
Ohio-based solid-state metal 3D printing specialist Fabrisonic, and optical sensor specialist Luna Innovations, have collaborated a3 D printed sensor project for NASA. The team was contracted to help gather data in cryogenic fuel pipes for rocket test stands at NASA Stennis Space Center. Leveraging the capabilities of its patented Ultrasonic Additive Manufacturing technology (UAM) technology, Fabrisonic was […]
NASA grants millions to 3D printing projects helping 2024 Moon landing
American space agency NASA has just secured funding for approximately 18 early-stage 3D printing projects developing technologies to help on its next mission to the Moon. As part of the agency’s 2019 Small Business Innovation Research (SBIR) and Small Business Technology Transfer (STTR) seed programs, the projects are among 363 proposals that have collectively received over $43 million […]
Interview with Fabrisonic on Embedding Sensors in 3D Printed Metal Parts
Fabrisonic has a very unique 3D printing technology. The company’s UAM (Ultrasonic Additive Manufacturing) process can take layers of metal tapes and through ultrasonically welding them and then machining them create 3D objects. Ultrasonic vibration has been used as a welding technology before but the firm has commercialized it for our market now. UAM lets you do very exciting things such as joining different metals, work with relatively inexpensive feedstock and embed sensors in metal parts. Now Fabrisonic is lowering the cost to get started with their technology by offering an entry-level machine, the SonicLayer 1200 for $200,000. Often times Fabrisonic can seem kind of a Don Quichote of 3D printing pioneering an own path that is very different than other companies all working on the same technologies. Can the firm go it alone? Or will it succumb to a VHS wars kind of pressure where Video 2000 lost to the wider adopted VHS? Will it find a niche such as the one it is trying to carve out in embedded sensors? Or will it find broader use but for heat exchangers or exotic blends of metals? We sat down with Fabrisonic’s brilliant Mark Norfolk to find out.

The New Fabrisonic 1200
How is Fabrisonic doing?
Were continuing on our growth curve. We’re a very small firm at the moment consisting of 8 people. In the next year we’ll be adding five people. We want to be a growing, strong & viable business. We’re all engineers so we want to build solid businesses.
We are a spin out of a nonprofit, EWI. So far we’ve been bootstrapping the business. Its a question of slow and steady with a focus on the long term.
At the moment we’re evenly split between service and machine sales. In house we operate five of our own machines. We’ve just launched our Fabrisonic 1200 which is a very capable machine that lowers the price point at which people can use our technology.
We’re very curious about emerging applications in electronics, sensors, IoT. One key aspect of our technology is that we can integrate electronics into metal structures. We see expanding interest into that application in process monitoring, industry, aerospace and other industries.
What are some examples of things that people are making with Fabrisonic?
One example is an embedded fibers optic sensor inside a metal part. What we can get from this is the actual load data from the component. In the demonstration case, it is a part of a wing. What our customers can do with this is to monitor the strain on the wings for example. This kind of application can be very useful in commercial aerospace. You could also track strain on the landing gear on every landing to predict failure or maintenance.
What is also being done is embedded thermocouples so we can get precise temperature measurements in specific places in a reaction vessel. Some of our customers want to very precisely measure temperatures in chemical reactions and use Fabbrisonic to put sensors exactly where they need to be. By placing the thermocouples inside the reaction vessel they can get the right data to adjust and control the reaction.
Another example of a sensor is inside a base plate used for PBF for metals. The embedded fiber optic cable in the base plate can monitor the process while the PBF machine is running. We can determine the strain, magnitude, and vector during the print job, Besides metal 3D printing such careful monitoring would be advantageous in many machines and processes.
Another application that we’re seeing is piezo microphones being used to detect cracks in metal structures to monitor failure or fatigue. We’re making sensors to measure magnetic fields and also making waveguides.
We’re helping to tackle challenges in health monitoring and also of things like wings, structures or a pole.

Embedded fiber optic strain sensors.
What are some of the advantages of your technology?
One of the biggest benefits is that we’re a solid state process. We’re not melting the part or changing the metallurgy of the part. Material cost is also low at $5 to $10 a pound. Besides embedding electronics in metal, we can use dissimilar metal and join them together. We can make gradient materials as well. A lof what you can do with our technology is emerging. We’re doing things whereby a part can become a barcode, that is serialized through the different thicknesses of the part itself. This ensures that the part itself can vouch for its own tracing and security.
A copper and aluminum part.
Why is 3D printing heat exchangers so promising?
It lets you get the coolant exactly where you want it. Without a lot of different production steps. You can pull out mass, increase performance and do part consolidation all at the same time.
With electric cars will there be possible demand in that arena for your technology?
For sure. We are seeing a lot of things where 3D printing could reduce part count and improve performance in electric vehicles and batteries. Structures could be heat sinks as well for example. Cool things.
What work has been done on microchannel heat sinks in heat exchangers?
We’ve made 10,000th of an inch channels in heat exchangers. This lets you get more surface area, in order to get more heat out faster. You can then integrate that anywhere in your structure. Or by varying dissimilar metals get different temperature gradients. The thinking has changed, your thermal unit is also structure.
Can you make gradient/functionally gradient parts with Fabrisonic?
The big thing for gradient, for us now, is to use it where is a transition; in temperatures for example. When monitoring or controlling for CTE (Coefficient of Thermal Expansion) we can use the layering of different materials to avoid sharp temperature differences. Fatigue cracks can also be avoided through this method.
RAPID 2019: Opening Day and Opening Ceremony
The first day of the RAPID + TCT conference was bristling with activity. The first day mostly consists of lectures and workshops. At some other conferences, this is a secondary affair but here in Detroit we’re really seeing this to be the meat and bones of the conference on day one. There were a tonne of conference events and workshops today from the very general to the highly specific. There were workshops on casting materials for automobiles, implementing quality systems for medical devices, metal printing, and how to use 3D printers in hospitals and biomaterials. A lot of these were almost all day events with multiple speakers that were almost conferences in and of themselves.

Professor Hart’s Workshop
Professor John Hart gave a great presentation on applying materials and processes to making 3D printed parts throughout the life cycle. This workshop was great for people trying to start business cases internally with 3D Printing. It covered things such as costing and the relationship with the design to the final part. Walking around through all the workshop rooms I was really spoilt for choice. I really do believe that the “workshop day” at Rapid is underappreciated and under-visited. There are people here and there is knowledge here that you really can not find anywhere else. Do not miss this first day if you want to come next year! Having said that there were thousands of attendees for the different workshops and the first day already felt like a big conference.
Things started to get much bigger when we went to the Ballroom for the main opening ceremony.

Erika Berg of Carbon and Vitorrio Bologna of Riddell
Erika Berg of Carbon and Vitorrio Bologna of Riddell keynoted on how their companies were working together to try to make individualized mass customized helmet liners for football helmets. Individual helmets and other sports gear could become a huge application for 3D printing. Using one build of a Carbon L1 3D printer all of the distinct parts of a helmet liner can be produced. The data comes from a scan of a players head which is now done by 3D scanners but Riddell wants to go to a home scan solution for that in the future. The data gets sent to Carbon which then calculates the optimal design of the helmet cellular structure which may have 140,000 struts. Riddell already has 4000 3D scans to work with as well as thousands of readouts of player crashes to tell them how to design the helmets. In the future, the team wants to put accelerometers and other sensors in all helmets to acquire more data that would let them produce better helmets. They want to implement this for all football players from the Pro’s and college to the youth level. All in all the approach with cellular structures and data gathering seems very sound and this is a huge application for 3D printing if it goes forward. I just have questions with the Carbon business model. If Riddell leases the printers if Carbon slices the files if Carbon determines the optimal structure of the helmet then what is Riddell?
If we look at firms such as Nike: Nike is the brand, they design the shoes and know how to market and brand them. Others manufacture. Now Riddell is outsourcing key ownership of the core design competency that they and firms like Nike have. Won’t they be tied to Carbon forever? Isn’t the core part of their helmets the connection between the “crash test data”, head scans and how to create the cellular structures for the helmets?
Carl Dekker of Met-L-Flo then came on. He is the current ASTM 42 Chairman and Advises SME. He presented awards on the best research paper and project. Fast Robotic Soft Matter 3D Printing for Neurosurgical Phantoms Fabrication by Michael Chang was the winner of the Dick Aubin Distinguished Paper Award. On the 23rd you can see him present it. On the research project side the winner was The Copper Cooler: Heat Sink for CPU’s by Lisa Brock and Gitanjali Shanbhag.
Industry consultant Todd Grimm then took us through the companies that had applied for the innovation award and revealed that 48 out of 400 exhibitors would be on a list to be considered. He then went on to detail all of the firms and their particular innovation in order to tell everyone “What’s New” at Rapid. I thought that this was a particularly helpful presentation for visitors. He also mentioned that the finalists for the innovation award would be: Digital Alloys, e3D, Fabrisonic, Formalloy, NXT Factory, Rapidia, Sigma Labs and Sintratec. I for one really can’t choose there are a number of very deserving firms there and also some very sympathetic teams. Usually one could guess but this time its wide open as far as I’m concerned.
Then the SME Industry Achievement Award was revealed. The winner was Ely Sachs. Ely was a Desktop Metal co-founded but also a core inventor of the “MIT patent” inkjet head based 3D printing technologies years earlier and a more than deserved winner! This was a very exciting almost my brain runneth over first day here in Detroit and I can’t wait to discover more.
Fabrisonic to debut SonicLayer 1200 metal 3D printing system at RAPID + TCT 2019
Fabrisonic, an Ohio-based company specializing in metal 3D printing, will debut its latest system using Ultrasonic Additive Manufacturing (UAM) technology, the SonicLayer 1200 machine at RAPID + TCT 2019 in Detroit next week. “Although UAM has been utilized for years in high impact markets such as aerospace and defense, the costs associated with the large […]
3D Printing News Sliced, Nano Dimensions, Local Motors, AMUG, 3DGence, Fabrisonic
In this edition of our 3D printing news digest – Sliced, we tell you about the latest trends in 3D printing. We have news from the medical and entertainment sectors, new materials and business opportunities. Read on to know more about Nano Dimensions, Local Motors, AMUG, Doctors Without Border, and Fabrisonic. Promoting 3D printing Nano […]
3D Printing in Metal: Sign Up Before September 6 & Save
3D Printing in Metal, our three-week online class, starts September 18. The online class mixes live instructor-led sessions with online discussions and personalized help from course facilitators. By the end of the class, you’ll learn the key principles of metal additive manufacturing.
The best part? If you sign up by September 6 you’ll receive 23 percent off!
Sign up by September 6 for a discount on 3D Printing in Metal, starting September 18
In the class, you’ll hear from thought leaders like Mark Norfolk, President at Fabrisonic, who will present his session, Solid State 3D Printing of Metals. In Mark’s session, participants will:
- Learn about the difference between fusion based AM and solid state based AM processes
- Discuss and show examples of printing dissimilar metals
- Discuss the build and qualification of heat exchangers for NASA JPL
- Discuss and show examples of embedding electronics into metal parts

Mark Norfolk, President at Fabrisonic, class speaker
Want to learn more? Take a look at all sessions here. You can also check out our other online classes, Trends & Innovations In Dentistry and 3D Printing with Polymers, starting September 25 and October 16, respectively.

The class is presented by Markforged
Fabrisonic’s Whitepaper on Metal 3D Printed Heat Exchangers for NASA JPL
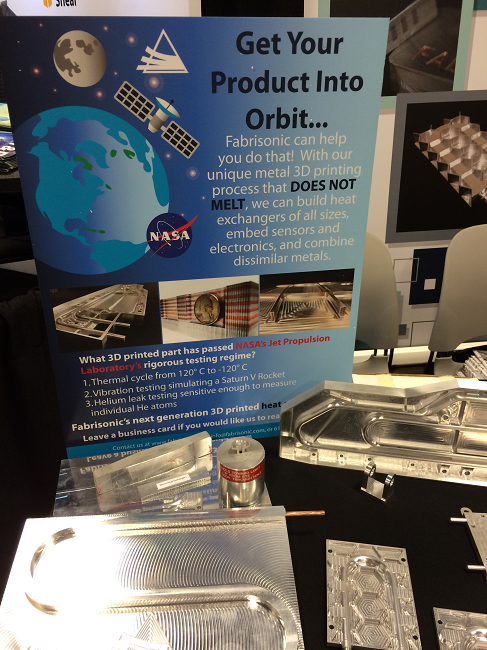
Founded in 2011, Ohio-based Fabrisonic uses its hybrid metal 3D printing process, called Ultrasonic Additive Manufacturing (UAM), to merge layers of metal foil together in a solid-state thanks to high frequency ultrasonic vibrations. Fabrisonic mounts its patented hybrid 3D printing process on traditional CNC equipment – first, an object is built up with 3D printing, and then smoothed down with CNC machining by milling to the required size and surface. No melting is required, as Fabrisonic’s 6′ x 6′ x 3′ UAM 3D printer can “scrub” metal foil and build it up into the final net shape, and then machines down whatever else is needed at the end of the process.
![]() Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
Last year, Fabrisonic’s president and CEO Mark Norfolk told 3DPrint.com at RAPID 2017 that about 30% of the company’s business was in heat exchangers, as the manufacturing process is a lot smoother thanks to its low-temperature metal 3D printing technology – no higher than 250°F. UAM makes it possible to join metal alloys that are notoriously difficult to weld, such as 1000, 2000, 6000, and 7000 series copper, aluminum, stainless steel, and exotic refractory metals…all of which are used in the heat management systems at NASA’s Jet Propulsion Laboratory (JPL).
[Image: Sarah Saunders]
Justin Wenning, a production engineer at Fabrisonic I spoke with at RAPID 2018 this spring, recently published a whitepaper, titled “Space-grade 3D Metal Printed Heat Exchangers,” that takes a deep dive into the work he’s been doing with Fabrisonic’s 3D printed metal heat exchangers for aerospace applications. The company participated in a two-year program at JPL, and 3D printed a new class of metal heat exchanger that passed JPL’s intense testing.
“For every interplanetary mission that JPL oversees, numerous critical heat exchanger devices are required to regulate the sensitive, on-board electronic systems from temperature extremes experienced in space. These devices can be small (3 in. x 3 in.) or large (3 ft. x 3 ft.),” Wenning wrote in his whitepaper.
For many years, NASA glued bent metal tubes along, and fastened them to, the exterior of a space vehicle’s structure, which weigh a lot and do not perform well thermally. These devices were also assembled and quality-checked by hand, so production could take up to nine months. At the end of its partnership with NASA JPL, Fabrisonic showed that 3D printing can be used to improve upon all of these issues.

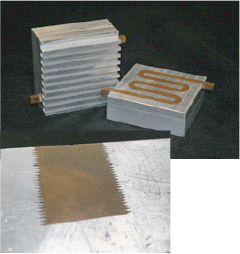
Evolution of UAM 3D printed heat exchanger with NASA JPL. Samples began small to
evaluate benchmark burst and helium leak performance in 2014. The team then began focusing on technology scale-up and system integration. The culmination is a full-size, functioning heat exchanger.
The UAM system does not use any controlled atmospheres, so the part size and design range greatly. NASA JPL first started working with Fabrisonic in 2014, thanks to a JPL Spontaneous R&TD grant, to look into small, simple UAM heat exchangers, before moving up to larger structures in 2015 through NASA’s SBIR/STTR program. The result was a full-size, functioning heat exchanger prototype for the Mars 2020 rover mission that was fabricated in far less time, with a 30% lighter mass.
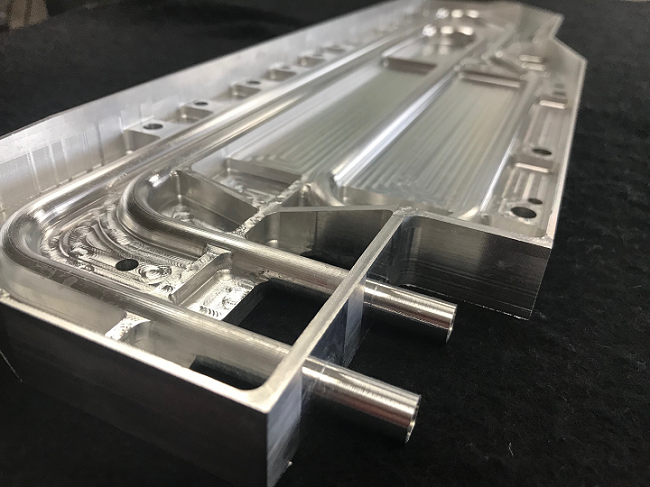
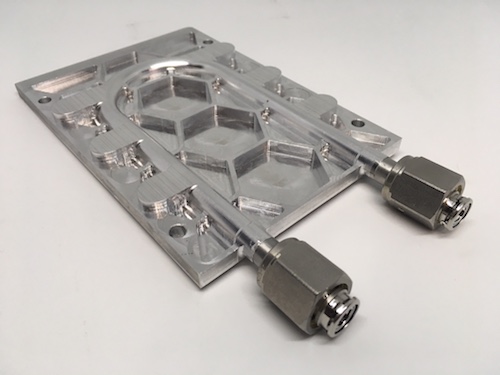 The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
The 3D printed heat exchangers that Fabrisonic creates involve building pumped-fluid loop tubing right into the structure for additional efficiency and robustness, as the company’s UAM process can also be used to mix and match materials, like copper and aluminum.
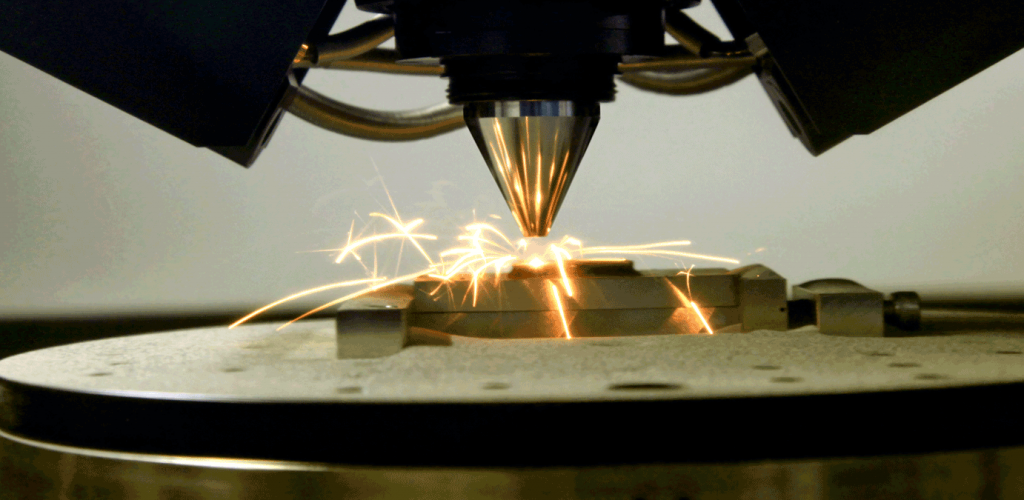
UAM starts with a metal substrate, and material is then added to and removed from the structure to make the device’s internal passageways. To help with material deposition, a proprietary water-soluble support structure is added, before adding strength and features, respectively, with optional heat-treating and final CNC machining. Fabrisonic then added SS tubing, which helps with fitting attachments, to the aluminum structure with friction welding for NASA JPL’s development parts.
NASA JPL also needed to raise its technology readiness level (TRL) from 3 to near 6. During the program, Fabrisonic and its EWI affiliate 3D printed and tested dozens of different heat exchangers, in order to develop a final prototype for ground-based qualification standards based off of NASA JPL’s existing heat exchangers.

UAM process steps for fabricating NASA JPL heat exchangers.
The NASA JPL TRL 6 qualification included several tests, including proof pressure testing to 330 PSI, two-day controlled thermal cycling from -184°F to 248°F in an environmental chamber, and vibration testing on an electrodynamic shaker, which simulated a common day rocket launch (1-10 G) in all orientations while attached to a dummy mass at the same time for imitating a normal hosted electronics package. Other tests included:
- Burst testing greater that 2500 PSI with a 0.030-in. wall thickness
- Helium leak testing to less than 1×10-8 cc/s GHe between thermal and vibration testing
- Full 3D CT scans of each specimen before and after mechanical testing, in order to evaluate void density and any accumulated testing damage

JPL project with copper embedded. [Image: Sarah Saunders]
Each of the three UAM 3D printed heat exchanger components passed the qualifications, which raised the technology to its goal of near TRL 6. To corroborate the results, NASA JPL scientists completed more helium leak and burst testing, along with thermal shock testing on certain devices; this involved submerging certain heat exchangers in liquid nitrogen (-320°F) to test their bi-metallic friction welded stainless steel aluminum joints. According to the whitepaper, the joints were “robust and helium leak tight” post-submersion.
Fabrisonic’s new class of 3D printed metal heat exchanger, developed under NASA JPL, has uses in other commercial production applications, which the company is currently exploring.
“For instance, the lack of melting in UAM enables the integration of multiple metals into one build since high temperature chemistry is avoided,” Wenning wrote. “Thus, copper may be integrated as a heat spreader in critical locations improving thermal performance with a small weight penalty.”
Because of its low temperatures, UAM can also be used to embed sensors into solid metal. In 3D printed heat exchangers, sensors could help monitor system health and improve control by being integrated in important locations.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: Fabrisonic unless otherwise noted]