A new webinar series by 3D metal printer manufacturer SLM Solutions showcases its system’s ability to empower customers to grow in the ever-evolving additive manufacturing (AM) marketplace. For many 3D printing companies, webinars are turning into a fundamental tool to create awareness about new developments and to identify customer needs. For the German-based top metal 3D printing supplier, this new series of webinars can draw in users in search of cost-efficient, fast, and reliable Selective Laser Melting (SLM, DMLS, Powder Bed Fusion) 3D printers for part production, which is the core development at SLM Solutions.
During the hour-long educational talk through the advantages of true open architecture in AM, the Director of Industrialization Strategy for SLM Solutions Americas, Thomas Haymond, explores the company’s goal: building a system that grows with the user. By opening up the system’s architecture, SLM Solutions wants to prove that customers will never outgrow the machines and instead be able to adapt their businesses, reduce their learning curve, and innovate from day one.

Defined by Haymond as a system that allows for full user access, where there are no closed doors, and essentially everything about the system and its inherent variables is fully discoverable, open-architecture systems are unquestionably important to the company. So, what are the key elements? Haymond defined four:
- Powder variety
- Open process parameters
- Freedom to control variables
- Customized development
Certainly, many metal 3D printing manufacturers offer open access to certain aspects of their systems, however, SLM Solutions claims that its product is different and unique because there are no additional requirements associated with it.
“The initial variable of powder variability is an open architecture element we recognize and we will support you with. Empowering the user to understand this intricate knowledge expedites their evolution and turns them into power users of additive manufacturing technology,” asserted Haymond. “By providing the ability to utilize an unlimited variety of raw materials, opening the doors on all of our parameter configurations, and educating the customer on how to transform all facets of built strategy parameters, we are enabling them to apply the SLM technology in whatever direction they choose.”
Achieving a successful build is heavily dependant on the powder being used, which according to Haymond, is arguably one of the most important system-level variables. In fact, he considers that the first key element of an open architecture system is the ability to vary the raw material, emphasizing the importance of powder quality and variety. That is why SLM Solutions offers a wide assortment of materials, from the traditional to the rather exotic more advanced AM powders, as well as a few new aluminum alloys which they have yet to release.
“So, why is powder critical to success? Powder specifications are critical to succesfull builds. We understand that there is a need for material diversity as this industry is constantly growing and establishing new applications. In the old additive manufacturing world, it was about processing properties and performance; but in the metal additive manufacturing world, powder drives processing, drives properties and ultimately drives performance, something we call P4.”
One of the big perks of SLM Solutions systems is that they work with external powders. Haymond described that there are no fees, penalties, or stigma associated with sourcing raw materials for their SLM systems. However, he indicated that “while we do permit these external powder use we do so with a number of recommendations with respect to powder quality and powder specifications that are critical to building quality and success.”
When customers choose to source powder externally the company claims they will walk them through the three basic requirements, that is flowability, moisture content, and particle size distribution.

SLM Solutions manufacturing headquarters in Lübeck, Germany (Credit: SLM Solutions)
To encourage user development, SLM Solutions said they develop and provide parameters for each of its released materials. The open process parameters are the materials and parts in specific settings that can be varied and impact a user’s build quality. Haymond indicated that there is no need to actively edit any of these available parameter settings, but they are open in case a customer wishes to do alter them in pursuit of a specific development objective.
“When you purchase one of our systems, you are guaranteed to have access to all build strategies that we have released. Furthermore, the software that we have developed around parameter modification and material development is a very detailed sweep that allows our customers to explore the intricacies of the build strategies that we have released. It is designed to provide the user with as much functionality, information, sensor feedback, and flexibility that is really possible. Both SLM solutions software, that is the Build Processor and the Material Development Module (MDM), facilitate the variation of every available parameter in a very user-friendly fashion, as we strive to provide the most comprehensive software for our customers.”
Haymond suggested that this access essentially allows users to understand the logic behind the systems’ parameter structure, and learn how to create similar constructs for themselves in pursuit of their growth with SLM Solutions machines, and within the AM industry itself.
“Additionally, through providing this unparalleled level of access we are enabling significant cost and time savings for the development of new materials or the development of new exposure strategies for established materials.”

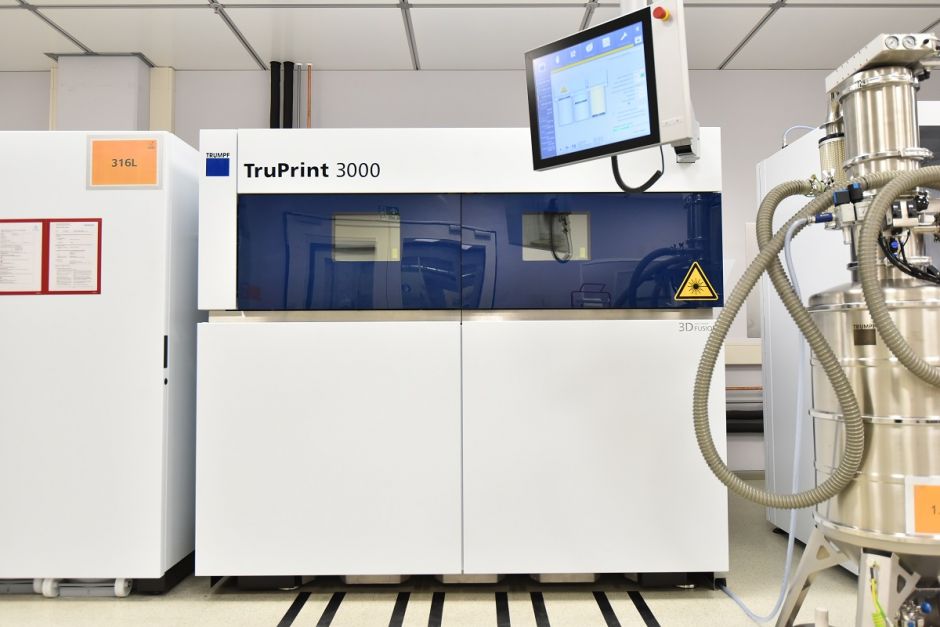
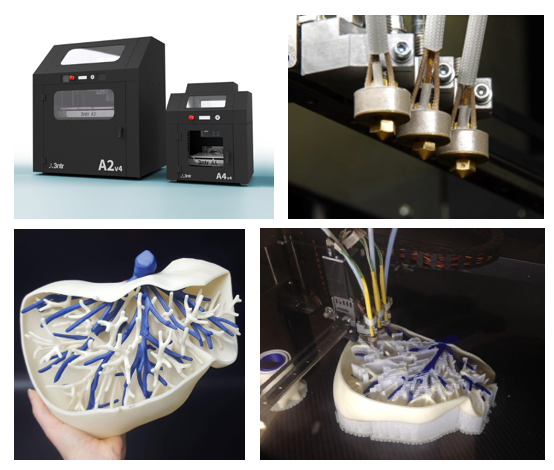
SLM Solutions machines (Credit: SLM Solutions)
There is no real limit to the number of combinations for a given material family. And SLM Solutions makes it unnecessary to edit the variables because the parameters they claim to provide for any given material are deemed to produce ideal mechanical and physical properties for a wide range of geometries. Yet, like in the previous two elements of open-architecture systems, the company believes that having the freedom to control variables will enhance the user’s experience, allowing them to innovate and grow with the system and technology.
All the variables are modified with the Build Processor. Haymond explained that they “found many of our customers begin their path to custom development with the use of a new material not currently offered with an optimized parameter set.” So SLM has developed a unique tool within the built processor software, the MDM, which facilitates the automatic varying of individual parameters and will also automatically assign the matrix of parameters across the given build platform. Haymond proposes that users who have experienced a new material development will appreciate that they will no longer have to laboriously and tediously create each individual parameter set and type it in by hand and then assign it to the parts. Instead, the MDM software eliminates all this time consuming and error-prone activities.
“Essentially the MDM allows the user the ability to perform a systematic analysis of the part parameter variation. It is an incredibly useful tool, mostly focused around the editing of the basic parameters. The software is designed to utilize the user-specific rules to create matrices of every parameter setting. So once customers decide which parameters they wish to study and establish their relative boundary conditions the rule editor can be utilized to build the matrix.”
One of the primary tenants of open architecture philosophy means altering and modifying all parameter variables, which will eventually lead to customized development. That’s the goal for SLM Solutions: providing capability of complete customization gives the user freedom.
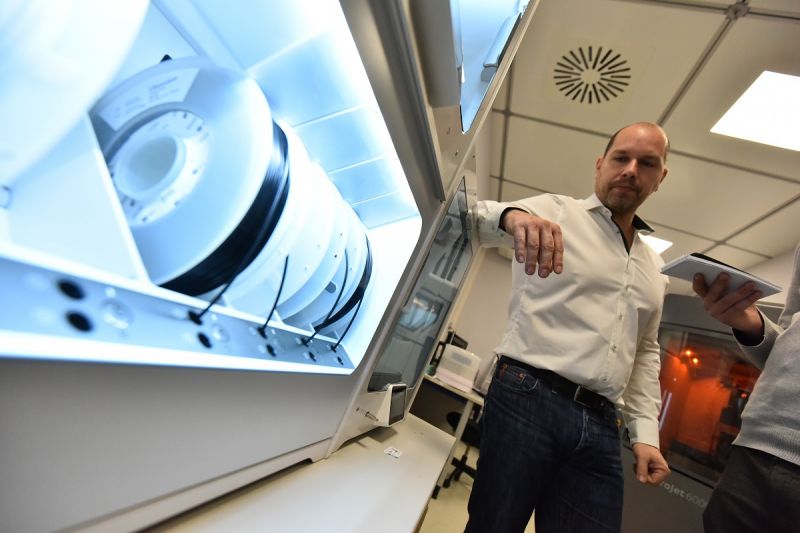
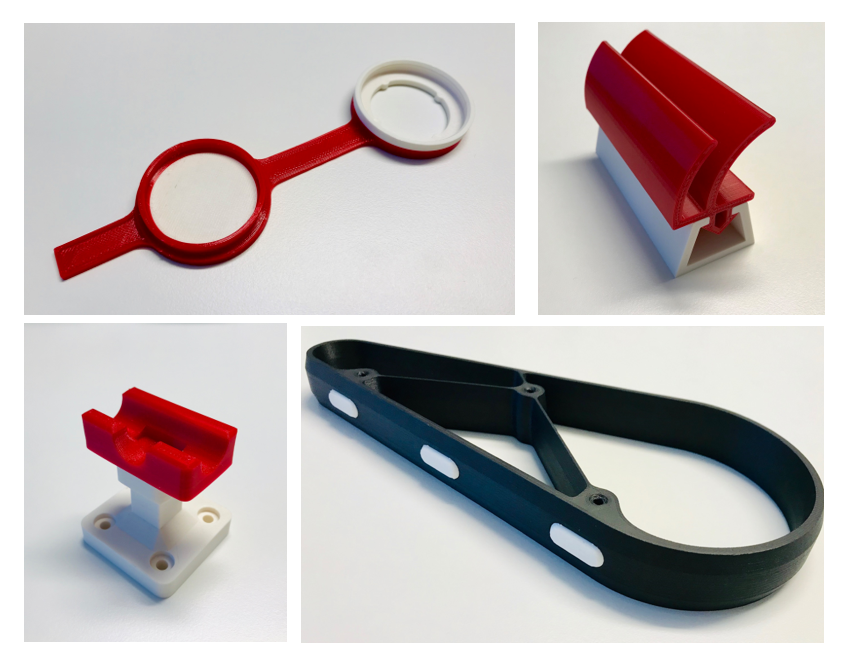
SLM Solutions machines at work (Credit: SLM Solutions)
As the AM world develops, SLM Solutions asserted that they will continue to develop and release material and process parameter combinations. Even more so, Haymond stated that the “needs of our customers can sometimes outpace our efforts, and rather than forcing our customers to wait for us we choose to empower them to continually strive for the rise of metal AM, using our machines as their vessels.”
“Essentially, it all boils down to providing the capability that the user needs to customize the development. We feel that we want to provide an open architecture to allow customers to grow because this is such a new industry with so much potential, and we are still in the infancy of its development, furthermore, without the flexibility of open architecture, you’ll be forever catching up to market trends. Instead, we want to empower our customers to be the trendsetters.”
High-quality SLM additive manufacturing machines have high costs, especially if parts aren’t optimized or designed for the process. SLM Solutions’ approach to creating true open architecture manufacturing systems expects to offer customers full access to every aspect of the system and its inherent variables, enabling them to optimize their systems. As discussed in the webinar, providing accessibility to control variables and parameters can take the users to new levels.
The post SLM Solutions Webinar: “We Want to Give our Customers the Freedom to Innovate” appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.