Researchers İlke Demir, Daniel G. Aliaga, and Bedrich Benes tackle one of the most popular topics in 3D printing today: optimization. While the many benefits of digital fabrication are oft discussed—from greater affordability, improved speed in production, and the ability to create and re-design without a middleman—challenges continue to arise due to continual innovation. Ever on the search for perfection, users are continually seeking ways to predict mechanical properties, decrease defects, and monitor additive manufacturing systems.
In this study, the authors focus on reducing the amount of material used, reducing print times, and refining accuracy. Detailing the efforts of their research in ‘Near-convex decomposition and layering for efficient 3D printing,’ we learn more about their ‘divide-and-conquer approach,’ featuring automatic decomposition and configuration of an input object into print-ready components.
“3D printers have both limitations and advantages depending on the coherency between the printer features and the model geometry,” explained the authors. “Instead of relying only on improvements of the 3D printing technology, we provide a solution that optimizes the model in order to maximize that coherence by segmenting the model into easily printable components.”
They noted 15% improvement of quality, 49.4% savings in material, and 50.3% reduction in printing.
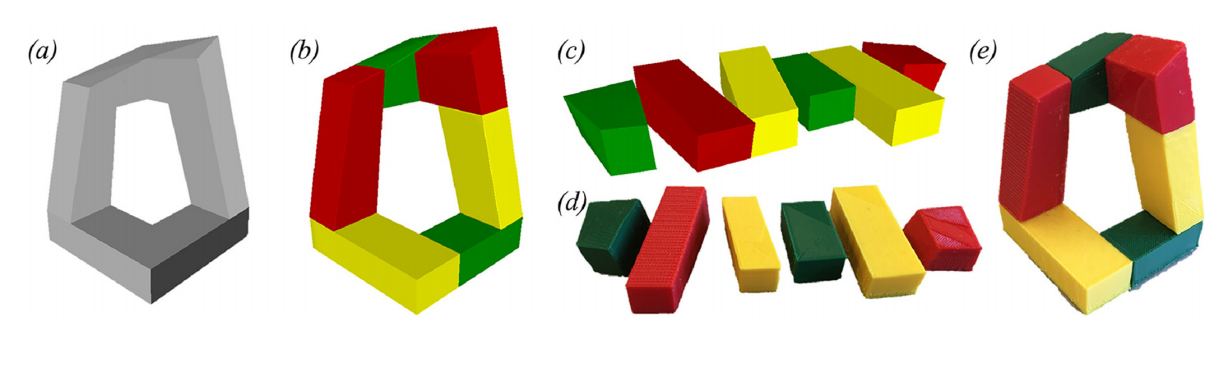
Decomposition for 3D printing: Input model (a), our automatic near-convex decomposition (b), configuration that will be printed (c), individual printed components (d), and the final printed and assembled object (e).
The sample for this study is a polygonal model. Decomposition included separating the beginning clusters into an ‘optimal’ set of components. In the next step they were prepared for printing in a configuration phase, saving time as in most other cases labor is extended as the print bed must be moved down, or the printhead must be moved up. Production is also more efficient as parts are printed at once. In evaluating properties, the researchers examined:
- Volumetric approximation
- Number of components
- Amount of support material
- Faster print time
- High quality resulting from less angular surfaces
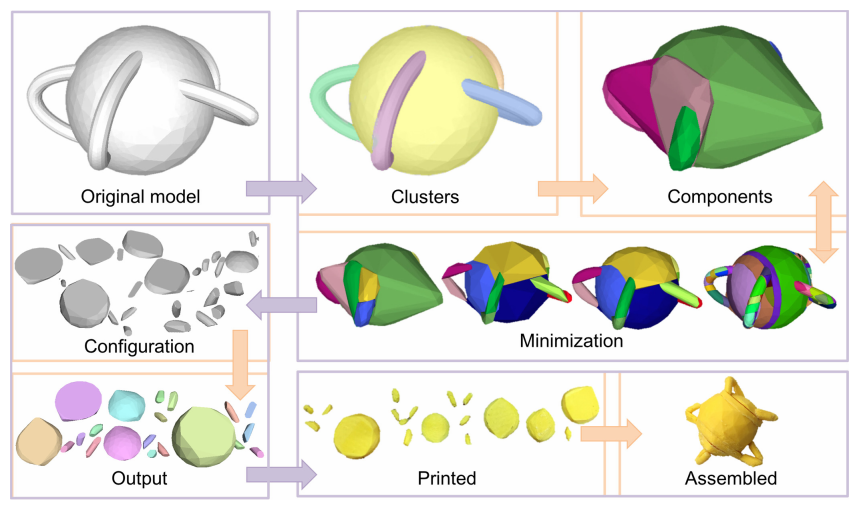
System pipeline: A 3D mesh is first decomposed into clusters and then optimized for optimal components. Afterwards, the components are configured for an efficient layout. Finally, printed and assembled to produce the final physical object.
The algorithm consists of subspace creation and segmentation. A set of similarly shaped clusters (triangles) is defined, and then clusters are ‘iteratively merged and split’ for balance.
“During each iteration of this step, we compare cluster-by-cluster, mark similar clusters, and merge-split at the end of each iteration, until convergence. We also highlight that our method uses the same threshold parameter values for all models,” explain the authors.
For improved printing, components must possess:
- Concavity
- Surface angles
- Sizes and Numbers
- Deviation
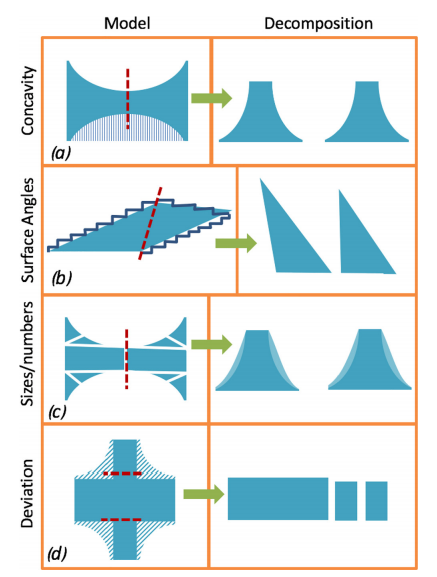
Component properties: Convex components need less support material (a). Better surface quality can be achieved by avoiding near-horizontal angles (b). Balancing convexity and size/number of components prevent over-segmenting (c). Minimizing deviation increases model fidelity (d). The red dashed lines indicate the cut line. The combed area in (a) indicates the support structure, and the combed areas in (c and d) indicate the model deviation.
Of the 20 samples applied to the framework in this study, some were manually modeled, and some were acquired commercially. Complexity averaged 23.9K, with the new method suitable for both solid and shell forms. Preprocessing time for segmentation and configuration was around 15 minutes for a medium complexity model.
Printed examples were compared with the initial and segmented models, ‘with better approximated surfaces, and multi-color support.’ Real models were also examined in their initial form, after supports were removed, and before and after assembly.

Example objects: We show side by side the printed results of the original and the segmented models
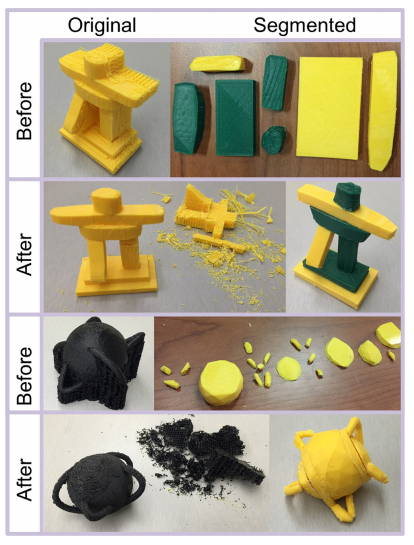
Original vs. segmented models: We show the original and segmented forms of the model, before and after post-processing (removing support material and assembling, respectively).
“… our approach prevents wasting material, and provides higher fidelity objects, with multi-material support. Note that, even if the approximated surface is highly curved, our decomposition finds segments that connect well, even after printing with accumulated printing errors.”
The authors did note, however, that the printed model did not ‘approximate’ the original—although the segmented model did. Upon superimposing printed versions in wireframe, they were able to show that improved approximations can be achieved—using the same printer.
“The coloring in the point cloud version indicates that our algorithm decreased the overall error more than 35% based on the Hausdorff distance of sampled surface points. We have not evaluated based on a measurement of the real printed models, because parameters contributing to this surface error is more constrained in simulation,” concluded the researchers.
“Our results show that the framework can reduce print time by up to 65% (fused deposition modeling, or FDM) and 36% (stereolithography, or SLA) on average and diminish material consumption by up to 35% (FDM) and 10% (SLA) on consumer printers, while also providing more accurate objects.”
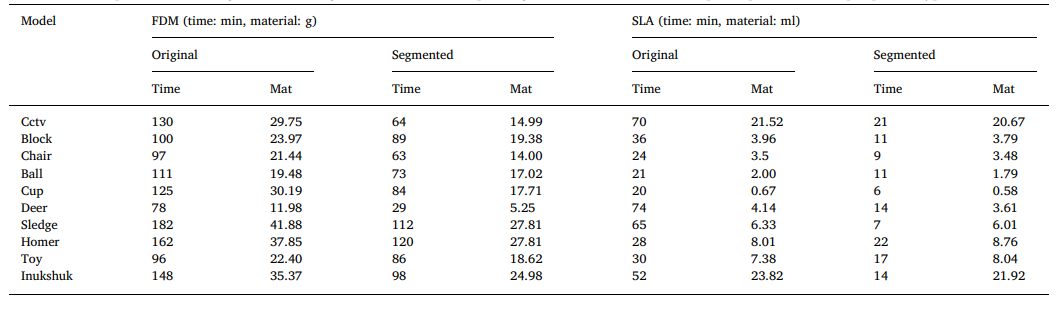
Evaluation: Comparison of the original and the segmented models, their printing times and material consumption, per model and per printer type.
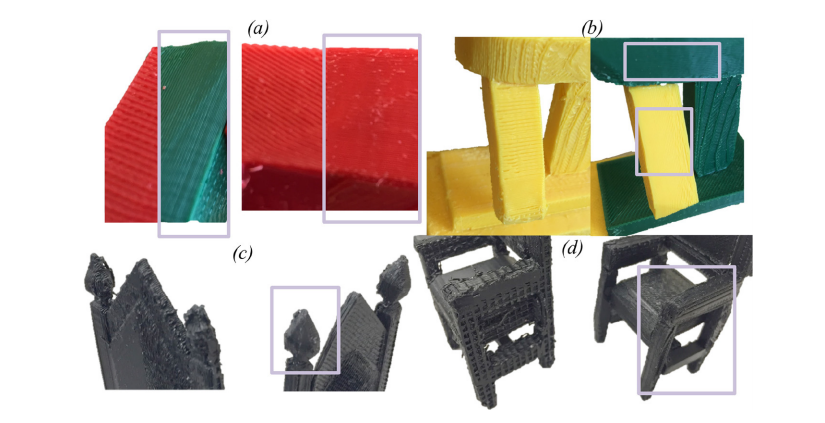
Improvements: Our results are highlighted within boxes. The avoidance of angled surfaces improves surface fidelity (a and b), having no support material protects the deterioration of the object (c), convexity gets rid of the support material (and its scars) from the inside and outside of the objects (d).
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Near-convex decomposition and layering for efficient 3D printing’]
The post Improved 3D Printing: Near-Convex Decomposition & Layering appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.