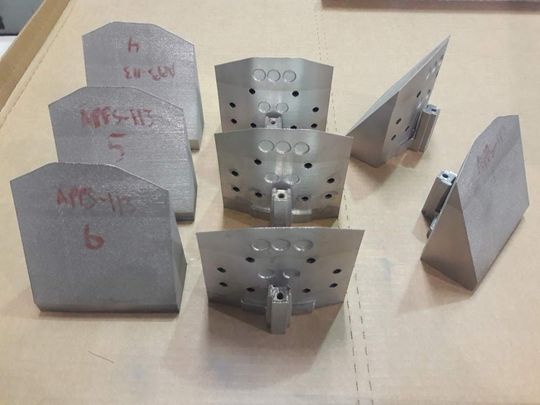
The REF Ex Lab at Bagram Airfield produced these items after Ex Lab engineers worked with Soldiers to develop solutions to problems they encountered.
The US Army has long been putting 3D printing to good use. In an article published in the latest edition of Army AL&T Magazine, senior editor Steve Stark takes a deep dive into just how this branch of the military is using 3D printing, and what barriers stand in its way.
Stark wrote that 3D printing “is a natural fit for the Army” as the military branch works to upgrade its manufacturing technologies. Dr. Philip Perconti, director of the US Army Research Laboratory (ARL), says the technology “is at a pivotal stage in development.”
At the opening of the new Advanced Manufacturing, Materials and Processes (AMMP) manufacturing innovation center in Maryland this fall, Dr. Perconti said, “The Army wants to be at the forefront of this advancement in technology.”
 Dr. Perconti believes that mobile production of various replacement parts and components is on the horizon, and he’s not wrong: the Navy, the Air Force, and the Marines are already taking advantage of this application.
Dr. Perconti believes that mobile production of various replacement parts and components is on the horizon, and he’s not wrong: the Navy, the Air Force, and the Marines are already taking advantage of this application.
3D printing can be used to improve readiness, which is a fairly wide-ranging category that covers everything from buildings and repairs to logistics and sustainment. The overarching goal is to send units out with just the right amount of equipment to establish a mobile unit for on-demand 3D printing.
Mike Nikodinovski, a mechanical engineer and additive expert with the Army’s Tank Automotive Research, Development and Engineering Center (TARDEC), explained that various places around the Army, like its Research, Development and Engineering Command (RDECOM) and the Aviation and Missile Research, Development and Engineering Center (AMRDEC), are currently enhancing readiness, and speeding up the sustainment process, by experimenting with the 3D printing of plastic and metal parts.
“We’ve been repairing parts for the M1 Abrams. … We’ve done projects cross-Army and with the Marine Corps where we printed things like impeller fans. A lot of the things we’ve been doing are just basic one-for-one replacement,” Nikodinovski said. “What can you do with additive for a part that’s traditionally manufactured? A lot of that gets at sustainment, and that’s what we’re trying to stand up at Rock Island—give them the capabilities so they can print metal parts, especially if you want … long-term procurement for parts where you only need a couple, vendors are no longer in business and it doesn’t make a lot of sense to spend a lot of money to set up tooling. Can additive be used to supplement the sustainment process, where I can just, say, print three parts and save all the time it would take to find vendors or set up the tooling?”
A 3D printed 90° strain relief offset connector, which was designed and fabricated by REF engineers at Bagram Airfield, Afghanistan to prevent cables from breaking when attached to a piece of equipment.
Additive manufacturing is very different from subtractive manufacturing, which means that critical training is involved.
“That’s a huge undertaking. We need to not only train the people who are going to touch and run the machines, but train the troops and the engineers on the capabilities of and how to design for AM,” explained Edward Flinn, the Director of Advanced Manufacturing at Rock Island Arsenal.
“You’ve got to train the Soldier on the capabilities of the technology along with how to actually use the machine. Then there’s how to teach the design community themselves the benefits of additive so they can start designing for it.”

Ryan Muzii, REF support engineer, cuts metal for a project.
Megan Krieger, a mechanical engineer at the Army’s Engineer Research and Development Center (ERDC), explained that the use of makerspaces in the MWRs (morale, welfare, and recreation facilities) at libraries is a helpful way to get military personnel more familiar with 3D printing. She explained that this way, “if people are passionate about making things, they’ll learn it a lot better than if they’re just thrown into it.”
Outside of actually learning how to use the technology, the Army is also working to develop new materials and design tools for 3D printing.
Dr. William Benard, senior campaign scientist in materials development with ARL in Maryland, said, “The Army’s near-term efforts are looking at readiness, and in research, one of the simpler things is to just design new materials that are easier to print with, more reliable to print with, [the] properties are well understood—that kind of thing as a substitute, sort of a more direct approach to support of existing parts.
“One of the areas of investment that ARL is making to support this, and I know others in the RDECOM community are looking at it as well, is, really, new design tools for additive.”
 The Army also needs to determine the specific economics of adopting 3D printing. While cost is less of a factor when you’re up against a tight deadline, this reverses when manufacturing reproducibility and cost are more important in a project. Additional factors include how critical the need for the part is, how quickly developments are being made, what else depends on the particular project, and where exactly the Army is spending money.
The Army also needs to determine the specific economics of adopting 3D printing. While cost is less of a factor when you’re up against a tight deadline, this reverses when manufacturing reproducibility and cost are more important in a project. Additional factors include how critical the need for the part is, how quickly developments are being made, what else depends on the particular project, and where exactly the Army is spending money.
Tim Phillis, expeditionary additive manufacturing project officer for RDECOM’s Armament Research, Development Engineering Center’s Rapid Fabrication via Additive Manufacturing on the Battlefield (R-FAB), explained, “We as scientists and engineers can talk about material properties and print bed temperatures and print heads and all this kind of stuff, but the senior leadership is looking at, ‘So what? How does this technology improve readiness? How can I keep systems and Soldiers ready to go?’ And that’s what we’re learning.”

Soldiers used R-FAB during a Pacific Pathways exercise in 2017 to print a camera lens cover for a Stryker vehicle in four hours. [US Army photo]
Stark wrote that the Army is mostly “focusing its efforts on its modernization priorities,” and leaving further development up to academia and industry. If our military wants to use 3D printing for real-world applications, this development needs to speed up – these parts must stand up under plenty of stress.
Dr. Aura Gimm, who was managing the Army’s MIT-affiliated research center program at the Institute for Soldier Nanotechnologies at the time of her interview, said, “It’s one thing to create decorative parts, but it’s something else if you’re trying to create a loadbearing or actuating parts that could fail.
“The standardization and making sure that we have metrology or the metrics to test and evaluate these parts is going to be quite critical, for [items made with additive] to be actually deployable in the field. Because one thing that we don’t want is to have these parts … not work as expected.”
Dr. Perconti concurred:
“Ultimately, the goal for us is to enable qualified components that are indistinguishable from those they replace. Remember, when you take a part out of a weapon system and replace it with an additive manufactured part, you’re putting lives on the line if that part is not fully capable. So we have to be very sure that whatever we do, we understand the science, we understand the manufacturing, and we understand that we are delivering qualified parts for our warfighters.”

UH-60A/L Black Hawk Helicopter [Image: Military.com]
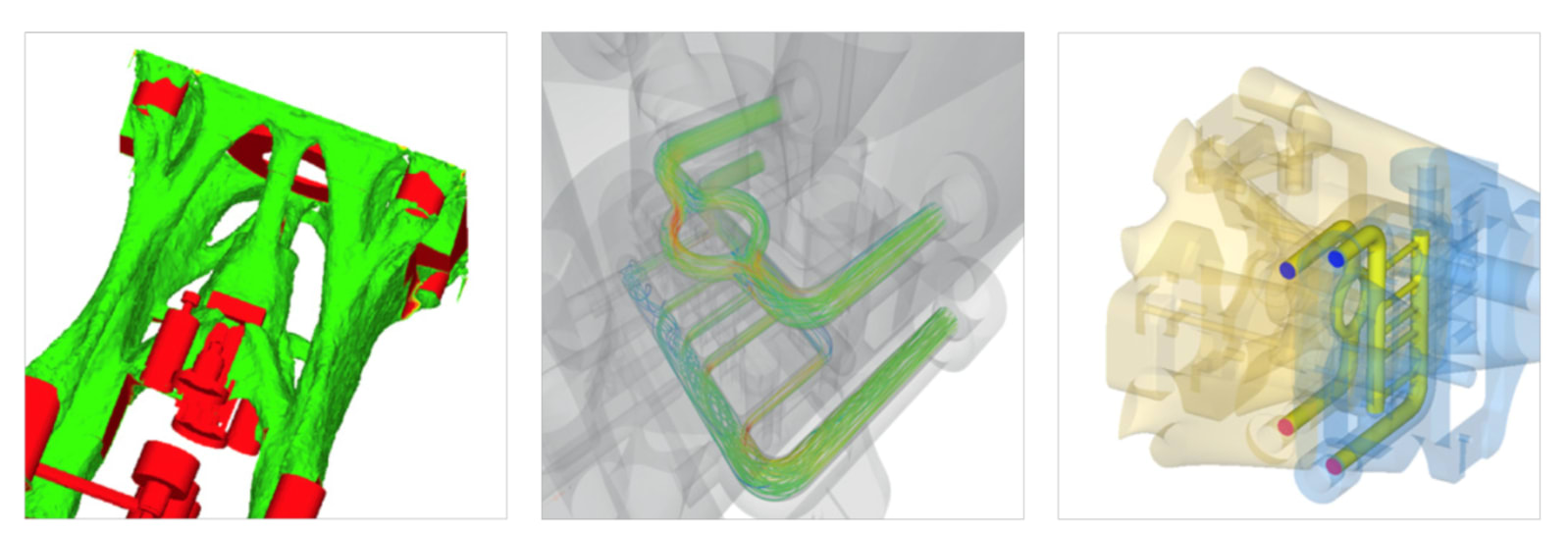
For example, AMRDEC has been working with General Electric Co. to 3D print parts for the T700 motor, which powers both the Apache and Black Hawk helicopters. However, these motor parts are not in use, as they have not yet been tested and and qualified at the Army’s standards. Kathy Olson, additive manufacturing lead in the Manufacturing Science and Technology Division of the Army’s Manufacturing Technology program at Redstone Arsenal, Alabama, said this project is “more of a knowledge transition” to show that it’s possible to 3D print the parts with laser powder bed fusion.
In order to qualify 3D printed parts for Army use, the materials must first be qualified.
“Then you have to qualify your machine and make sure it’s producing repeatable parts, and then qualify the process for the part that you’re building, because you’ll have likely different parameter sets for your different geometries for the different parts [that] you’re going to build,” Olson explained.
“It’s not like you can just press a button and go. There’s a lot of engineering involved on both sides of it. Even the design of your build-layout is going to involve some iteration of getting your layout just such that the part prints correctly.”
One solid application for Army 3D printing is tooling, as changes in this process don’t need any engineering changes.

Dr. Patrick Fowler, right, former lead engineer of the Ex Lab in Afghanistan, works with a Soldier on an idea for a materiel solution.
“You can get quick turnaround on tooling,” Flinn explained. “The design process takes place, but the manufacturing can take place in days instead of weeks…For prototyping or for mainstream manufacturing, I can have a tool made [additively] and up and running in 24 hours.”
If applied correctly, 3D printing will allow soldiers deployed all over the world to make almost anything they need in the field.
“What missions can we solve? We’re finding all kinds of things,” said Phillis. “Humvees are being dead-lined because they don’t have gas caps. Or the gas cap breaks. When they order it, they’ve got to sit there for 30 days or 45 days or however long it takes to get that through the supply system.
“If we can produce it in a couple of hours, now we’ve got a truck that’s ready for use while we’re waiting for the supply system to catch up.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images: US Army photos by Jon Micheal Connor, Army Public Affairs, unless otherwise noted]