We’re starting with a bit of business news in today’s 3D Printing News Briefs, then a story about metal 3D printing, and then moving along with examples of some of the amazing and innovative things people have been making with this technology. Sigma Labs has issued a letter to shareholders about some company changes, and a YouTube video introduces some new hard tool steels for 3D printing. WASP is carrying on with a major project by its Crane construction 3D printer, and a University of Minnesota professors talks about 3D printing electronics directly on skin. BMW Motorrad created 3D printed motorcycle components, and a Wisconsin sign company is using 3D printing for its products. Finally, Wrights Robotics made a full-sized, 3D printed, talking robot from a little 1980s movie called Short Circuit, and a low poly artist made some neat 3D printed chain mail.
Sigma Labs Says Goodbye to Mark Cola

Mark Cola
This past Friday, September 14th, Sigma Labs, Inc., which provides quality assurance software under the PrintRite3D brand, announced that its President, Co-Founder, and CTO Mark Cola would be retiring next month. After the news had time to settle over the weekend, the company announced the release of a letter to its shareholders from CEO and Chairman John Rice. In the letter, Rice paid tribute to everything Cola had done for the company over the years, and also assured shareholders “that the succession taking place is smooth and secure,” noting that Cola’s internal management responsibilities will be covered by Sigma’s Vice President of Engineering Darren Beckett, while Dr. Martin Piltch will take over his role on the company’s outside team of technology consultants.
“We thank Mark as founder and a leader of Sigma Labs, for creating and driving a vision of advancing the Additive Manufacturing Industry’s ‘good’ 3D manufacturing technology to become a ‘great’ high-quality manufacturing technology assured by Sigma’s IPQA,” the letter reads. “We shareholders can thank Mark for building and leading the multi-discipline technology team that is commercializing our robust data-rich analytical and interactive software – hardware tools that promise to add real value to an industry that needs such a tool. Yes, Mark now surely has the right to step back. Thank you and well done, Mark Cola!”
Here at 3DPrint.com we’ve met with Mark and have been very impressed with his deep 3D Printing knowledge and his vision on 3D printing for manufacturing and know he’ll be sorely missed at Sigma Labs.
Hard Tool Steels for SLM 3D Printing
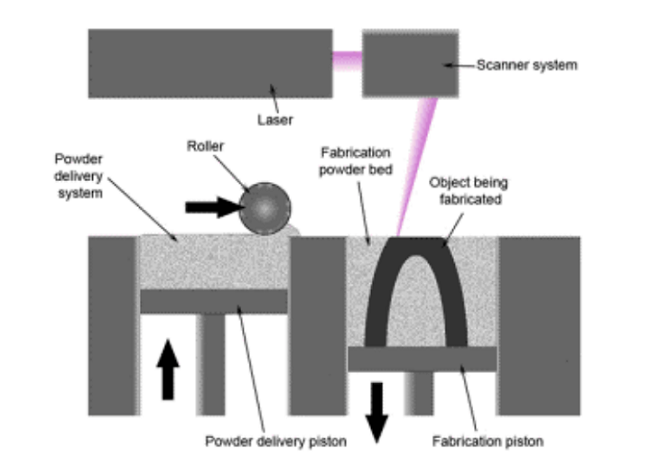
 Formetrix Metals, a brand new company I’d not heard of before today, recently posted its first video about its use of BLDRmetal steel alloys for laser powder bed fusion 3D printing. The 3D printable hard tool steel was used to make industrial dies for rolling bolt threads, after the dies made with CNC machining had failed.
Formetrix Metals, a brand new company I’d not heard of before today, recently posted its first video about its use of BLDRmetal steel alloys for laser powder bed fusion 3D printing. The 3D printable hard tool steel was used to make industrial dies for rolling bolt threads, after the dies made with CNC machining had failed.
After designing the dies, new BLDRmetal tool steel was used to 3D print prototypes. Once the surface finish was complete on the prototype dies, they were able to achieve high toughness and a high case hardness of up to 74 HRC.
WASP Crane Construction 3D Printing
 WASP (World’s Advanced Saving Project) is well-known for its large-scale construction 3D printers, and for the last two years has been working to develop a new one, called the Crane or “the infinity 3D printer.” Evolved from the BigDelta 12M, the Crane is a modular 3D printing system with different configurations to choose from. Next month in Italy, WASP plans to present the Crane to the public in Massa Lombarda, which is where the village of Shamballa is being 3D printed.
WASP (World’s Advanced Saving Project) is well-known for its large-scale construction 3D printers, and for the last two years has been working to develop a new one, called the Crane or “the infinity 3D printer.” Evolved from the BigDelta 12M, the Crane is a modular 3D printing system with different configurations to choose from. Next month in Italy, WASP plans to present the Crane to the public in Massa Lombarda, which is where the village of Shamballa is being 3D printed.
On October 6th and 7th, a program will be held surrounding the introduction of both the WASP Crane 3D printer and the Gaia Module, a 3D printed earth house. According to WASP, Gaia is “the first module in soil ever realized with the 3d print- technology.” For more information on the event, visit the WASP website. You can see the new Crane 3D printer in action below:
3D Printing Electronics on Skin
 While augmenting humans with electronics that can monitor our vitals, enhance our senses, and provide us with real-time information may sound like just an episode out of new science fiction series Glimpse, from Futurism Studios and DUST, the idea of advanced wearable electronics is not so far-fetched. Researchers like Michael McAlpine, a 3D printed electronics expert and mechanical engineering professor at the University of Minnesota, are working to improve upon existing technologies to make this fantasy a reality. This spring, McAlpine published a study that demonstrated how to 3D print electronics directly onto skin with an inexpensive, self-made 3D printer and ink made from silver flakes. Recently, Futurism interviewed McAlpine about his research, and his thoughts on the future of 3D printable electronics.
While augmenting humans with electronics that can monitor our vitals, enhance our senses, and provide us with real-time information may sound like just an episode out of new science fiction series Glimpse, from Futurism Studios and DUST, the idea of advanced wearable electronics is not so far-fetched. Researchers like Michael McAlpine, a 3D printed electronics expert and mechanical engineering professor at the University of Minnesota, are working to improve upon existing technologies to make this fantasy a reality. This spring, McAlpine published a study that demonstrated how to 3D print electronics directly onto skin with an inexpensive, self-made 3D printer and ink made from silver flakes. Recently, Futurism interviewed McAlpine about his research, and his thoughts on the future of 3D printable electronics.
“All of these technologies we’re developing will lead to the post-computer era. You’re basically going from 2D to 3D [microchips to integrated circutry], which is essentially what biology is. So, that’s where the merger of electronics and biology is going to happen. Any privacy or ethical issues that spring from that aren’t going to be much different from the ones that we have with current electronics,” McAlpine said.
3D Printed Motorcycle Components
 The motorcycle brand of German automotive company BMW, called BMW Motorrad, recently developed a new motorcycle that’s full of 3D printed components and parts. This is not surprising, considering the parent company’s love for and use of 3D printing for both its regular and concept automobiles – BMW has been using 3D printing to build its cars for nearly 28 years.
The motorcycle brand of German automotive company BMW, called BMW Motorrad, recently developed a new motorcycle that’s full of 3D printed components and parts. This is not surprising, considering the parent company’s love for and use of 3D printing for both its regular and concept automobiles – BMW has been using 3D printing to build its cars for nearly 28 years.
3D printing can achieve parts with complex geometries, which is why it’s a perfect technology for the automotive industry. BMW Motorrad’s special concept motorcycle, called the S1000RR, demonstrates how the company can build new components using rapid prototyping technologies, as it is made of many 3D printed parts, such as a swingarm and an aluminum chassis. Take a look for yourself in the video below:
3D Printing Signs: Beneficial or Not?

Adam Brown in the shop at Sign Effectz.
Four years ago, a sign making company called Fastsigns decided to adopt 3D printing in three of its major markets – Chicago, Milwaukee, and San Diego. Fastsigns isn’t the only company to use 3D printing to make signage – a Milwaukee business called Sign Effectz, which was first founded in the company president’s garage in 1996 and now resides in a 17,000-square-foot facility, decided to explore 3D printing a few years ago, because it could open new ways of customizing signs and make it simpler and less expensive to produce small batches of custom products. But, workers in skilled trades may not appreciate the technology quite as much.
“Your fabricators on the floor now turn into (computer-aided design) modelers. I did. I love it. I came from busting my knuckles and dropping stuff on my toes and wasting material to problem solve and figure out how to build something… to getting to the 3D CAD modeling world where you can do all of that stuff in a virtual world and make sure 1,000 pieces all match and align and run it through animation to see if it works,” said Adam Brown, the President of Sign Effectz, before noting the potential downside of the technology.
“I wonder if you’ll be able to maintain the level of interest and passion in 3D CAD modeling because there’s little pain associated with it all of the sudden. It’s just a mental math problem and you hit print.”
In my opinion, products like custom signage are one of the many applications for which 3D printing is perfect. Using 3D design and CAD software to create signs is still a creative way to build something, even if you’re not manufacturing every bit of the sign by hand.
Full-Size 3D Printed Johnny 5 Robot
 If you’re a fan of 80s movies, then you surely know of Short Circuit, starring such well-known actors of the decade like Steve Guttenberg and Ally Sheedy. With the tagline “Life is not a malfunction,” the movie tells the story of Number 5, one of a group of experimental military robots. When the robot is struck by lightning and electrocuted, he suddenly gains self-awareness and intelligence, and flees the laboratory, as he is afraid of being reprogrammed. He is later rechristened as Johnny 5.
If you’re a fan of 80s movies, then you surely know of Short Circuit, starring such well-known actors of the decade like Steve Guttenberg and Ally Sheedy. With the tagline “Life is not a malfunction,” the movie tells the story of Number 5, one of a group of experimental military robots. When the robot is struck by lightning and electrocuted, he suddenly gains self-awareness and intelligence, and flees the laboratory, as he is afraid of being reprogrammed. He is later rechristened as Johnny 5.
Wrights Robotics recently completed its own life-size, 3D printed version of the Johnny 5 robot, and published a YouTube video showing its audio, neck motor, and lip light tests. Just like the real Johnny 5, this 3D printed robot moves, lights up, and talks, even uttering the movie phrase “Don’t disassemble Number 5!”
3D Printed Chain Mail
Do you know what’s cooler than designing and 3D printing your own chainmail? Playing with it!
pic.twitter.com/s7k3jfzVSE
— Agustin Flowalistik (@flowalistik) September 15, 2018
If you’re a frequent visitor to Renaissance festivals, then you’ve no doubt seen plenty of chain mail in your day. But Agustin Flowalistik, a low poly 3D printing artist based in Madrid and the Fablab manager of Tecnolab, decided to create his own chain mail – of the 3D printed variety, of course. If you want to make your own, Flowalistik has made the files available for download at Cults3D, Thingiverse, and MyMiniFactory.
“The chainmail size is 195x195mm. A 60x60mm sample is available to test and find the right settings before printing the big chainmail. Print the model with a 0.4mm nozzle and 0% infill,” Flowalistik wrote in the Thingiverse description for the 3D printable chainmail.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.