While many industries are using 3D printing to manufacture products, the technology has not been largely adopted in large-scale production. According to researchers from the University of Arkansas Department of Industrial Engineering, this is mainly due to cycle time. However, while it’s possible to print different parts of one object at the same time thanks to multiple collaborating printheads, this isn’t yet widely supported by research. Hieu Bui, Harry A. Pierson, Sarah G. Nurre, and Kelly M. Sullivan published a paper, titled “Tool Path Planning Optimization for Multi-Tool Additive Manufacturing,” that lays out their proposed toolpath optimization methodology.
While many industries are using 3D printing to manufacture products, the technology has not been largely adopted in large-scale production. According to researchers from the University of Arkansas Department of Industrial Engineering, this is mainly due to cycle time. However, while it’s possible to print different parts of one object at the same time thanks to multiple collaborating printheads, this isn’t yet widely supported by research. Hieu Bui, Harry A. Pierson, Sarah G. Nurre, and Kelly M. Sullivan published a paper, titled “Tool Path Planning Optimization for Multi-Tool Additive Manufacturing,” that lays out their proposed toolpath optimization methodology.
The abstract states, “The objectives are to create a collision-free infill toolpath for each printhead while maintaining the mechanical performance and geometric accuracy of the printed object. The methodology utilizes the combination of tabu search and novel collision detection and resolution algorithms, TS-CCR. The performance of the TS-CCR is analyzed and compared with the current industry standard.”
The FFF 3D printing process is limited by how fast the printhead is able to move, melt, and dispense filament. The parallel processing method, which lets multiple toolheads work together at the same time to fabricate different parts of the same object, is used by the Autodesk Netfabb software function for Project Escher 3D printers. This can obviously speed up printing time, but also increases the chance for collisions.
Netfabb uses an algorithm to make sure that all the printheads are synchronized, so they can’t collide with each other.
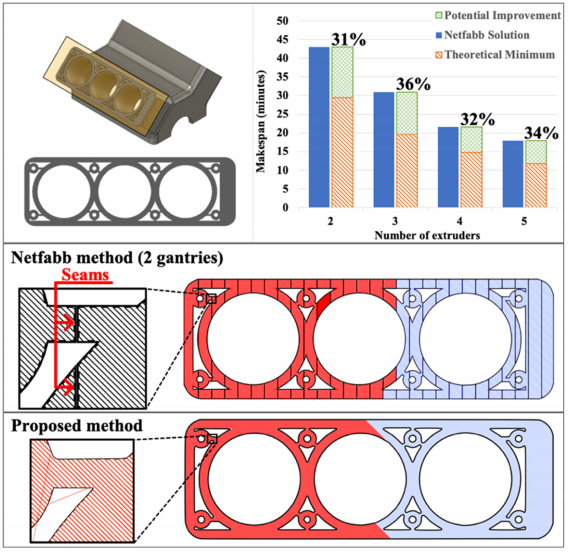
Summary of the result from the case study of Netfabb’s performance and toolpath illustrations (30% infill) of the Netfabb method and proposed method.
The goal of this methodology is to consider collision constraints for 2-gantry 3D printers, while also minimizing the single layer makespan (printing time).
“The shortcomings of current methods, the lack of published research on concurrent FFF, and the need for an alternative path-planning method for multi-gantry FFF 3D printers inspired the development of a new method,” the researchers explained. “Although the multi-gantry system is one of several kinematic configurations of concurrent FFF 3D printing, increased understanding it can provide insights into the development of generalized multi-tool path planning problems for AM processes.”
A Tabu Search (TS) heuristic (practical method of problem solving), which uses a memory mechanism to store information to help guide future searches, was used to optimize the single layer makespan in the methodology by adjusting the toolpath for the infill. The TS incorporates three main operators:
- The local swap operator swaps two raster segments printed by the same printhead to reduce the rapid movement distance
- The global swap operator exchanges two raster segments that have been printed from different printheads
- The rebalancing operator allocates one raster segment from the printhead with a higher makespan to the other printhead
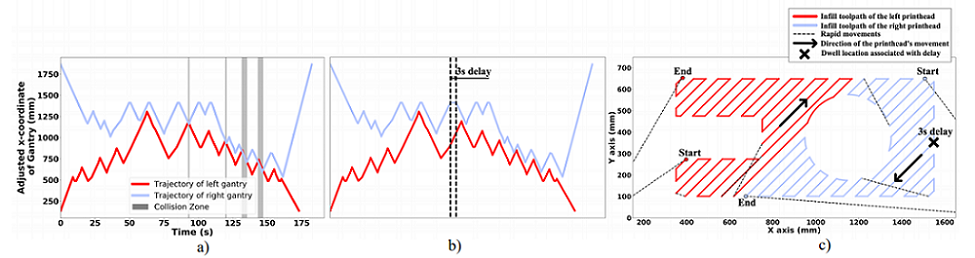
a) trajectory plot produced by the collision checking algorithm (tested layer A with 1% infill) showing 4 possible collisions (i.e. vertical gray bars); b) trajectory plot after adding 3 seconds’ delay to resolve the first collision (note that it also resolves the following collisions); c) toolpath representations of solution in 2b. The arrows indicate the two gantries are moving in the opposite directions toward each other when printing the associated raster segments. By adding 3 seconds delay at the dwell location, the two gantries synchronized and avoided the potential collision.
“At the beginning of the algorithm, with a randomized initial solution list, the global swap operator is favored. Due to the high degree of randomization of the sequence and the high number of collisions, adding delays might not be able to resolve the collisions, in which case the two gantries will work in sequential order. The goal is to segment the appropriate raster segments into two groups, one group for each printhead. The number of collisions begins to decrease as a result. Later on, the local swap slowly becomes more attractive.”
Two complementary algorithms work with the TS: a collision checking algorithm, which detects any potential collisions, and a collision response algorithm, which finds points in the toolpaths where a collision can be avoided by adding a delay.
The researchers explained, “An efficient collision checking algorithm should be able to quickly detect the collisions for a large number of raster segments and identify the corresponding movements that caused them. By utilizing a unique characteristic of the multi-gantry FFF machine, the process of identifying the collisions can be simplified. In such configuration, the collisions happen every time the gantries collide in the x-direction. In other words, a collision happens when the two gantries share the same workspace at any moment in time. A safety distance between two gantries was added when constructing the trajectory plot as a way to keep the gantries away from each other even though the collision is detected.”
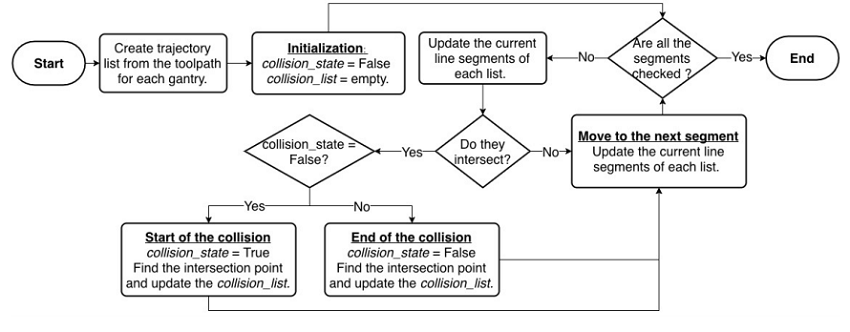
Flowchart of collision checking algorithm
“The motivation of the collision response algorithm is to identify an opportunity for resolving the collision by adding a delay. It is worth mentioning that each vertex on the trajectory plot represents a potential place to insert the delay.”
This algorithm has 4 steps, the first being to identify a set of line segments that are associated with the first collision, and then figuring out whether a delay could fix the collision. Third, the delay is inserted and all future trajectory segments are adjusted, and finally, you move up in time to find the next collision; then, lather, rinse, repeat until the collisions are gone.
The team’s methodology for avoiding 3D printing collisions was thus named Tabu Search with collision checking and response, or TS-CCR.
“The TS-CCR outputs a solution represented as a combined list of sequences of raster segments that must be printed for each printhead,” the researchers wrote. “To get the infill makespan of the solution, an infill toolpath for each printhead is constructed from the aforementioned solution. The collision-checking algorithm then searches for any potential collisions and passes the information to the collision-response algorithm, which introduces delays in order to prevent potential collisions.”
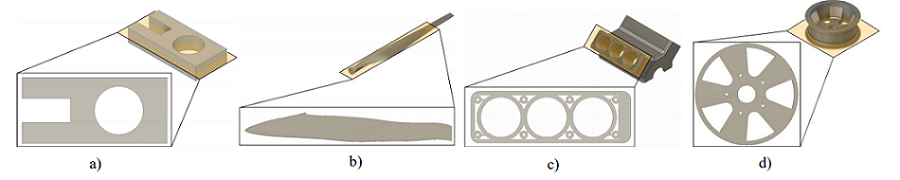
a) tested layer A; b) turbine blade layer; c) engine block layer; d) wheel rim layer. The wheel rim layer is considered a special case since Netfabb did not produce a solution.
To test the TS-CCR’s performance, the team chose four objects, then sliced a selected layer of 0.3 mm from each and computed the results from the theoretical minimum makespan, slicing the layer with the Netfabb Multi-Gantry FFF Engine and the 2018.1.0 Escher plugin, and the TS-CCR.
They collected information, such as build volume and print speed, about the multi gantry 3D printer from the Titan Cronus profile in Netfabb.
“For the TS heuristic, the value for the size of the candidate list and tabu tenure were chosen as 10 and 4, respectively. The algorithm terminates if it has been running for 2 minutes since the last improvement,” the researchers explained.
Then, they compared the makespan for three solutions – the theoretical minimum, proposed methodology, and Netfabb for 2 printheads – in a trajectory plot, which shows how the algorithms performed. 55 seconds of delays were added at different points, but because most of these were introduced in the printhead with a shorter makespan, only three total seconds were added to the overall makespan. This plot also shows how important the rebalancing operator is in TS – the gantries completed their work at almost the same time.

Trajectory plot of the result obtained from the TS-CCR (engine block layer with 30% infill). The printing time of the two gantries are 1272 and 1269 seconds, respectively.
“The performance of the methodology varies depending on the complexity of the layer. It can reduce the makespan of the “tested layer A” by 14.48% as compared to Netfabb, while the improvement reduces to 10.18% for the “engine block” layer. Since only one printhead is utilized to print the perimeter shells, the time spent on printing the shells likely offsets the improvement of the proposed methodology for any complex layer. Since this work focuses on only optimizing the infill, the method of allowing multiple printheads to print the perimeter shell at the same time can be implemented to reduce the makespan further,” the researchers wrote.
While there are only about 11 minutes of makespan reduction for the tested layer over the single printhead, this kind of improvement can accumulate across all layers and reduce the overall time.

a) makespan comparison for 3 layers (tested layer A, engine block, turbine blade) at 30% infill, where the proposed method can yield a solution with a shorter makespan than the solution obtained from Netfabb; b) makespan comparison for the “wheel rim” layer, where Netfabb did not produce a solution. The result from the methodology is compared to the makespan if the same layer is printed by the single printhead and the theoretical minimum.
The team’s proposed TS-CCR methodology can solve major issues of using multi-gantry FFF 3D printing, such as carefully planning to avoid mutual collisions while also not compromising the strength of the final print.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Reducing 3D Printing Collisions with Toolpath Optimization Methodology appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.