
Researchers from Texas A&M University have combined 3D printing, biomaterial engineering and stem cell biology to create new, more efficient, customizable bone grafting materials. Leveraging these three technologies, the scientists produced 3D printed highly-osteogenic scaffolds that not only facilitate bone cell growth but also serve as a sturdy platform for bone regeneration in custom shapes. […]
Aspect Biosystems 3D bioprinting selected for $2.2M cancer drug development project
Canadian 3D bioprinting technology company Aspect Biosystems has announced its involvement in a $2.2 million project seeking to find new treatments for cancer. Starting this year, the company will be working with collaborators at two of the world’s largest pharmaceutical companies Merck and GSK, as well as McGill University’s Goodman Cancer Research Centre in Quebec. Tamer Mohamed, CEO of […]
McGill University Researchers: Can We Use PLA for Desktop Bioprinting?
 Bioprinting has proven to be useful for bone regeneration, as researchers learn to create more stable structures that mimic human tissue. In ‘Three-Dimensional Printed Polylactic Acid Scaffolds Promote Bonelike Matrix Deposition in Vitro,’ authors Rayan Fairag, Derek H. Rosenzweig, Jose L. Ramirez-Garcialuna, Michael H. Weber, and Lisbet Haglund explore the uses of desktop bioprinting with PLA.
Bioprinting has proven to be useful for bone regeneration, as researchers learn to create more stable structures that mimic human tissue. In ‘Three-Dimensional Printed Polylactic Acid Scaffolds Promote Bonelike Matrix Deposition in Vitro,’ authors Rayan Fairag, Derek H. Rosenzweig, Jose L. Ramirez-Garcialuna, Michael H. Weber, and Lisbet Haglund explore the uses of desktop bioprinting with PLA.
Even in conventional medicine today, surgeons find difficulty in repairing bones that have undergone trauma, whether due to an accident, tumor, or other serious issue. Grafting can still be challenging to complete, and then problematic later in terms of pain, infection, and the need for multiple procedures. Materials such as calcium phosphate bone cement (a synthetic graft) have become more popular for repairing bone defects, but there are also limitations due to lack of mechanical strength. While poly-cements have been used also, they can cause stress around the ‘target area,’ and lead to secondary fracture, which defeats the purpose of healing altogether.
Here, the researchers have investigated the use of tissue engineering for bone repair in growing cells, scaffolds, and using numerous bioactive factors. 3D printing has been successful in fabricating scaffolds using different polymers like PLA.
“The ideal material for scaffold development should fulfill specific criteria,” state the researchers. “The material must be biocompatible and must be capable of being generated with an interconnected network to mimic the natural tissue architecture.”
Cell sustainability is the greatest challenge, along with creating stable structures. The researchers sought to create scaffolds that would allow for complete cell sustainability, along with the best environment for encouraging tissue to form. They must also allow for the following:
- Fabrication in different, complex shapes
- Resistance to inflammation and toxicity
- Strong mechanical properties
- Appropriate porosity
- Affordability
In previous studies, the researchers were aware that PLA 3D printed from the desktop was suitable for both chondrocyte and nucleus pulposus tissue engineering applications. Here, they tested PLA scaffolds with pore sizes of 500, 750, and 1000 μm, fabricating accurate structures with good porosity; in fact, all scaffolds reflected pores in line with the initial designs, leaving the authors to conclude that this ‘suggested accuracy’ with desktop 3D printer—in this case, the Flashforge Creator Pro.
Pore size results were as follows:
- Small pore scaffolds – 585.61 μm ± 26.40
- Medium pore scaffolds – 769.94 μm ± 12.98
- Large pore scaffolds – 1028.85 μm ± 57.54, p < 0.0001
“The scaffold fabrication and replication process manifests high accuracy and precision as evidenced by μCT analysis, which proves the value of low-cost printing in tissue engineering applications,” stated the researchers.
The authors reported the following for mechanical properties:
“Significant differences in stiffness were observed between the three sizes (p < 0.05, p < 0.0001) in which Young’s modulus for the small pore size was 206.7 MPa ± 0.17 SD, medium size scaffold was 137.5 MPa ± 6.98 SD, and 116.4 MPa ± 5.97 SD for the large size PLA scaffold.”
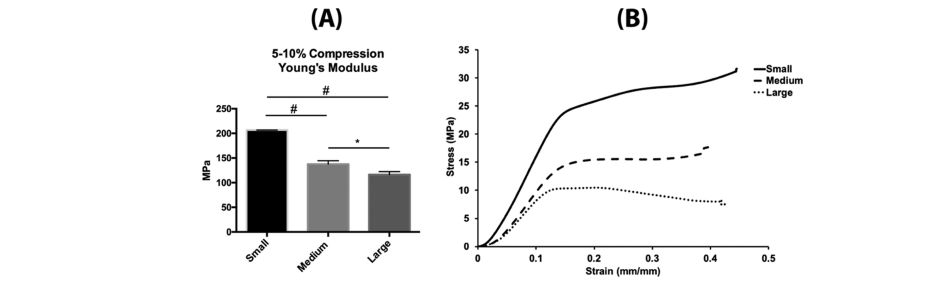
Mechanical properties of 3D-printed scaffolds. (A) Young’s modulus representing 5−10% compressive stress/strain curves of printed PLA scaffolds. For each set, (n = 3), error bars represent ±SD and (* = P value < 0.05), (# = P value < 0.0001). (B) Stress/strain curves of 500, 750, and 1000 μm showing the amount of deformation, elastic (proportionality) limit, and plastic region. For each set, (n = 3).
“The failure point of each scaffold was determined from the stress/strain curves in which the small-size failure point was around 21.63 MPa, around 11.86 MPa for the medium size, and around 8.53 MPa for the large-pore scaffold. Our results demonstrated an overall higher compressive modulus with smaller pores because of the addition of bulk material (smallest pore size has the highest amount of material and is the stiffest).”
The use of PLA was successful, indicating both accuracy and reproducibility, and the scaffolds presented properties like native bone. The authors stated that the data reflected structures stable enough for an environment recruiting host stem cells and repairing bone.
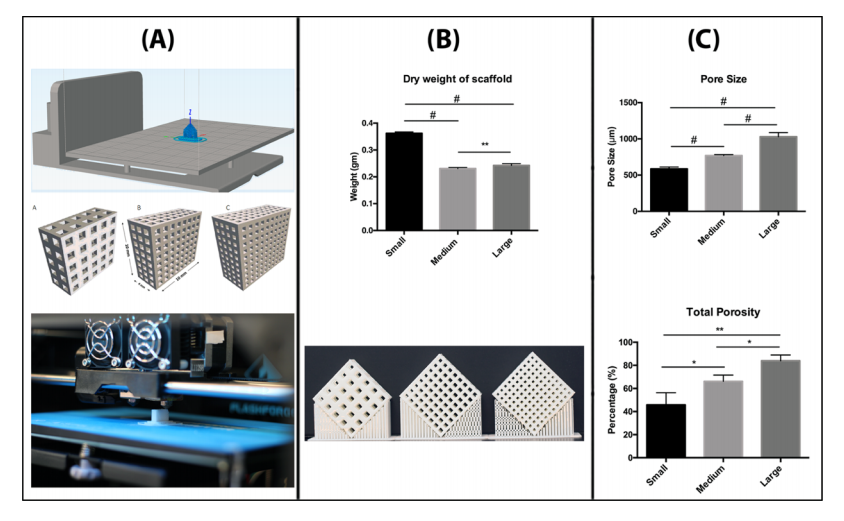
Morphological characterization of 3D printed scaffolds. (A) Representative images of the 3D models with dimensions and printing process. (B) Quantification of scaffold weight, (n = 6), error bars represent ±SD (** = P value < 0.005), (# = P value < 0.0001), with a representative image of printed scaffolds (Canon EOS 350d Camera). (C) Pore size was calculated by scanning electron microscopy, and porosity was determined by μ-CT. For each set, (n = 3), error bars represent ±SD and (* = P value < 0.05), (** = P value < 0.005), (# = P value < 0.0001).
“In vivo studies will be necessary to determine potential adverse effects, bone repair, and scaffold resorption rates,” stated the researchers. “It comes without surprise that 3D printing has been strongly adopted by orthopedic surgery clinical practice, medical education, patient education, and orthopedic-related basic science.
“Whereas 3D printing has been used for some time to generate patient models of defects for presurgical planning, there is a growing shift in using this technology in actual bone or tissue repair. One major focus in orthopedic and reconstructive surgery is to use 3D printed constructs for filling bone defects, substituting current standard therapies as an innovative approach for bone repair. Several studies have shown applicability and clinical relevance of using different types of 3D-printed polymers as a graft substitute.”
From 3D printing in hospitals to bioprinting in outer space and bringing forth materials which may eventually yield fabricated human organs, researchers are driven to create what used to be considered impossible, with a wide range of innovations already in use around the world. Find out more about desktop bioprinting here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
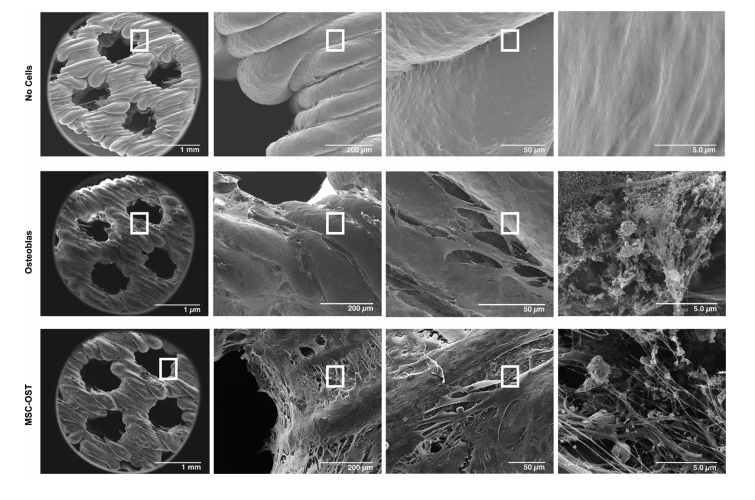
SEM of acellular and cell-seeded scaffolds. Representative SEM images of acellular, osteoblasts, MSC−OST seeded scaffolds at 80×,450×,1500×, and 22 000× magnifications and scale bars represent 1 mm, 200, 50, and 5 μm with the rectangular marker indicating the region of the scan (n = 3).
[Source / Images: ‘3D-Printed Polylactic Acid (PLA) Scaffolds Promote Bone-like Matrix Deposition In-vitro’]
AMOS project presents DED findings at opening of UK Nuclear Advanced Manufacturing Research Centre
Three years in, and the Additive Manufacturing Optimisation and Simulation (AMOS) project is making progress. The aim of this project is to develop directed energy deposition (DED) for the repair of components used in aerospace. Recently, the Canadian/European consortium was called to present its findings at the opening of the new UK Nuclear Advanced Manufacturing Research Centre (AMRC) […]
The AMOS Project is Investigating Repair and Maintenance Technologies for the Aerospace Industry
The Additive Manufacturing Optimisation and Simulation (AMOS) project
There has been enormous progress in terms of aircraft safety in the past two decades. However, last year, the Aviation Safety Network recorded a total of 15 fatal airliner accidents, resulting in 556 deaths. With an estimated worldwide air traffic of about 37,800,000 flights per year and over three million passengers flying on any given day, an aviation industry objective is to keep their aircraft from potential failures with faster on-demand repairs and lower costs. For the last few years, we have seen how 3D printing techniques have been well received in the aerospace industry; the technology is transforming prototyping, the manufacture and maintenance of end-use parts, as well as the production of custom pieces; even the FAA has been developing a comprehensive regulatory plan to deal with aerospace’s industry adoption of 3D printing technology. One international research project in particular has been carrying out an investigation to help the industry understand the pros and cons of how additive manufacturing technology can help with the repair of aircraft parts. Led by the University of Sheffield’s Nuclear Advanced Manufacturing Research Centre (AMRC), the Additive Manufacturing Optimisation and Simulation (AMOS) project focuses on additive technologies already being used in the aerospace industry. It also addresses the potential of different direct energy deposition (DED) methods, like a range of techniques which combine conventional welding tools with automated control to accurately deposit and melt metal powder or wire, or the wire-feed gas tungsten arc process used by Nuclear AMRC’s bulk additive cell. The project’s team is trying to see how these techniques can reduce the time and cost of regular maintenance and repair for aircrafts, while decreasing material waste and extending the life of expensive components.
According to Yaoyao Fiona Zhao, a professor at McGill University’s Additive Design and Manufacturing Lab, “the project will provide a fundamental understanding of thermal and mechanical behaviour of powder and wire material during deposition, and also a simulation and optimisation platform for industrial partners to further develop their component-specific applications”.

McGill students study additive cell at Nuclear AMRC to feed into defect detection and process planning work
AMOS is a limited time project that began its research on February of 2016 and has an end-date on January, 2020. With over 2.9 million dollars invested, it is one of the first European-Canadian projects to be funded under the ‘Mobility For Growth’ collaboration in aeronautics R&D. The project focuses on several key Direct Energy Deposition AM processes that have great potential to be used as cost-effective and efficient repairing and re-manufacturing processes for aerospace components, such as turbine blades and landing gears. If successful, eventually the project will aid in reducing the weakness of aerospace components at the design stage and extend their life cycles.

The AMOS team
“There’s a host of additive manufacturing technologies available to aerospace manufacturers, but they tend to be focused on new production rather than repairing damaged parts; and the AMOS project is bringing together some of the world’s leading research organisations and companies to identify which additive technologies are best suited for repair and remanufacture, and develop them for commercial use,” explained Rosemary Gault, the European project coordinator at the University of Sheffield AMRC.
The AMOS consortium includes nine partners from Canada, France, Sweden and the UK, including research organisations, top-tier aerospace manufacturers, and specialist technology developers. École Central de Nantes in France; GKN Aerospace Engine Systems, McGill University of Montreal and jet engine manufacturer Pratt & Whitney are some of the partners. It is supported by the European Commission through the Horizon 2020 programme and by Canadian funding agencies CARIC and NSERC.

An AMOS team-member working on bulk-additive-cell
The project will involve a range of additive manufacturing technologies used at the participating centres and companies, including laser powder and robotic laser wire systems operated by Liburdi in Canada, a CNC laser powder facility at Ecole Centrale de Nantes in France, and robotic powder diode laser and wire-feed gas tungsten arc facilities at the University of Sheffield AMRC. At McGill University, AMOS is employing an additive machine which will be used to deposit Titanium. No surprise there, the use of Titanium has grown driven by needs in the aerospace industry, and according to a report by SmarTech, shipments of titanium powders grew by 32% in 2018, with the report predicting a 24% growth in titanium alloy revenues in 2019. As the metal AM market grows, so does the demand for metal powders. Material research will focus on three widely used aerospace alloys: Titanium 6-4 alloy (in wire and powder form), AerMet 100 highstrength stainless steel powder and the nickel-chromium superalloy Inconel 718.
According to AMOS, results for Inconel proved that wire-deposited materials showed better tensile properties than the powder-deposited material, for both the as-built material and the interface region. For titanium wire, yield stress, ultimate tensile strength and elongation are comparable with the standard reference material. However, when using powder, the results were below those of the reference standard. The investigation into Aermet 100 is ongoing but the majority of the tests have been completed, although work is also continuing on low-cycle fatigue and crack propagation.

AMOS Project: the machine used to deposit Titanium, located at McGill University in Montreal
The Nuclear AMRC’s research for Amos has generated huge amounts of metallurgical data for quantifying the variations between conventional, as-built and repaired materials, while investigating the interface integrity, performance and predictability of the alloy materials in different orientations, and how this data can facilitate the development of DED repair standards. The Nuclear AMRC team is now working with samples featuring a series of intentional defects, produced by GKN Aerospace. The samples have been scanned using an innovative inspection process developed by Canadian partners Liburdi and McGill University, and the Nuclear AMRC’s non-destructive testing specialists are benchmarking the new technique against current practice. Looking into automated processes for detecting defects to facilitate DED repairs. According to the specialists, they can now identify certain types of defects such as voids and tool marks relatively easily, while cracks are more challenging.
Aerospace manufacturing companies are trying to make their aircraft fully sustainable and 3D printing technology is helping with that by making parts lighter, which in turn saves the companies money from less fuel consumption, emissions, and increased speed. Most commercial aircraft makers are racing towards additive manufacturing technology to cut costs in repair and maintenance as well. Aircraft maintenance companies are under a lot of financial pressure from carriers, who demand these low cost repairs using high quality processes and spare parts. Other projects, like RepAir, are also tackling this issue with additive manufacturing, engaging in research on future repair and maintenance for the aerospace industry and proving that the technology adds new opportunities for onsite maintenance and repair. With 3D printing taking center stage in aircraft repair and maintenance, as well as becoming the protagonist in many projects worldwide, perhaps we can expect better built structures, higher safety features on planes and even fewer fatal airliner accidents thanks to maintenance efforts on site.
3D Printing News Briefs: August 24, 2018
We’re sharing some business news in today’s 3D Printing News Briefs, followed by some interesting research and a cool 3D printed statue. Meld was listed as a finalist in the R&D 100 Awards, and Renishaw has introduced 3D printed versions to its styli range, while there’s an ongoing Digital Construction Grant competition happening in the UK. A researcher from Seoul Tech published a paper about in situ hydrogel in the field of click chemistry, while researchers in Canada focused on the Al10SiMg alloy for their study. Finally, an Arcam technician tested the Q20plus EBM 3D printer by making a unique titanium statue of Thomas Edison.
Meld is R&D 100 Awards Finalist
 The global R&D 100 Awards have gone on for 56 years, highlighting the top 100 innovations each year in categories including Process/Prototyping, IT/Electrical, Mechanical Devices/Materials, Analytical/Test, and Software/Services, in addition to Special Recognition Awards for things like Green Tech and Market Disruptor Products. This year, over 50 judges from various industries selected finalists for the awards, one of which is MELD Manufacturing, an already award-winning company with a unique, patented no-melt process for altering, coating, joining, repairing, and 3D printing metal.
The global R&D 100 Awards have gone on for 56 years, highlighting the top 100 innovations each year in categories including Process/Prototyping, IT/Electrical, Mechanical Devices/Materials, Analytical/Test, and Software/Services, in addition to Special Recognition Awards for things like Green Tech and Market Disruptor Products. This year, over 50 judges from various industries selected finalists for the awards, one of which is MELD Manufacturing, an already award-winning company with a unique, patented no-melt process for altering, coating, joining, repairing, and 3D printing metal.
“Our mission with MELD is to revolutionize manufacturing and enable the design and manufacture of products not previously possible. MELD is a whole new category of additive manufacturing,” said MELD Manufacturing Corporation CEO Nanci Hardwick. “For example, we’re able to work with unweldable materials, operate our equipment in open-atmosphere, produce much larger parts that other additive processes, and avoid the many issues associated with melt-based technologies.”
The winners will be announced during a ceremony at the Waldorf Astoria in Orlando on November 16th.
Renishaw Introduces 3D Printed Styli
 This month, Renishaw introduced a 3D printed stylus version to its already wide range of available styli. The company uses its metal powder bed fusion technology to provide customers with complex, turnkey styli solutions in-house, with the ability to access part features that other styli can’t reach. 3D printing helps to decrease the lead time for custom styli, and can manufacture strong but lightweight titanium styli with complex structures and shapes. Female titanium threads (M2/M3/M4/M5) can be added to fit any additional stylus from Renishaw’s range, and adding a curved 3D printed stylus to its REVO 5-axis inspection system provides flexibility when accessing a component’s critical features. Components with larger features need a larger stylus tip, which Renishaw can now provide in a 3D printed version.
This month, Renishaw introduced a 3D printed stylus version to its already wide range of available styli. The company uses its metal powder bed fusion technology to provide customers with complex, turnkey styli solutions in-house, with the ability to access part features that other styli can’t reach. 3D printing helps to decrease the lead time for custom styli, and can manufacture strong but lightweight titanium styli with complex structures and shapes. Female titanium threads (M2/M3/M4/M5) can be added to fit any additional stylus from Renishaw’s range, and adding a curved 3D printed stylus to its REVO 5-axis inspection system provides flexibility when accessing a component’s critical features. Components with larger features need a larger stylus tip, which Renishaw can now provide in a 3D printed version.
“For precision metrology, there is no substitute for touching the critical features of a component to gather precise surface data,” Renishaw wrote. “Complex parts often demand custom styli to inspect difficult-to-access features. AM styli can access features of parts that other styli cannot reach, providing a flexible, high-performance solution to complex inspection challenges.”
Digital Construction Grant Competition
 Recently, a competition opened up in the UK for organizations in need of funding to help increase productivity, performance, and quality in the construction sector. As part of UK Research and Innovation, the organization Innovate UK – a fan of 3D printing – will invest up to £12.5 million on innovative projects meant to help improve and transform construction in the UK. Projects must be led by a for-profit business in the UK, begin this December and end up December of 2020, and address the objectives of the Industrial Strategy Challenge Fund on Transforming Construction. The competition is looking specifically for projects that can improve the construction lifecycle’s three main stages:
Recently, a competition opened up in the UK for organizations in need of funding to help increase productivity, performance, and quality in the construction sector. As part of UK Research and Innovation, the organization Innovate UK – a fan of 3D printing – will invest up to £12.5 million on innovative projects meant to help improve and transform construction in the UK. Projects must be led by a for-profit business in the UK, begin this December and end up December of 2020, and address the objectives of the Industrial Strategy Challenge Fund on Transforming Construction. The competition is looking specifically for projects that can improve the construction lifecycle’s three main stages:
- Designing and managing buildings through digitally-enabled performance management
- Constructing quality buildings using a manufacturing approach
- Powering buildings with active energy components and improving build quality
Projects that demonstrate scalable solutions and cross-sector collaboration will be prioritized, and results should lead to a more streamlined process that decreases delays, saves on costs, and improves outputs, productivity, and collaborations. The competition closes at noon on Wednesday, September 19. You can find more information here.
Click Bioprinting Research
![]() Researcher Janarthanan Gopinathan with the Seoul University of Science Technology (Seoul Tech) published a study about click chemistry, which can be used to create multifunctional hydrogel biomaterials for bioprinting ink and tissue engineering applications. These materials can form 3D printable hydrogels that are able to retain live cells, even under a swollen state, without losing their mechanical integrity. In the paper, titled “Click Chemistry-Based Injectable Hydrogels and Bioprinting Inks for Tissue Engineering Applications,” Gopinathan says that regenerative medicine and tissue engineering applications need biomaterials that can be quickly and easily reproduced, are able to generate complex 3D structures that mimic native tissue, and be biodegradable and biocompatible.
Researcher Janarthanan Gopinathan with the Seoul University of Science Technology (Seoul Tech) published a study about click chemistry, which can be used to create multifunctional hydrogel biomaterials for bioprinting ink and tissue engineering applications. These materials can form 3D printable hydrogels that are able to retain live cells, even under a swollen state, without losing their mechanical integrity. In the paper, titled “Click Chemistry-Based Injectable Hydrogels and Bioprinting Inks for Tissue Engineering Applications,” Gopinathan says that regenerative medicine and tissue engineering applications need biomaterials that can be quickly and easily reproduced, are able to generate complex 3D structures that mimic native tissue, and be biodegradable and biocompatible.
“In this review, we present the recent developments of in situ hydrogel in the field of click chemistry reported for the tissue engineering and 3D bioinks applications, by mainly covering the diverse types of click chemistry methods such as Diels–Alder reaction, strain-promoted azide-alkyne cycloaddition reactions, thiol-ene reactions, oxime reactions and other interrelated reactions, excluding enzyme-based reactions,” the paper states.
“Interestingly, the emergence of click chemistry reactions in bioink synthesis for 3D bioprinting have shown the massive potential of these reaction methods in creating 3D tissue constructs. However, the limitations and challenges involved in the click chemistry reactions should be analyzed and bettered to be applied to tissue engineering and 3D bioinks. The future scope of these materials is promising, including their applications in in situ 3D bioprinting for tissue or organ regeneration.”
Analysis of Solidification Patterns and Microstructural Developments for Al10SiMg Alloy
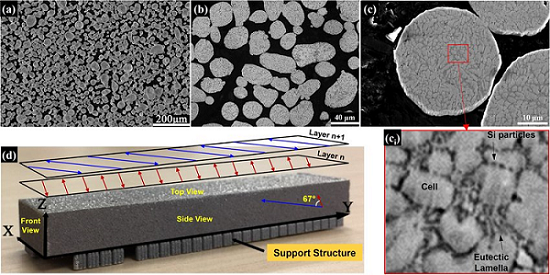
a) Secondary SEM surface shot of Al10SiMg powder starting stock, (b) optical micrograph and (c) high-magnification secondary SEM image of the cross-sectional view of the internal microstructure with the corresponding inset shown in (ci); (d) the printed sample and schematic representation of scanning strategy; The bi-directional scan vectors in Layer n+1 are rotated by 67° counter clockwise with respect to those at Layer n.
A group of researchers from Queen’s University and McGill University, both in Canada, explain the complex solidification pattern that occurs during laser powder bed fusion 3D printing of the Al10SiMg alloy in a new paper, titled “Solidification pattern, microstructure and texture development in Laser Powder Bed Fusion (LPBF) of Al10SiMg alloy.”
The paper also characterizes the evolution of the α-Al cellular network, grain structure and texture development, and brought to light many interesting facts, including that the grains’ orientation will align with that of the α-Al cells.
The abstract reads, “A comprehensive analysis of solidification patterns and microstructural development is presented for an Al10SiMg sample produced by Laser Powder Bed Fusion (LPBF). Utilizing a novel scanning strategy that involves counter-clockwise rotation of the scan vector by 67° upon completion of each layer, a relatively randomized cusp-like pattern of protruding/overlapping scan tracks has been produced along the build direction. We show that such a distribution of scan tracks, as well as enhancing densification during LPBF, reduces the overall crystallographic texture in the sample, as opposed to those normally achieved by commonly-used bidirectional or island-based scanning regimes with 90° rotation. It is shown that, under directional solidification conditions present in LPBF, the grain structure is strictly columnar throughout the sample and that the grains’ orientation aligns well with that of the α-Al cells. The size evolution of cells and grains within the melt pools, however, is shown to follow opposite patterns. The cells’/grains’ size distribution and texture in the sample are explained via use of analytical models of cellular solidification as well as the overall heat flow direction and local solidification conditions in relation to the LPBF processing conditions. Such a knowledge of the mechanisms upon which microstructural features evolve throughout a complex solidification process is critical for process optimization and control of mechanical properties in LPBF.”
Co-authors include Hong Qin, Vahid Fallah, Qingshan Dong, Mathieu Brochu, Mark R. Daymond, and Mark Gallerneault.
3D Printed Titanium Thomas Edison Statue
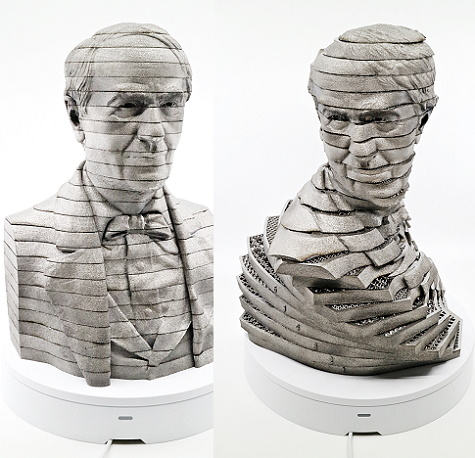
Thomas Edison statue, stacked and time lapse build
Oskar Zielinski, a research and development technician at Arcam EBM, a GE Additive company, is responsible for maintaining, repairing, and modifying the company’s electron beam melting (EBM) 3D printers. Zielinski decided that he wanted to test out the Arcam EBM Q20plus 3D printer, but not with just any old benchmark test. Instead, he decided to create and 3D print a titanium (Ti64) statue of Thomas Edison, the founder of GE. He created 25 pieces and different free-floating net structures inside each of the layers, in order to test out the 3D printer’s capabilities. All 4,300 of the statue’s 90-micron layers were 3D printed in one build over a total of 90 hours, with just minimal support between the slices’ outer skins.
The statue stands 387 mm tall, and its interior net structures show off the kind of complicated filigree work that EBM 3D printing is capable of producing. In addition, Zielinski also captured a time lapse, using an Arcam LayerQam, from inside the 3D printer of the statue being printed.
“I am really happy with the result; this final piece is huge,” Zielinski said. “I keep wondering though what Thomas Edison would have thought if someone would have told him during the 19th century about the technology that exists today.”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.