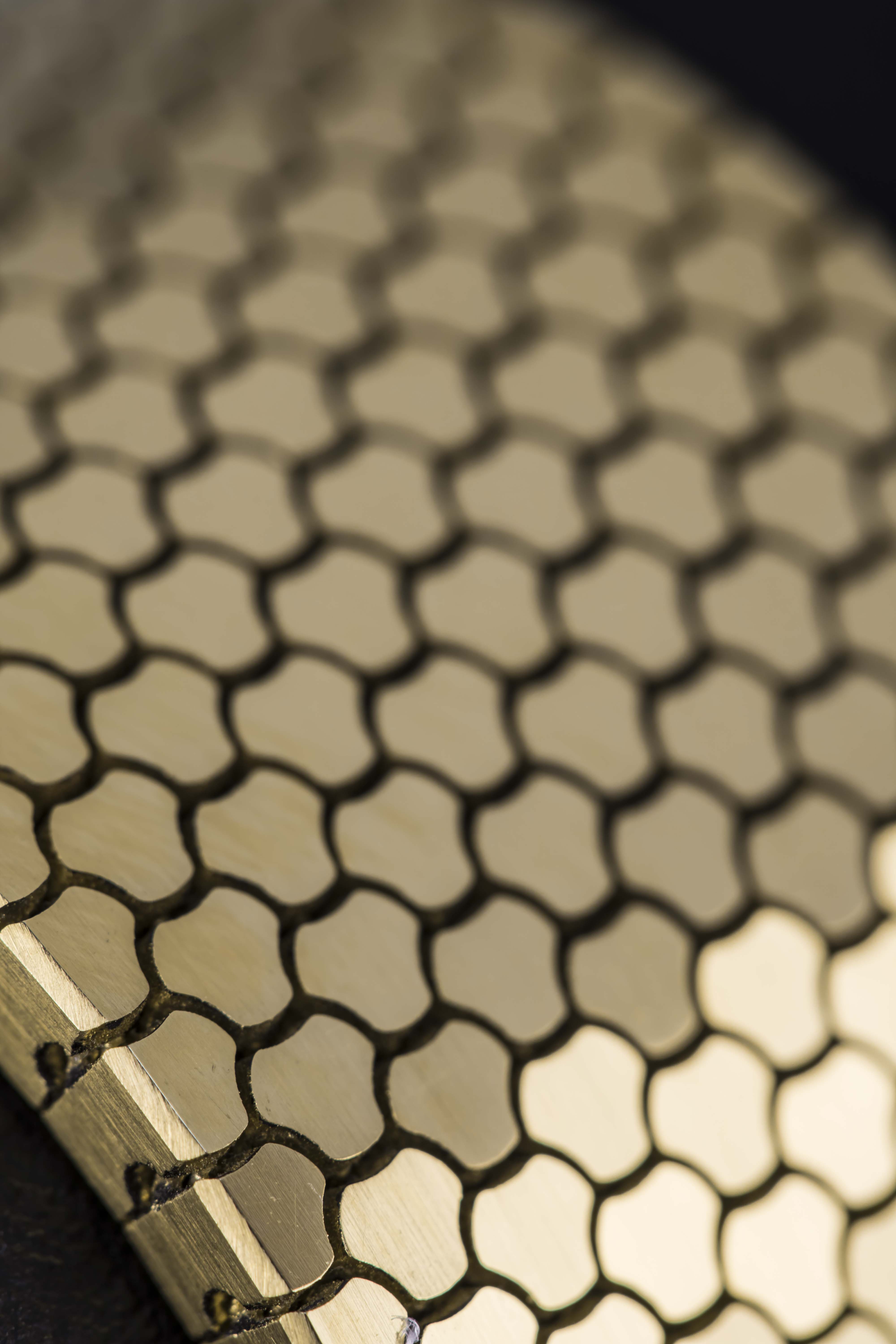
“The ideal part to print is the 18k bicolour mesh bracelet which is a perfect example of design for AM. The part is light weight, articulates and can be customised and importantly it cannot be produced any other way. Parts that can be easily cast are quote often not ideally suited to 3D printing. These parts can be printed but do not take advantage of any of the benefits the technology offers and thus are not cost effective to print.”
Could you walk us through some of the key design rules for gold 3D printing?
“Direct Precious Metal 3D Printing opens up a whole world of possibilities for creating objects which cannot be manufactured using traditional methods such as casting or milling. However, there are certain requirements associated with the process so Cooksongold created the following design guidelines to help our clients achieve the best results possible, in doing so they will be able to create products that were not possible before. Please use the information provided as a guide and as a general rule it is advisable to avoid working to the minimum tolerances in all areas of your design.”
Size
The Precious M080 uses a circular build platform with a diameter of 80mm. Cooksongold therefore specify that all parts should be no bigger than 75mm in diameter and 90mm high.Wall thickness
The minimum wall thickness is 0.3mm however this is dependent on the geometry of the design. We would also recommend increasing this value for larger pieces.Small details and thicknesses.
The general detail resolution of direct precious metal 3D printed parts when processing parts on the Precious M 080 is between 200 µm and 250 µm (these values ensure the production of dense material). The dimensional accuracy of the machine (x,y) is currently in the region of +/- 100µm. An example of dimensional accuracy would be if we built a block 50mm x 50mm x 50mm then the tolerance’s would be 50mm +/- 0.1mm in the x and y direction. The dimensional accuracy in the z direction is controlled by the layer thickness, so the tolerance would be tighter.
Detail resolution refers to the smallest feature size of dense material that can be reproduced on a part. When building extremely small parts any sharp angles or corners may appear slightly rounded.
Supports
Support structures are required on nearly all builds and perform a variety of functions. Their main use is to raise the parts off the build platform so that they can be easily removed once completed. They are also added to pieces which have shallow angles or horizontal sections to prevent deformation. Finally they can also act as a heat sink ensuring the powder melts correctly during the build process.
It is important to consider that supports need to be accessible to be removed so any internal structures need to be self-supporting.
Please be aware that post processing may be required to remove any witness marks left after support removal. We have included some brief examples of supports below to illustrate how small design changes can have a huge impact on the amount of supports required, which in turn will help to optimise the yield of your powder.Angles and overhangs
Horizontal areas and shallow edges angled less than 35 degrees from the platform base will need a support, otherwise the edge of the piece may deform into the loose powder below. This can lead to a rough surface finish in that area or even cause the build to fail. Overhangs or angled walls that do not need supports will achieve a better result than those that do. Adding radii and designing pieces with angles of under 40 degrees from the platform usually eliminates the need for support structures. The more upright the wall, the better the surface finish.

What do you see as the future of 3D printing gold?
“Not limited to gold the future of precious metal 3D printing is very bright. The jewellery industry is now starting to adopt the technology and most importantly designing for the process creating some amazing and unique pieces not thought possible previously. However the biggest area of growth is undoubtedly in industrial applications. The volume of parts and possible applications is staggering with design for AM optimising parts for their function and reducing the high volumes of precious metal required. As the saying goes, The future is very bright.”
E3D Online and Victrex develop new PAEK material for additive manufacturing
UK-based E3D Online, an award-winning 3D printing technology developer and marketplace, and Victrex, a Lancashire-based manufacturer of high-performance polymers, have successfully created a formulation of polyaryletherketone (PAEK) filament for “lightly modified consumer” desktop FFF/FDM 3D printers. Regarded as an advanced thermoplastic, PAEK is traditionally used in injection molding and extrusion manufacturing processes. However, with its unique […]
Kupol 3D Printed Cycling Helmets Ready for Prime Time
Years ago a colleague of mine made a presentation discussing 3D Printed helmets. His point was that a helmet was an example of something that would be difficult to commercialize as a 3D printed product because of regulatory issues. You could get a better fit or even a safer helmet with 3D printing, but how would you be able to crash test all of the helmets? If each helmet has to be crushed 180 times for regulatory approval, then how would you test an individual helmet? Today a Canadian firm think that they’ve found an answer to this problem by designing and making a 3D printed helmet. This project was started back in 2017 and the team has been refining it ever since. We’ve seen a number of 3D printed bike helmet designs on our site, some are whimsical others very serious, will Kupol be the one that we wear? Designed to take advantage of 3D printing the Kupol bicycle helmets can be customized and make use of novel 3D printed structures to absorb impacts and engender comfort. We interviewed Gabriel Boutin, the CEO of Kupol to find out more.

The Kupol 3D Printed Bike Helmet
What material is the helmet made of?
Our helmets are currently made of PA12, which is the most common material in terms of plastic powder. It’s a great choice for its mechanical properties. We plan to test using polypropylene as soon as it is available on the market for MFJ, and are committed to making sure we use the safest and most efficient technology available.
Why did you pick this material?
Density and thickness are the main factors we test to reach a specific energy-absorption score. Our test results show that there are no real limitations in terms of materials. In fact, our 3D printed structures can be adapted to use with a wide range of plastic powders.

The Kinetic Bumpers inside the Kupol helmet.
Why a 3D printed helmet?
As a consultant in the field of helmet design for over a decade, I’ve come to the conclusion that the main road block in the evolution of helmets is the manufacturing process.
The cycling helmet was always meant to evolve into a sophisticated 3D printed object. The foam helmet as we know it has not significantly advanced in more than twenty years. It’s high time for a revolution.
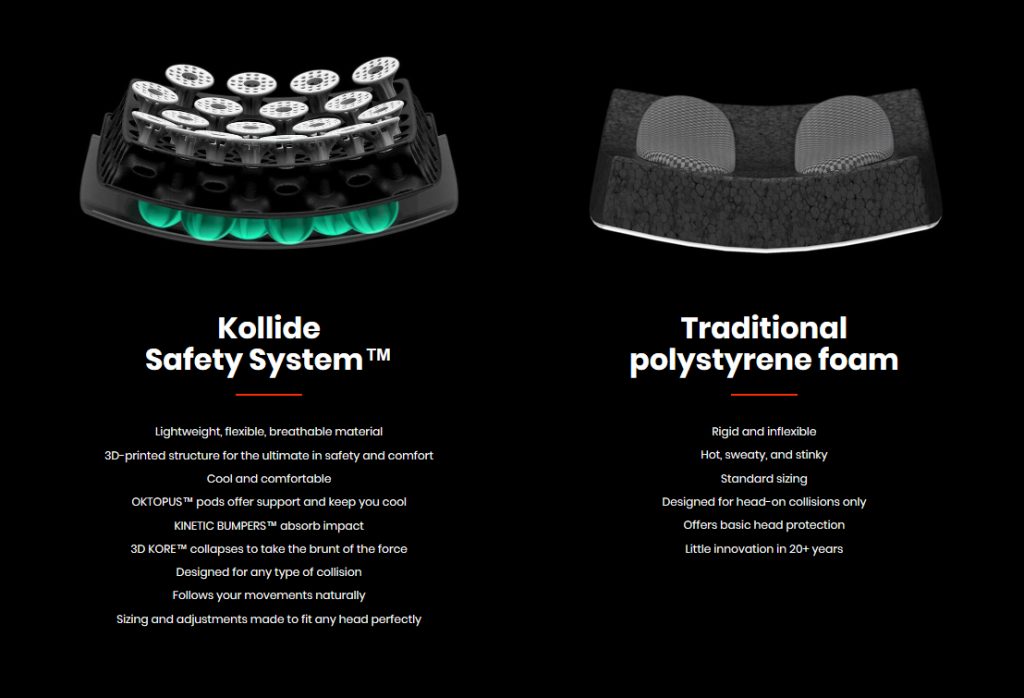
Molding the insulating material—called expanded polystyrene—was a major obstacle to fulfilling our promise of comfort. That’s why we came up with our patent-pending KOLLIDE safety system, composed of three parts. The 3D KORE is a matrix that collapses on impact to take the brunt of the force while acting as a foundation for our two additional layers of technology. The outer KINETIC BUMPERS cushion your head and act as a density absorption layer to slow the speed of impact before it reaches you. Finally, the inner helmet is lined with OKTOPUS technology, made from over 100 flexible, independent sucker-like pods that offer an adjusted, aerated fit as well as allow the helmet to move in rotation to absorb any kind of impact.
Is it customized? How?
Thanks to 3D printing, we can offer a product that’s available in twice the number sizes of traditional helmets. A better fit means better protection. Also, the 100+ OKTOPUS pods inside the 3D KORE enable us to provide a helmet with a semi-soft interior that adapts seamlessly to any head shape.In future, we plan to offer a wider range of colors and graphics to suit everyone’s tastes. Can customizable, full-color 3D printing be in the cards? I’m thinking that’s a yes.
How long does it take to make?
The printing time is actually quite fast. In about 12 hours, you can print 8 or so complete 3D KOREs. We print the main portion of the helmet in 4 sections to make the most of the space available in the build unit. Then we assemble the pieces, taking advantage of complete design freedom thanks to additive manufacturing. We work in collaboration with HP on their multi-jet fusion platform to achieve the best productivity and quality available on the market today.
What advantages does 3D printing bring to the user?
3D printing is the only manufacturing process that lets the designer focus solely on their goal: head safety. Other manufacturing techniques such as injection molding force the designer to compromise on so many aspects, from size to draft angles, fewer SKUs, and more. On the other hand, the user wants a helmet that’s as light as possible while offering superior protection as well as breathability. They want a perfect fit without uncomfortable pressure points, and expect the cutting edge of safety for the price they are willing to pay. The cyclist isn’t looking for compromise—they want it all. And that’s just what kupol gives them.
How do you ensure quality control?
Each print contains several test specimens that are controlled using precise engineering methods. We also perform impact tests to ensure the deceleration is constant. We are living in a time when 3D printing technology can deliver a constant and reliable output—which is key for what’s considered the 4th industrial revolution.
How can you ensure that all helmets are safe?
Our helmets will be put through the standard certification process—CPSC for North America, CE for Europe—as well as undergo any other qualifications required. Our mission at kupol is to contribute significantly to the advancement of head safety, and everything we do is a reflection of that commitment.
Who’s on your team?
Although our team is relatively small, we have adequate funding that allows us to work in collaboration with several renowned partners. My own unique experience in helmet design includes over a dozen helmet projects for other brands. Our 3D printing approach also allows for something I like to call asymmetric warfare—especially when it comes to current industry leaders. In the past, if someone like me wanted to develop their own helmet, there was only one possible path: fly to China, work with a major player, pay for expensive tooling, order minimum quantities, limit the number of SKUs, wait several months to receive your first helmet, find distributors, and hope for the best. Now? A small company can completely reinvent the industry thanks to additive manufacturing.
What are your future plans?
At kupol, we want to reinvent more than the cycling helmet. We believe we’ve found the right recipe to redesign other types of helmets, which is our goal for the long term. In the short term, we’re preparing to launch our first kupol cycling helmet—a versatile product for riders who commute, cycle for speed, or head off road.
Helmets have long been a target for people in 3D printing. Kupol seems to be bringing considerable industry experience to bear and combining this with 3D printing. Leveraging experience through new technology is always going to be a novel approach that leads to some results. How good are those results? We’ll have to see about that in the future. For now, the approach seems solid and kupol seems peppered by 3D printing wisdom such as optimizing parts for nesting, splitting up assemblies for different functions and increasing the number of variations. What I think is the smartest thing that they’ve done is to not be seduced by the dream of everyone’s unique head a unique helmet but rather to increase comfort through design and using 3D printing’s ability to create absorbing and flexible structures. They then did increase the number of sizes to aid in comfort but did not make an infinite number of helmets available. Infinite helmet variations is perhaps the dream but the team is sticking to an easier to produce but still advantageous design initially. This seems like a smart move.
These kinds of startups could represent a big win for HP as well. For many goods, it makes sense to stick to the tried and true and with those that have track records (eg EOS). With a new thing, however, why not learn on a new platform? Also, even though HP is a giant firm comparatively the company is the challenger in the market, the 800-pound startup if you will. A recipe for disaster perhaps or possibilities of le leveraging synergies and advantages that other manufacturers don’t have. If HP is hungry and flexible enough then they have the ability to nurture, incubate and grow startups in their ecosystem. HP can spend the time and candlepower to help startups get up to speed. If HP would fail at this for a decade and produce one Invisalign or similar it would be well worth it. Meanwhile, at EOS it is “bitte warten sie” (please hold) while the company scales to meet demand while hiring hundreds of people to serve customers. At this point, it may just be enough for two firms to be at very different growth phases to make a significant difference as to how this market plays out. The powder bed technologies have in my mind always been a perfect match with medical, safety and other personalized regulated gear and partners. Kupol is in and of itself a great opportunity but the bigger picture to see who commercializes anything from PPE to sports equipment and medical assistive devices is being played out as we speak through Kupol and the choices they and their competitors make.
Victrex Introduces New PAEK 3D Printing Materials
 UK company Victrex has been a material supplier for more than three decades, specializing in high performance, high-temperature materials, in particular, PEEK part of the PAEK family of materials. Now the company has developed new materials for additive manufacturing, including a high strength polyaryletherketone (PAEK) material for laser sintering. PAEKs have high-temperature stability and high mechanical strength and is often used in medical and engineering applications. Victrex’s new laser sintering material attains lower refresh rates, resulting in improved recycling for unsintered powder. The second new material is a PAEK FDM/FFF filament with better strength and better printability than existing PAEK materials.
UK company Victrex has been a material supplier for more than three decades, specializing in high performance, high-temperature materials, in particular, PEEK part of the PAEK family of materials. Now the company has developed new materials for additive manufacturing, including a high strength polyaryletherketone (PAEK) material for laser sintering. PAEKs have high-temperature stability and high mechanical strength and is often used in medical and engineering applications. Victrex’s new laser sintering material attains lower refresh rates, resulting in improved recycling for unsintered powder. The second new material is a PAEK FDM/FFF filament with better strength and better printability than existing PAEK materials.
“These next-generation Victrex PAEK materials for additive manufacturing mark a decisive step forward, having potential to transform multiple applications, including aerospace, medical, and electronics,” said Victrex CEO Jakob Sigurdsson. “The exciting progress is based on continued intense R&D at Victrex and excellent collaboration within the Victrex-led consortium of companies and institutions pursuing innovation in additive manufacturing. Through this consortium we’re already seeing demonstrator parts that show how AM processes, coupled with high-performance materials, transform thinking to create truly innovative parts based on increased design possibilities.”

Demo bracket 3D printed with PAEK resin
PAEK is mainly used in manufacturing technologies like machining and injection molding. Thus far, it hasn’t been an ideal material for additive manufacturing. When used in laser sintering, it tends to only be able to be recycled at a very low rate, and needs nearly a full refresh of the printing bed with new powder. In FDM 3D printing, it has poor interlayer bonding, resulting in a loss of Z strength. Victrex’s new materials address these issues in particular, making them highly recyclable and printable, respectively, with good mechanical properties.
“Breakthrough technology is paving the way for an exciting future for additive manufacturing [using] PAEK,” said John Grasmeder, Chief Scientist at Victrex. “The powder recycle work for laser sintering, using the new Victrex development polymer grades has gone very well, with no measurable loss of properties when test components were made from partially recycled powder. We believe it will be possible to re-use all of the non-sintered powder that is recovered after a build run. This will result in a significant reduction in material costs compared to current PAEK materials where up to 40% of the polymer is wasted and cannot be recycled.”
![]() In 2016, the UK’s innovation agency, Innovate UK, awarded funding to a consortium led by Victrex to carry out research and development for the advancement of 3D printing technologies, particularly affordable high-temperature composites for 3D printed aerospace applications. The other members of the consortium are Airbus Group Innovations, EOS, CALM, E3D-Online, HiETA Technologies, South West Metal Finishing, and 3T-RPD.
In 2016, the UK’s innovation agency, Innovate UK, awarded funding to a consortium led by Victrex to carry out research and development for the advancement of 3D printing technologies, particularly affordable high-temperature composites for 3D printed aerospace applications. The other members of the consortium are Airbus Group Innovations, EOS, CALM, E3D-Online, HiETA Technologies, South West Metal Finishing, and 3T-RPD.
Victrex’s new materials complement the other technologies developed by members of the consortium. For example, EOS recently introduced the EOS P 500, an industrial, automation-ready laser sintering platform capable of producing high temperature, high-performance materials. Some of the materials being developed by the consortium are being evaluated at EOS research and development facilities for processability on current EOS systems, as well as the EOS P 500.
Victrex is also planning to continue pre-commercial testing of its new PAEK filament with E3D, which recently commercially released a new water-cooled extruder head especially optimized for the filament.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Source: Plastics Today]
EOS and Z3DFAB partner to build Korean additive manufacturing innovation center
EOS, a leading German 3D printer manufacturer, and Z3DFAB, an industrial metal 3D printing specialist, have signed an agreement to build an additive manufacturing innovation center in Korea. This center will operate to expand Korea’s additive manufacturing market through 3D printing initiatives, seminars, and workshops. “3D printing is already in use for mass production among […]
EOS to offer simulation aided additive manufacturing with Additive Works
Leading industrial 3D printing supplier EOS, and German software start-up Additive Works have confirmed that they are working together to enhance metal additive manufacturing processes. As part of the partnership, EOS is offering Additive Works’ Amphyon simulation based software to its customers, and the two companies have committed to the further development of the platform. Martin […]
FIT additive manufacturing launches Japanese subsidiary
FIT AG, a German additive manufacturing group, has recently announced the founding of its newest subsidiary, FIT Japan KK which aims to expand FIT AG’s operations and customer base within Asia’s developing additive manufacturing market. Carl Fruth, CEO of FIT AG, comments, “We want to expand these business relationships as a technology leader for Japan […]