
Scientists at Singapore’s Nanyang Technological University (NTU) have developed a single-robot industrial platform that uses additive manufacturing (AM) to create concrete structures. Adopting a print-while-moving approach, the team’s robotic arm is capable of 3D printing different sized single-piece structures, and completing large-scale construction printing, all by itself. The bot’s development could lead to the more […]
Mobile Robotic System 3D Prints Single-Piece Concrete Structures
The scientists at Nanyang Technological University (NTU) in Singapore have spent a lot of time and energy over the last few years researching construction 3D printing with concrete materials. Two years ago, the NTU Singapore Centre for 3D Printing (SC3DP) team, led by Assistant Professor Pham Quang Cuong with NTU’s School of Mechanical and Aerospace Engineering, published a paper about their work developing concurrent mobile 3D printing construction robots. The idea was that multiple robots working together to build a concrete structure wouldn’t be held back by common issues like volume constraints and long lead times.
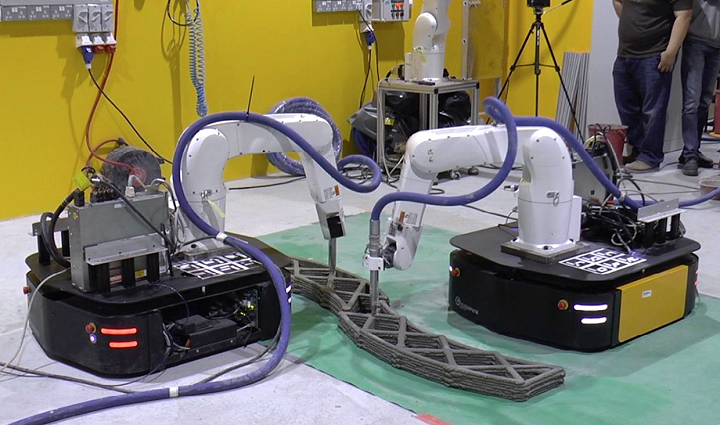
Adoption of concrete 3D printing is limited because of problems like lack of mobility and small size, and the use of synchronized, mobile robots is an excellent place to start working on the issue of scalability. But now, Professor Cuong and his team are taking things to the next level. They’re still using mobile robots for a print-while-moving approach, but instead of a pair systems, they’ve developed a single-robot industrial AM platform that can complete large-scale construction printing all by itself.
“Our system is mounted on a mobile robot. The ability to move the robot base in space allows our robot to print structures that are larger than itself,” Professor Cuong explained. “Also, having a mobile base makes it easier to bring the robot into the construction site and move it around inside.”
The NTU team—comprised of Mehmet Efe Tiryaki, Xu Zhang, and Professor Cuong—published a paper about their new system, titled “Printing-while-moving: a new paradigm for large-scale robotic 3D Printing.”
The abstract reads, “Building and Construction have recently become an exciting application ground for robotics. In particular, rapid progress in material formulation and in robotics technology has made robotic 3D Printing of concrete a promising technique for in-situ construction. Yet, scalability remains an important hurdle to widespread adoption: the printing systems (gantry-based or arm-based) are often much larger than the structure be printed, hence cumbersome. Recently, a mobile printing system – a manipulator mounted on a mobile base – was proposed to alleviate this issue: such a system, by moving its base, can potentially print a structure larger than itself. However, the proposed system could only print while being stationary, imposing thereby a limit on the size of structures that can be printed in a single take. Here, we develop a system that implements the printing-while-moving paradigm, which enables printing single-piece structures of arbitrary sizes with a single robot. This development requires solving motion planning, localization, and motion control problems that are specific to mobile 3D Printing.”
This system only needs one robot to print differently sized single-piece structures, which also helps to ensure better structural properties.
The mobile robotic 3D printing system
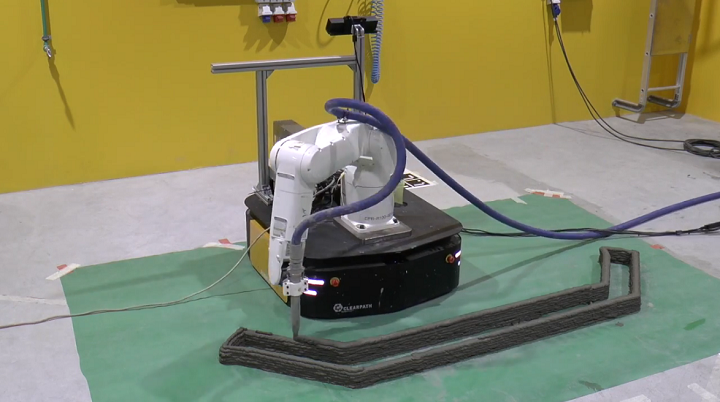
Typically, construction materials wider than the construction 3D printing system’s gantry foothold distance can’t be printed. That’s because a printed structure’s dimensions are constrained by one of three things: the robot arm’s reach, the gantry’s restricted volume, or the framework which enables the printhead to move along a particular axis. But the NTU researchers have enabled their system to move in any direction, so long as it’s on a flat surface, by mounting an industrial robot manipulator to a wheeled base. Then, a hose is used to connect the platform’s manipulator flange nozzle to a pump.
The robot manipulator’s motions, and those of the mobile platform, are painstakingly planned out in this new system in order to achieve a coordinated effort. It uses feedback motion control, and highly accurate robot localization, to make sure that the nozzle deposits the concrete material at the right pace in the correct location. By placing a camera on the back of the mobile base, its “localization system” works better over a larger surface area.
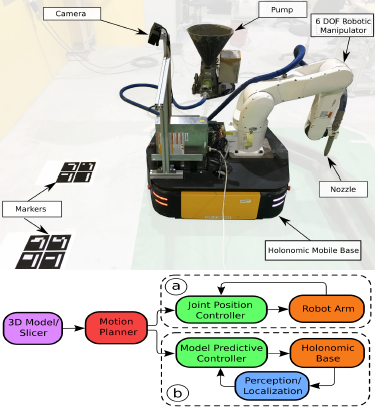
Model of NTU’s 3D printing system setup and printing process pipeline
The NTU research team claims that their printing-while-moving system can increase the size of structures that one robot can fabricate. To prove it, they used the platform to 3D print a single-piece 210 x 45 x 10 cm concrete structure, which is definitely larger than the robotic arm’s 87 cm reach. This system could significantly increase the effectiveness of 3D construction printing. But, their work is not yet done, as the system does still have some limitations, particularly in terms of uneven work areas.
Professor Cuong explained, “We’re planning to add collaborative features to our robot. The idea is to have a human operator take the robot by hand and move it around the construction site, towards the desired location, guiding it to achieve high-precision assembly.”
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
(Source: IEEE)
The post Mobile Robotic System 3D Prints Single-Piece Concrete Structures appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Scientists 3D print electrodes capable of detecting mycotoxins in food
A team of researchers from Nanyang Technological University, University of Chemistry and Technology Prague, and the King Saud University have 3D printed electrodes capable of detecting mycotoxins in food. Detailing their work in a recent issue of Electrochemistry Communications, the scientists believe their study could pave the way for a novel method of food safety […]
NTU Singapore: Robotic Post-Processing System Removes Residual Powder from 3D Printed Parts
Researchers from Nanyang Technological University in Singapore wrote a paper, titled “Development of a Robotic System for Automated Decaking of 3D-Printed Parts,” about their work attempting to circumvent a significant bottleneck in 3D print post-processing. In powder bed AM processes, like HP’s Multi Jet Fusion (MJF), decaking consists of removing residual powder that sticks to the part once removed. This is mostly completed by human operators using brushes, and for AM technologies that can produce hundreds of parts in one batch, this obviously takes a long time. Manual labor like this is a significant cost component of powder bed fusion processes.

An operator manually removing powder (decaking) from a 3D printed part.
“Combining Deep Learning for 3D perception, smart mechanical design, motion planning, and force control for industrial robots, we developed a system that can automatically decake parts in a fast and efficient way. Through a series of decaking experiments performed on parts printed by a Multi Jet Fusion printer, we demonstrated the feasibility of robotic decaking for 3D-printing-based mass manufacturing,” the researchers wrote.
A classic robotic problem is bin-picking, which entails selecting and removing a part from a container. The NTU researchers determined that 3D perception, which “recognizes objects and determining their 3D poses in a working space,” would be important in building their bin-picking system. They also used a position-controlled manipulator as the baseline system to ensure compliant motion control.
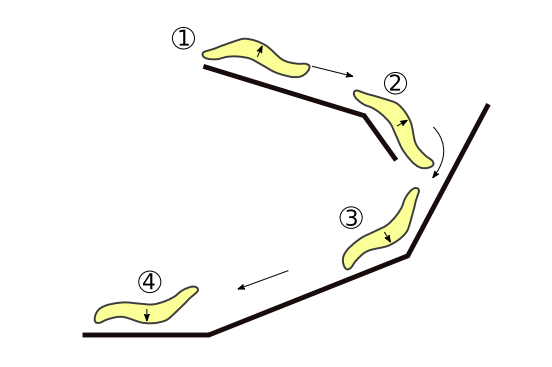
The NTU team’s robotic system performs five general steps, starting with the bin-picking task, where a suction cup picks a caked part from the origin container. The underside is cleaned by rubbing it on a brush, then flipped over, and the other side is cleaned. The final step is placing the cleaned part into the destination container.
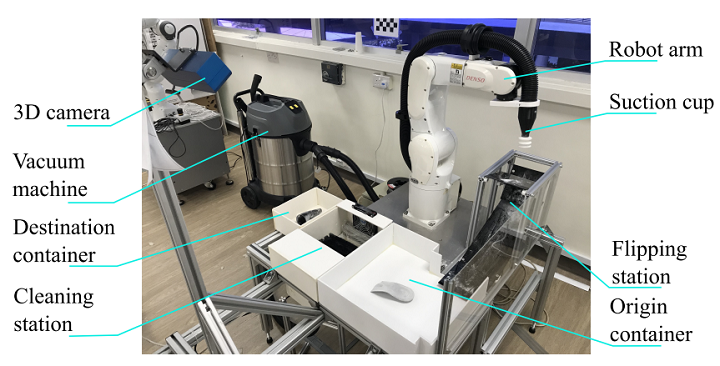
Proposed robotic system design for automated decaking.
Each step has its own difficulties; for instance, caked parts overlap and are hard to detect, as they’re mostly the same color as the powder, and the residual powder and the parts have different physical properties, which makes it hard to manipulate parts with a position-controlled industrial robot.
“We address these challenges by leveraging respectively (i) recent advances in Deep Learning for 2D/3D vision; and (ii) smart mechanical design and force control,” the team explained.
The next three steps – cleaning the part, flipping it, and cleaning the other side – are tricky due to “the control of the contacts” between the parts, the robot, and the brushing system. For this, the researchers used force control to “perform compliant actions.”
Their robotic platform made with off-the-shelf components:
- 1 Denso VS060: Six-axis industrial manipulator
- 1 ATI Gamma Force-Torque (F/T) sensor
- 1 Ensenso 3D camera N35-802-16-BL
- 1 suction system powered by a Karcher NT 70/2 vacuum machine
- 1 cleaning station
- 1 flipping station
The camera helps avoid collisions with the environment, objects, and the robot arm, and “to maximize the view angles.” A suction cup system was found to be most versatile, and they custom-designed it to generate high air flow rate and vacuum in order to recover recyclable powder, achieve sufficient force for lifting, and firmly hold the parts during brushing.

Cleaning station, comprised of a fan, a brush rack, and a vacuum outlet.
They chose a passive flipping station (no actuator required) to change part orientation. The part is dropped down from the top of the station, and moves along the guiding sliders. It’s flipped once it reaches the bottom, and is then ready to be picked by the robot arm.
Flipping station.
A state machine and a series of modules make up the software system. The machine chooses the right module to execute at the right time, and also picks the “most feasible part” for decaking in the sequence.
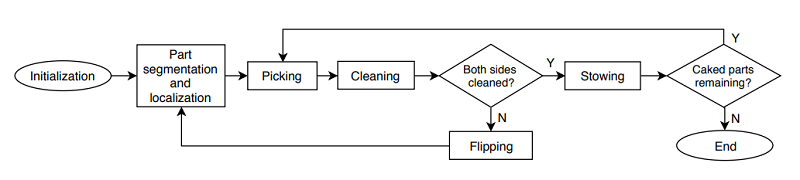
The software system’s state machine and modules perform perception and different types of action.
“The state machine has access to all essential information of the system, including types, poses, geometries and cleanliness, etc. of all objects detected in the scene. Each module can query this information to realize its behavior. As a result, this design is general and can be adapted to many more types of 3D-printed parts,” the researchers explained.
The modules have different tasks, like perception, which identifies and localizes visible objects. The first stage of this task uses a deep learning network to complete instance detection and segmentation, while the second uses a segmentation mask to extract each object’s 3D points and “estimate the object pose.”
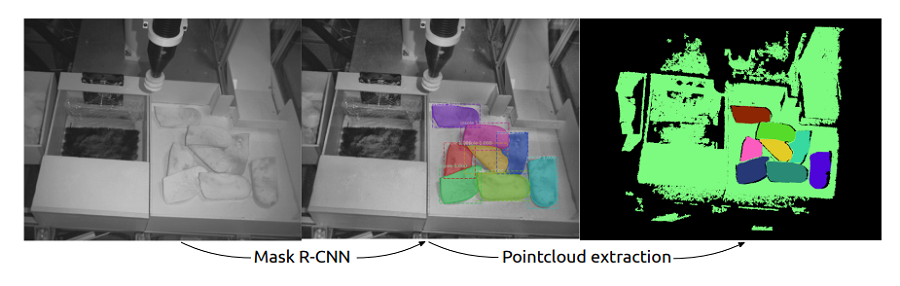
Example of the object detection module based on Mask R-CNN. The estimated bounding boxes and part segmentations are depicted in different colors and labelled with the identification proposal and confidence. We reject detection with confidence lower than 95%.
“First, a deep neural network based on Mask R-CNN classifies the objects in the RGB image and performs instance segmentation, which provides pixel-wise object classification,” the researchers wrote.
Transfer learning was applied to the pre-trained model, so the network could classify a new class of object in the bin with a high detection rate.
“Second, pose estimation of the parts is done by estimating the bounding boxes and computing the centroids of the segmented pointclouds. The pointcloud of each object is refined (i.e. statistical outlier removal, normal smoothing, etc.) and used to verify if the object can be picked by suction (i.e. exposed surfaces must be larger than suction cup area).”
Picking and cleaning modules are made of multiple motion primitives, the first of which is picking, or suction-down. The robot picks parts with nearly flat, exposed surfaces by moving the suction cup over the part, and compliant force control tells it when to stop downward motion. It checks if the height the suction cup was stopped at matches the expected height, and then lifts the cup, while the system “constantly checks the force torque sensor” to make sure there isn’t a collision.
Cleaning motion primitives remove residual debris and powder from nearly flat 3D printed parts. The part is positioned over the brush rack, and compliant force control moves the robot until they make contact. In order to maintain contact between the part and the brushes, a hybrid position/force control scheme is used.
“The cleaning trajectories are planned following two patterns: spiral and rectircle,” the researchers explained. “While the spiral motion is well-suited for cleanning nearly flat surfaces, the rectircle motion aids with removing powder in concave areas.”
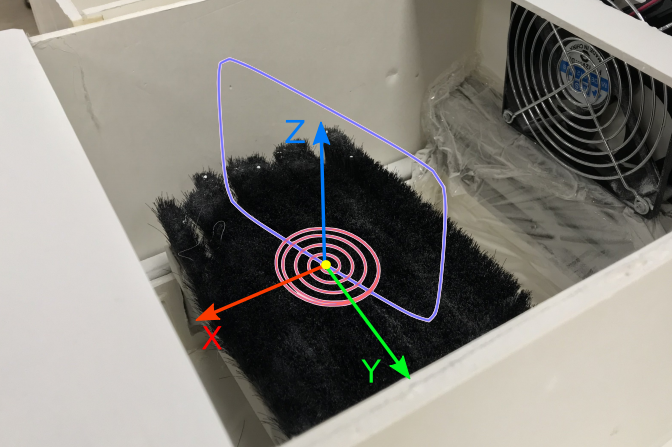
A combination of spiral and rectircle paths is used for cleaning motions. Spiral paths are in red. The yellow dot denotes the centroid of the parts at beginning of motion. Spiral paths are modified so they continue to circle the dot after reaching a maximum radius. The rectircle path is in blue, parameters include width, height, and direction in XY plan.
The team tested their system out using ten 3D printed shoe insoles. Its cleaning quality was evaluated by weighing the parts before and after cleaning, and the researchers reported the run time of the system in a realistic setting, compared to skilled human operators.

In terms of cleaning quality, the robotic system’s performance was nearly two times less, which “raised questions how task efficiency could be further improved.” Humans spent over 95% execution time on brushing, while the system performed brushing actions only 40% of execution time; this is due to a person’s “superior skills in performing sensing and dexterous manipulations.” But the cleaning quality was reduced when the brushing time was limited to 20 seconds, which could mean that the quality would improve by upgrading the cleaning station and “prolonging the brushing duration.”
Additionally, humans had more consistent results, as they are able to adjust their motions as needed. The researchers believe that adding a cleanliness evaluation module, complete with a second 3D camera, to their system would improve this.
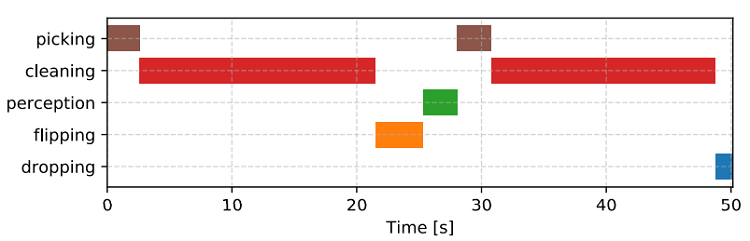
Average time-line representation of actions used for cleaning.
“We noted that our robot ran at 50% max speed and all motions were planned online. Hence, the sytem performance could be further enhanced by optimizing these modules,” the team wrote. “Moreover, our perception module was running on a CPU, implementations of better computing hardware would thus improve the perception speed.”
While these results are mainly positive, the researchers plan to further validate the system by improving its end-effector design, optimizing task efficiency, and adapting it to work with more general 3D printed parts.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post NTU Singapore: Robotic Post-Processing System Removes Residual Powder from 3D Printed Parts appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Nanyang Technological University: Thesis Validates Use of Bessel Beams in Laser-Based 3D Printing
Andy Wen Loong Liew has submitted a thesis, ‘Laser-based 3D printing using bessel beams for tissue engineering applications’ to Nanyang Technological University. Exploring a new technique for bioprinting, Liew studies the use of Bessel beams in connection with regenerative medicine techniques, and he also compares the benefits of traditional techniques.
Liew cites the benefits of Bessel beams (BB) in connection with 3D printing and customizing hydrogels, considering the following:
- Easy customization of construct architecture
- Reduced fabrication time
- High print resolution
- Ability to fabricate high aspect ratio tubular structures with anatomic relevance (and no supports)
This study also involves the use of collagen gel for improved success in sustaining cells and inducing endothelial sprouting.
Liew reminds us that the ultimate goal in tissue engineering is to begin 3D printing organs that are viable for transplant into humans; on the way, however, engineers have used a wide range of materials with customized hardware and software to begin engineering skin, cartilage, bone, and far more.
“The aforementioned tissues which have successfully made the transition are avascular which makes them easier to engineer compared to vascular tissues such as heart and kidney tissue which are more complex,” states Liew.
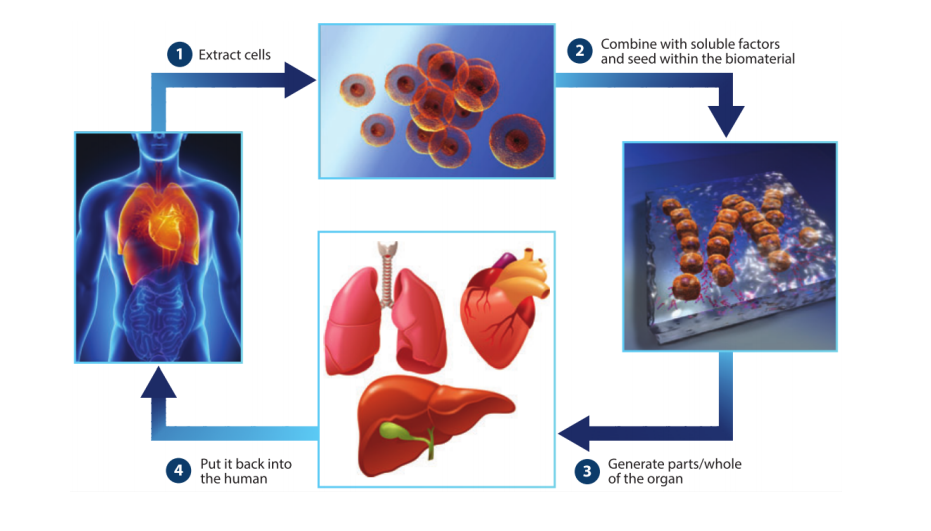
Principles of tissue engineering. (Adopted from ref.[12]).
Liew asserts that so far there have been no studies of BB printing techniques published. Advantages and challenges are discussed regarding the new technique. Much of the work presented in the chapter 2 literary review is based on the following publication: Liew, Andy Wen Loong, and Yilei Zhang. ‘In vitro pre-vascularization strategies for tissue-engineered constructs – Bioprinting and others.’ International Journal of Bioprinting (2017) 3 3-17. There, Liew describes vascularization, the use of in vitro models, and current in vitro vascularization approaches like bioprinting, microfluidics (lithography), micropatterning, wire molding, and cell sheet engineering.
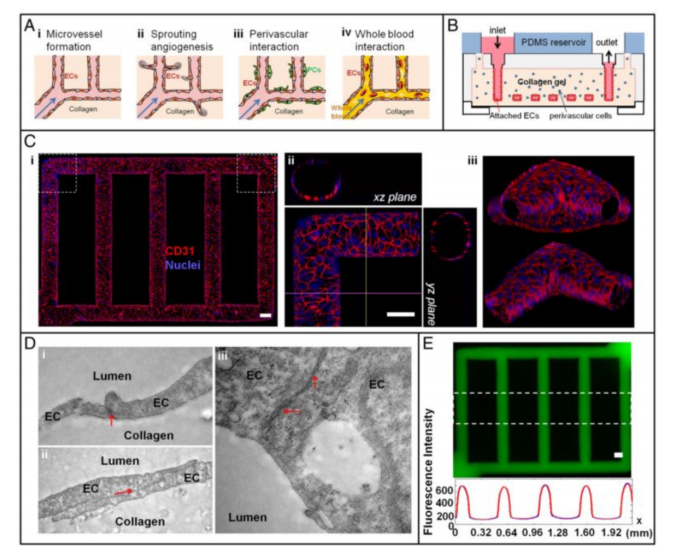
Microfluidic technology used to engineer microvascular networks within 3D tissue scaffolds for applications in vascular tissue modeling. Scale bars: 100μm. (Adopted from ref.[91]).
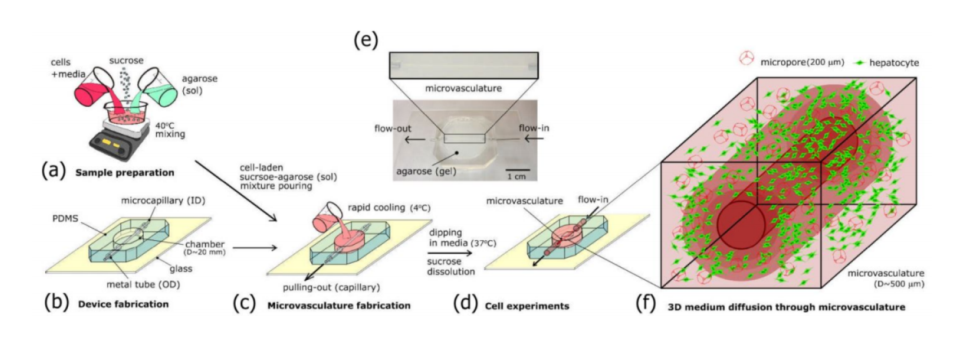
Wire molding technique employed to fabricate perfusable 3D microvascular tubes within microporous cell-laden hydrogels to produce biomimetic tissue constructs. (Adopted from ref.[110]).
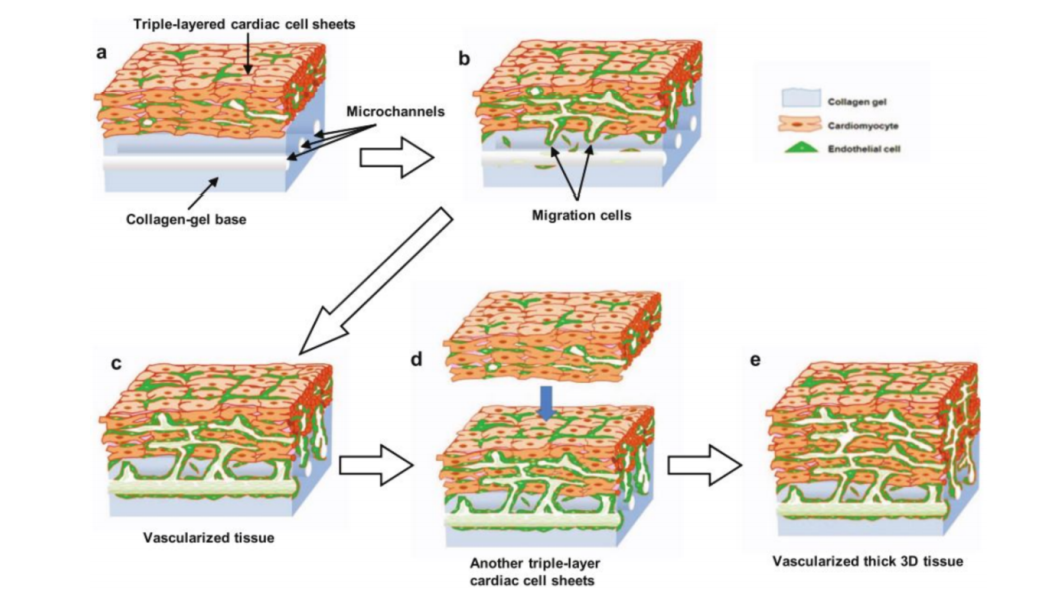
Cell sheet technology combined with a collagen based perfusion bioreactor for the preservation of cell viability by the vascularization of 3D tissues. (Adopted from ref.[122] URL: http://www.nature.com/articles/srep01316).
For the purposes of experimenting within this study, Liew makes it clear that while very little attention may have been paid to BBs in additive manufacturing processes, they are attractive due to a non-diffracting core that is not only highly localized but also offers high intensity.
“This high intensity BB core is the result of constructive interference of the beam after exiting the axicon. Unlike focused Gaussian beams, the high intensity BB core extends throughout the length of the non-diffracting zone while retaining its highly localized profile,” states Liew. “Thus by exposing a pre-polymer solution to the BB core, a long fiber-like structure can be produced through a single exposure as the high intensity BB core propagates through the entire height of the solution.”
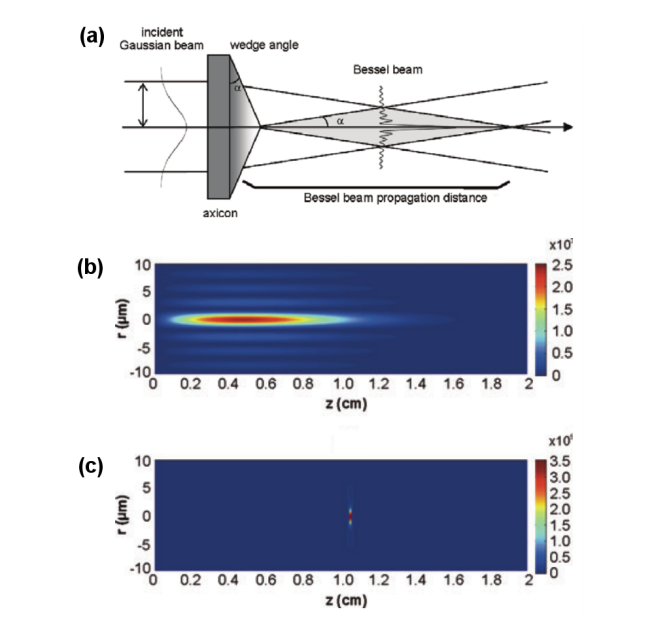
(a) Using an Axicon lens to produce a BB from an incident Gaussian Beam. (b) BB profile with extended depth of field, showcasing high intensity, non-diffracting core. (c) Focussed Gaussian Beam profile showing small voxel of high intensity, as compared to BB profile. (Adopted from ref.[130]).
Much of the discussion regarding the use of BBs also stems from Liew’s previous research, drawn from Liew, Wen Loong Andy, and Yilei Zhang. ‘Laser-based fabrication of 3D hydrogel constructs using Bessel beams.’ Bioprinting (2018) 9 44-51.
The researchers 3D printed at room temperature, relying on a vat filled with pre-polymer solution, ‘placed on the translation stage,’ and centered on the BB propagation axis. Print settings were optimized as follows for all samples fabricated in the study: Laser power = 120µW, Magnification (M) = 1 (refer to Section 5.2.2), translational speed of stage = 1mm/s.
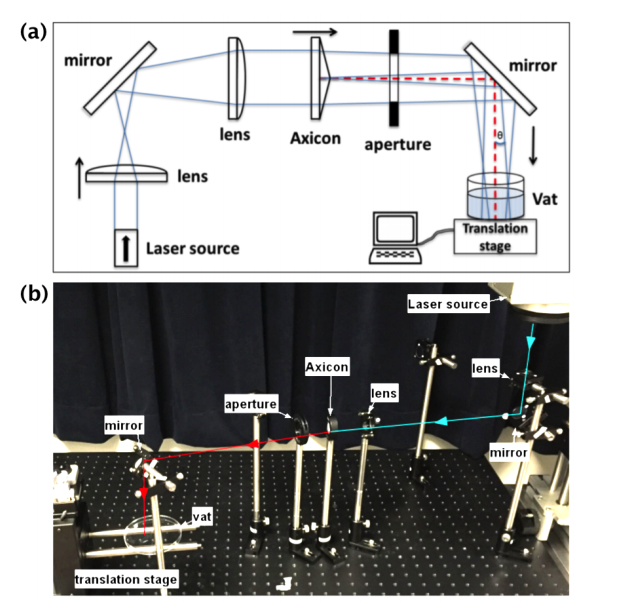
(a) Schematic diagram of optical set-up, laser propagation, and manipulation. Dotted red line indicates the BB. (b) Actual experimental set-up. Cyan arrows indicate the Gaussian beam while red arrows indicate the BB.

Mechanism for the fabrication of hydrogel constructs. Exposure of the pre-polymer solution to the BB results in localized crosslinking. Translational stage motion coupled with BB exposure results in the crosslinking of customizable hydrogel constructs
The researchers noted that 3D printing time of samples was ‘significantly reduced’ as they compared results with conventional methods; in fact, with BB, the average printing time was decreased to an impressive 20 seconds—reflecting a savings of more than 50 percent.
“Encapsulation of fluorescent beads (simulating cells) within the tube walls was also successfully demonstrated with this technique as a proof-of-concept for subsequent chapters where the printing technique will be used for direct cell encapsulation,” stated Liew.
“Finally, 3D hydrogel scaffolds with controlled microscale features and in-built microchannels were fabricated with both naturally-derived and synthetic polymers using the BB technique, showcasing its superior print resolution compared to conventional printing techniques and flexibility. Overall, the technique displayed strong potential to be applied in the field of TE in future.”
In using BBs for tissue engineering, the following properties should continue to be evaluated:
- Limitations in design complexity
- Multi-material, multi-cellular construct printing
- Variances in printing time for construct designs
- Long term effects on cell phenotype/genotype from UV exposure
- Flexibility of systems in ‘tuning’ resolution
- Structural non-conformity to original design
“ … there are several drawbacks to using the BB technique for bioprinting applications including wall thinning and limited design complexity,” concluded Liew. “Future work should include a balanced evaluation of how the proposed 111 BB printing technique compares to established, commercially available bioprinting systems in order to establish it as a viable alternative to current technology.”
3D printing has had an enormous impact on tissue engineering in recent years, as researchers create new materials and structures like scaffolds, improve hydrogel microenvironments, refine bioprinting for bone regeneration, and much more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Laser-based 3D printing using bessel beams for tissue engineering applications’]
The post Nanyang Technological University: Thesis Validates Use of Bessel Beams in Laser-Based 3D Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
HP and NTU Singapore Officially Open Joint Corporate 3D Printing Lab
This week, Nanyang Technological University (NTU) in Singapore officially opened the doors to a new corporate lab that will help manufacturing companies as they work towards adopting digital technology. This new lab, created through a collaboration between the university and HP, will offer a digital manufacturing skills development program for Industry 4.0.

L-R: The HP-NTU Digital Manufacturing Corporate Lab was officially opened by NRF Singapore Executive Director Lim Tuang Liang; NTU Senior Vice President (Research) Prof. Lam Khin Yong; HP Inc CTO Shane Wall; and HP Inc Chief Technologist, Print, Glen Hopkins.
The facility has been dubbed the HP-NTU Digital Manufacturing Corporate Lab, and features a variety of technologies, such as supply chain models that enable faster time to market and intelligent design software tools that automate advanced customization, that will help make manufacturing operations more cost-effective, efficient, and sustainable. Members of tomorrow’s workforce can then become better equipped for work in the future manufacturing industry.
The partnership between the university, HP, and the National Research Foundation Singapore (NRF) was first announced last October, and this new facility is HP’s first university laboratory collaboration in Asia. Using the lab’s intelligent design software tools, engineers will be better able to customize and optimize the mechanical properties of their materials, while the automated technology will allow for designs that use the best combination of these properties so the resulting 3D printed parts have the necessary flexibility, strength, and weight. Then, manufacturers can rapidly scale production of custom goods even when the demand is high.
“HP’s passion for innovation, together with NTU’s world-class research capabilities, allow us to achieve new breakthroughs and unlock new solutions for both business and society,” said Shane Wall, Head of HP Labs and the company’s CTO.
One of NTU and HP’s joint goals is to recruit 100 researchers to work in the new lab, which already employs 60, in order to create new and innovative products. One current research project taking place there is focused on designing and optimizing end-to-end supply chain operations, so that manufacturers can use better business models and analytics to reduce how much time is needed to find parts that may be good candidates for fabricating with 3D printing, and also better measure their impact on the world’s carbon footprint.
This proof-of-concept project, and others, were presented at the opening of the HP-NTU Digital Manufacturing Corporate Lab, along with several technology demonstrations. Additionally, the grand opening was part of HP’s anniversary celebration of 50 years of growing its business in Singapore,
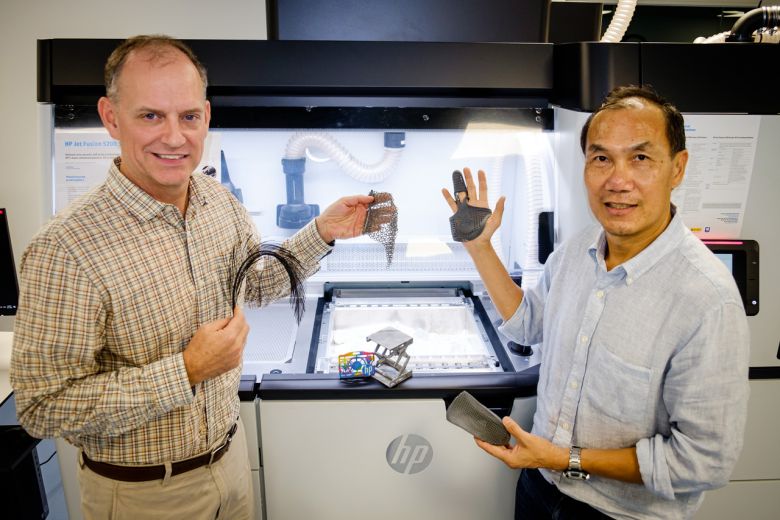
NTU Professor Tan Ming Jen and Dr. Mike Regan, co-directors of the HP-NTU Digital Manufacturing Corporate Lab, holding up 3D printed products from the HP Multi Jet Fusion 3D printer.
In conjunction with opening the new lab, NTU and HP worked together to create six SkillsFuture courses for manufacturing professionals.
“Our joint work in 3D printing, artificial intelligence (AI), machine learning, security and sustainability will produce disruptive technologies that define the future of manufacturing,” stated Wall. “Working together, we can create the workforce of the future and ensure the fourth Industrial Revolution is also a sustainable revolution.”
The skills development program will offer training in additive manufacturing and digital design under SkillsFuture, covering topics like AM fundamentals, automation, user experience, digital product designs, business models, and data management. About 120 workers each year can participate in these courses.
“The advanced technologies and automation solutions jointly developed by NTU and HP are expected to impact businesses in Singapore and beyond, as these innovations are geared towards efficiency, productivity and most importantly, sustainability,” said Professor Lam Khin Yong, NTU’s Senior Vice President of research.
“The new SkillsFuture courses developed jointly with HP also bring valuable industrial perspectives to help upskill and train a critical talent pool for Singapore.
“This will support the country’s drive towards becoming a smart nation as it faces the challenges of the fourth Industrial Revolution.”

Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Source: The Straits Times / Images: NTU Singapore]
The post HP and NTU Singapore Officially Open Joint Corporate 3D Printing Lab appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Nanyang Technological University: 3D Printing High-Volume Ash Mixtures for Construction
In the recently published ‘3D printing of high-volume fly ash mixtures for digital concrete construction,’ Nanyang Technological University thesis student Biranchi Panda explores how fly ash based geopolymers can be improved upon and used in 3D printing in construction.
 Concrete is one of the most widely used materials in the world, and contractors have a range of options to choose from today from materials that are fiber-reinforced, made with polymer, and even self-compacting. There are many benefits available with the use of SCC, including flowability, surface quality, durability, and more. Fabrication of complex geometries, however, is still challenging, requiring added expense and the need for more manpower.
Concrete is one of the most widely used materials in the world, and contractors have a range of options to choose from today from materials that are fiber-reinforced, made with polymer, and even self-compacting. There are many benefits available with the use of SCC, including flowability, surface quality, durability, and more. Fabrication of complex geometries, however, is still challenging, requiring added expense and the need for more manpower.
3D printing is not only getting attention from industrial users in the construction industry, but it is also quickly gaining traction as a faster, more affordable, and more versatile technology over convention methods. 3D printing systems usually consist of:
- Material mixing tank
- Material pumping system
- Extrusion system, featuring a printing head with a nozzle
- Control box with electronics
- Safety system
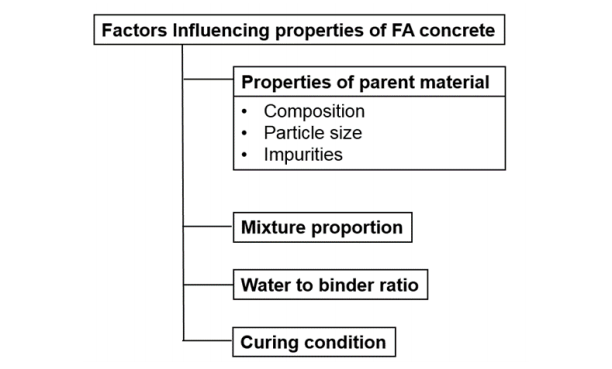
Factors influencing the properties and performance of fly ash concrete
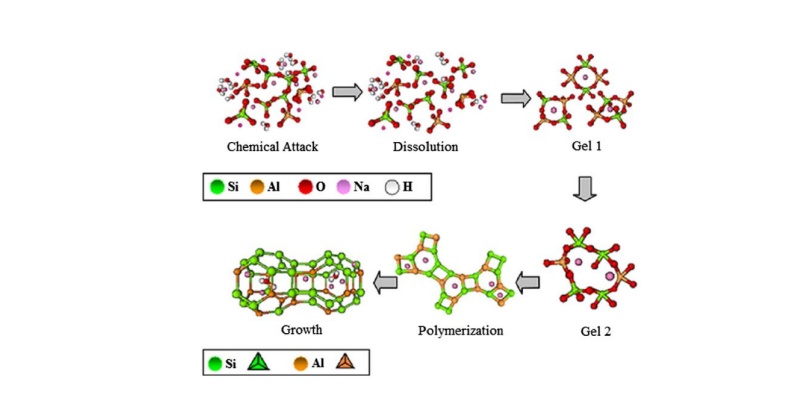
Graphic model of alkalination of geopolymers
In comparison to computer-aided design (CAD), building information modeling (BIM) and a range of software tools, 3DCP offers advantages like better topology optimization, more versatile design opportunities, speed in manufacturing, and the ability to construct items that may not have been possible previously. This technology also offers the potential for diminishing the environmental impacts of 3D printing, another positive benefit, as currently, cement production accounts for five percent of global CO2 output.
Currently, fly ash-based sustainable materials are looking very attractive as they can produce 80 percent less CO2 output over ordinary Portland cement production—and, mechanical properties tend to be higher too.
“It is well known that thixotropy is one of the important properties in all 3D printing projects. PC has an inherent excellent thixotropy property due to flocculation and literature reveals that in the presence of any foreign materials like FA, sand, fillers, its colloidal network breaks down, thus resulting [in] loss of the thixotropy,” states Panda.
“One such example is high volume fly ash (HVFA) material which not only possesses low thixotropy but also slow hardening rate. Despite sustainability, poor early age mechanical properties limit its application for 3D printing projects.”
This issue caused Biranchi Panda to perform the current study, hoping to refine printability of HVFA binders and to understand more about HVFA cement and geopolymers overall. The first step considered by Panda was to create flowable extrusion materials that maintain their form throughout the process. With 3D printing, the process may occur right at the construction site or at another location, where prefabricated parts are put together and then transported for assembly.
“The choice of production again can be like regular wall elements or also can be optimized for minimizing the material wastage and construction cost,” states Panda.
Fine river sand was used for preparing mortar, as it is easily accessible in Singapore. Mixtures prepared by Panda and the research team were created to improve thixotropy, as they measured properties like compressive, flexural, and tensile strength. Microstructural analysis was also performed. Ultimately, Panda reports that the fly ash-cement was found to be ‘printable,’ although there were challenges in building strength in the HVFA material:
“Therefore, a very small amount (< 1%) of nanoclay (NC) was added to improve the early-age mechanical properties via enhancing the thixotropy at microstructure level. The effects of NC on thixotropy were tested for the first time with different shear rates and shearing time and it was found that compared to the control, the NC added mix has the potential to stabilize the viscosity recovery even after strong shearing for a longer time. Nevertheless, the effect of NC was not significant in increasing the strength gain rate (structural build-up), which is more controlled by the hydration reaction.”
Mechanical properties of the mortar were also affected by printing parameters, which is a common issue in digital fabrication. Greater bond strength was also reported in the geopolymer, in comparison to HVFA mortar.
“To maximize the benefit of rapid hardening like geopolymer, an in-line or continuous delivery system should be used instead of batch mixing, where the material can be mixed and deposit simultaneously. This will eliminate the difficulties in pumping due to change in material stiffness with time,” concluded Panda.
“Despite recent approaches to increase the ductility of printed concrete using microfiber, metal cable, post-tensioning rebars, the future application could be producing different fiber distribution in different layers, following the principle of functionally graded materials (FGM). 3D printing of FGMs would optimize the material usage and provide multi-functionally features for structural applications in building construction.”
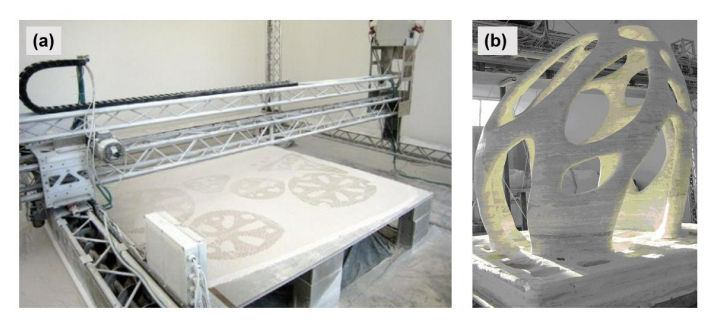
a) D-shape printer and (b) final printed component with all the excess raw material
removed
The construction industry has been affected in many positive ways with the advent of 3D printing in the mainstream, from the building of offices and homes to the development of concrete printers on a large scale.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.

Examples of 3D concrete printed complex freeform models by XtreeE, France
[Source / Images: ‘3D printing of high-volume fly ash mixtures for digital concrete construction’]
The post Nanyang Technological University: 3D Printing High-Volume Ash Mixtures for Construction appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Lloyd’s Register launches design competition to develop a full-scale 3D printed rescue boat
Engineering and technology professional service provider Lloyd’s Register (LR), has partnered with Singapore’s National Additive Manufacturing Innovation Cluster (NAMIC), Autodesk, ST Engineering and AML3D to launch a design competition for a full-scale 3D printed rescue boat. The winner of this global competition will receive SGD $30,000 (£17,500) and their design will be considered for further refinement and […]
Nanyang Technological University: Inkjet Printing of ZnO Micro-Sized Thin Films
![]() In ‘Inkjet-printed ZnO thin film semiconductor for additive manufacturing of electronic devices,’ thesis student Van Thai Tran, from Nanyang Technological University, delves into the realm of fabricating products with conductive materials. As inkjet printing continues to gain popularity for researchers and manufacturers, it is the vehicle for creating a wide variety of innovations, to include tissue engineering and more. Here, however, Tran develops and examines ZnO thin film to promote electrical qualities in hopes of expanding 3D printing processes further overall.
In ‘Inkjet-printed ZnO thin film semiconductor for additive manufacturing of electronic devices,’ thesis student Van Thai Tran, from Nanyang Technological University, delves into the realm of fabricating products with conductive materials. As inkjet printing continues to gain popularity for researchers and manufacturers, it is the vehicle for creating a wide variety of innovations, to include tissue engineering and more. Here, however, Tran develops and examines ZnO thin film to promote electrical qualities in hopes of expanding 3D printing processes further overall.
The author understands the many benefits of 3D printing, as they have unfolded since the mid-80s. Today, the technology has progressed far beyond rapid prototyping, and a wide range of functional products are being made.
“It is expected that 3D printing will play a significant role in the fabrication of goods soon. As a result, the demand for printed functional devices has been raised to fulfill the need for printed consumable products, which are composed of multi-materials,” states Tran. “Hereby, the printed functional devices are not only basic electrical elements, such as resistors, capacitors, and transistors, but also advanced electric devices, such as sensor, solar cells and batteries.
“The construction of a product using 3D printing requires a combination of structural material and functional material. To accomplish the fully additive manufacturing process, printing of functional materials, such as conductor and semiconductor, is crucial.”
ZnO is helpful today in applications like:
- Optoelectronics
- Electronics
- Sensors
- Piezoelectric devices
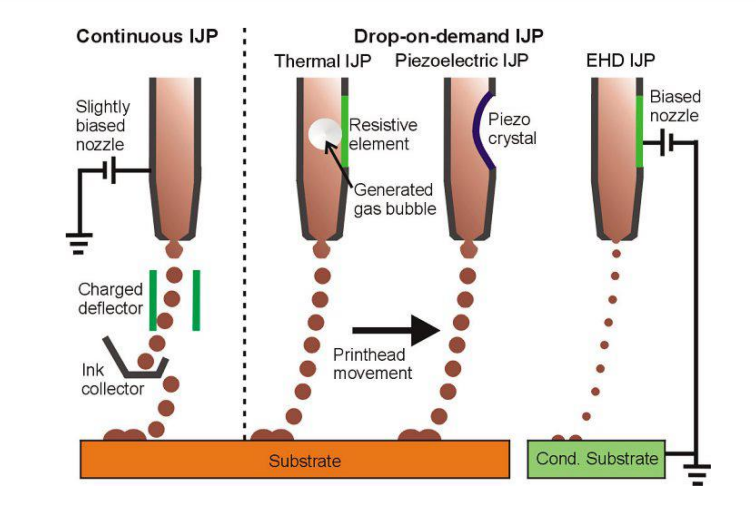
Inkjet printing technologies: Continuous inkjet printing and Drop-on-demand Inkjet printing and electrohydrodynamic inkjet printing
Tran does raise concerns, however, regarding the use of ZnO in inkjet printing—such as the likelihood that it may cause band bending, resulting in defects in the 3D printed products. Band bending issues must be controlled and ‘engineered’ to create a device that is highly functional, lending central focus to this study, along with creating a successful way to improve on using the photolithography process, and investigating issues in annealing.
As an intrinsic n-type semiconductor, ZnO also possesses piezoelectric properties, capable of generating voltage under pressure—and causing it to be suitable for applications requiring sensors and actuators. As for thin film transistors, ZnO is an attractive option due to compatibilities with LCD applications and a variety of miniaturized electronics. As Tran mentions, ZnO is also especially suited to UV photodetector applications too.
In this project, Tran fabricated thin films via inket printing, but modifications were made with annealing—decreasing the band bending. The author also discovered that electrical properties were greatly improved due to heat treatment, with film conductivity impacted by band bending changes.
“The successful inkjet printing of micro-sized ZnO thin films and the integrated photodetector has demonstrated the feasibility and great potentials of fabricating sophisticated semiconductor devices using additive manufacturing technology,” concluded the author.
3D printing and electronics have been coupled together since the beginning, allowing for expansive innovations—and allowing many manufacturers to create items never possible. They are also able to enjoy much greater sustainability in production, whether in creating breakthrough techniques in manufacturing, liquid materials for electronic applications, or wearables. Find out more about semiconductors in AM manufacturing here.
Discuss this article and other 3D printing topics at 3DPrintBoard.com.
Additively fabricated ZnO nanostructures. (a) Selectively grown ZnO nanowire from inkjet-printed pattern (b) Electro-spinning ZnO nanowire

Printer structure and printing process to prepare the thin film. (a) Printer structure shows the main components and three-axes of the printer. (b) Optical photo of the printer. (c) Optical picture of the cartridge, including ink container and nozzles. (d) The schematic of the droplet watcher, which is the system to observe the generation of droplet before running the printing
[Source / Images: Inkjet-printed ZnO thin film semiconductor for additive manufacturing of electronic devices]
3D printing news Sliced: Zortrax, Organovo Holdings, Laser Lines, Zenith Tecnica
Are you wondering how you can use 3D printing to customize your sleek new Crocs? Or, maybe is there anything you can 3D print to make Mario Kart victory laps even sweeter? On a more serious note, what does forensic science hold for the future of 3D printing? And how is the technology helping search […]