PEEK polyether ether ketone is a high-performance thermoplastic with high continuous service temperatures, strength, and low flame smoke and toxicity. Due to this, it is an oft sought material by engineers in applications such as automotive under the hood parts or aerospace parts. But, PEEK is considered to be a wonder material by many not just because it meets a lot of high tech engineering requirements. One can also use PEEK in the body for implants. Several spinal screws, suture anchors, orthopedic implants, and other long term in the body implant products have come to the market recently and in things as diverse as CMF and spine, PEEK is in high demand.

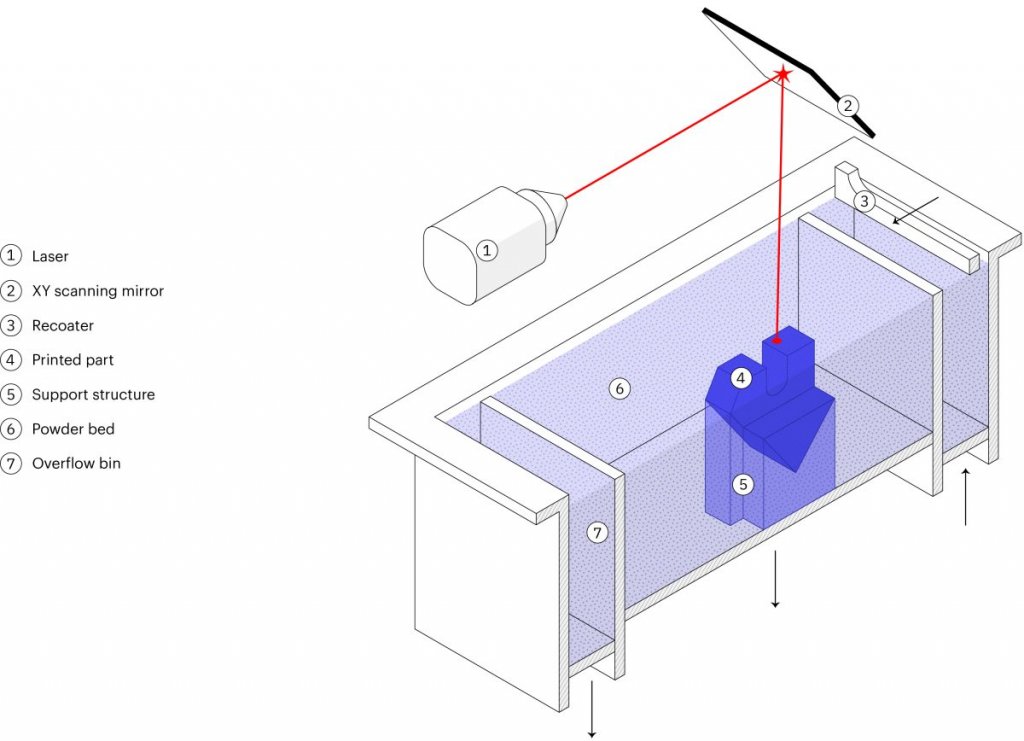
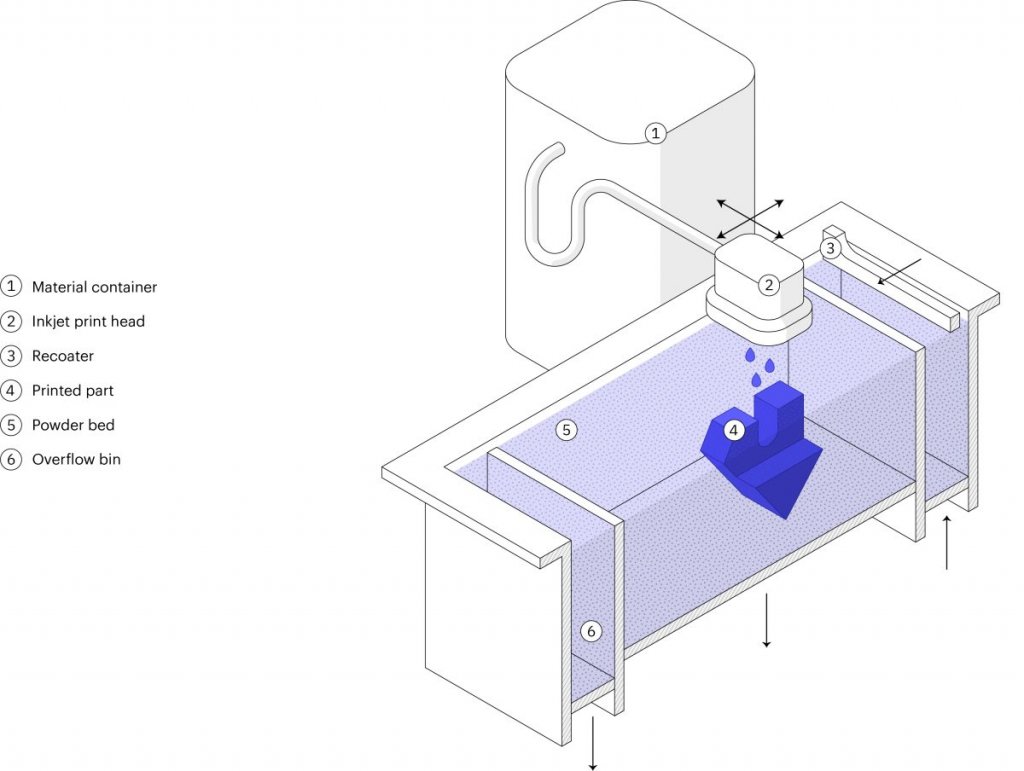
Generally, PEEK implants are made through CNC or if they are printed they are made with SLS (powder bed fusion, sintering). SLS is a tried and true technology that has won approvals for surgical guides and implants. SLS’s high productivity, reliability, and predictability make it a good technology to manufacture things with, especially if they are small and require precision. SLS PEEK powders are expensive however. With SLS a laser, sinters some lose polymer powder on a bed of spread out powder. A new layer is then spread out and the process repeats itself. Unsintered powder acts as a support material and once a big block or cake has been built this is removed from the printer and parts are sieved out and brushed out to remove the loose powder. This remaining powder can then to a certain extent be mixed in with new virgin powder and used again. The recycling rate depends on the powder and the build.
Essentially, if a printer uses a metric tonne of powder a month we end up recycling a third per build and ultimately end up throwing away half a tonne of powder for every 500 Kg’s of built parts. Nota Bene: this is just a general example meant to make people understand the economics of SLS a bit better, with different materials and parts, spot, spacing etc. you’ll get different results. This is still way more efficient than cutting away material for CNC for example, but is quite a waste. If you’re paying $100 a kilo for PA, then this is quite expensive on a monthly basis. And this is for a medium machine working at full production. $50,000 per machine per month, ouch. Imagine you’ve got ten or more.
But, PEEK powder is way way more expensive than that. You’ll be paying five to nine times more per Kilo for PEEK depending on the certification. And it gets worse, because the recycling rate of PEEK powder in SLS machines is effectively 0. We toss out all of it. All of it. Everything that is not a built part is thrown away. So depending on the utilization, specific grade, and machine; you’re tossing out a pair of Ferrari’s per month in powder, per machine. Imagine you’re an entrepreneur with your own service bureau and you walk by some bins every day with 4 911’s worth of powder in them, that you will then toss out that day, that’s got to hurt.
This explains the rationale for Evonik’s launch today of a PEEK Filament for implants. 3D4Makers, 3DXtech, Appium, and other firms have offered PEEK filament for a number of years now. Solvay has a healthcare grade PEEK filament that you can buy as well which is ISO 10993 and suitable for limited contact applications for 24 hours and less. PEEK leader Victrex has sold medical PEEK for implantology to a select few also. Alternative materials such as PEKK from Arkema are available but often not with the certifications and approvals to use long term in the body. Now Evonik has an FDM grade suitable for implants specifically.
Polymer companies are reticent to allow for the use of polymers in the body long term because of the suitability of the material for that purpose and also legal liability. DowCorning a huge joint venture went bankrupt over liability related to breast implants that “never represented more than 1 percent of our business” and yet forced the company to set aside $2.35 billion for claimants. Many polymer firms, therefore, consider possible medical implant polymer revenue not sufficient for a possible headshot for their firm.
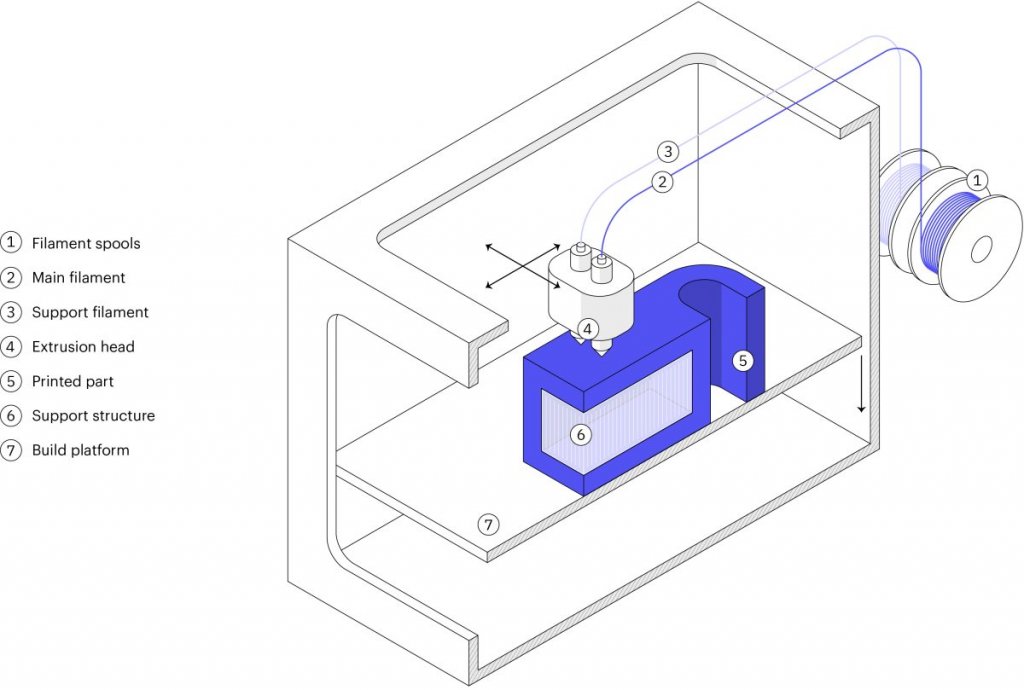
In this case, Evonik has done its homework on its ASTM F2026 compliant PEEK filament. The business case is clear, with FDM you print only the material that you use (plus extra possible support). This means that you will end up using a lot less material per part than if you fill a full SLS machine. Especially with larger implants, FDM does have an advantage in time in the machine and time to part as well. Besides Kumovis and Vshaper, there has been little development of medical part-specific high-temperature printers for FDM. I think that this can be a fantastically profitable niche that would be difficult from which to dislodge a reliable supplier from. Evonik’s launch of this FDM material can serve as an impetus for the development of more medially capable high-temperature FDM printers that one would need in order to use the filament.
With a surgical implant PEEK material the VESTAKEEP i4 3DF, 1.75 mm, on 250 or 500 gram spools is based on VESTAKEEP i4 G with good “biocompatibility, biostability, x-ray transparency, and easy handling.” X-Ray transparency is a great advantage of polymer medical implants since it allows doctors to check if the implant is placed correctly after implantation and lets them do CT scans especially those with contrast die, after or even during implantation or scans which can let them adequately see bone or tissue healing progress. In CT’s and MRI’s metal implants cause artefacts on some scans, or may block surgeons from seeing important details through shadows or opacity. Magnetic implants and MRI’s are also not an awesome combo.
Marc Knebel, of Evonik Medical Devices & Systems,
“For modern medical technology, the development of our first 3D-printable implant material opens up new opportunities for customizing patient treatments. Orthopedics and maxillofacial surgery are examples of areas where this could be applied. Innovative high-performance materials like Evonik’s VESTAKEEP PEEK—along with highly complex hardware and software, and the perfect match between materials and machines—form the basis for a sustainable 3D-printing revolution in medical technology. Therefore, we will successively expand our product portfolio of 3D printable biomaterials.”
In order to make you less gun shy on taking the leap for PEEK Evonik has released a testing grade,
“The term refers to a class of material having the exact same product properties as the implant grade, but without the documentation needed for approval in medical technology applications. This offers a cost-effective way of adapting the processing characteristics of the high-performance plastic to a given 3D printer.”
This is a great idea that other companies should look into adopting as well as it would make research and product development into high-performance polymers much more cost-effective.
The post Evonik Launches FDM PEEK Filament for Implants appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.