With this series, we’ve explored the changes that have occurred within the maker movement with the thesis that it seems to have fallen apart. Based on community feedback and some actual numbers, that thesis is likely incorrect. More accurately, the maker movement seems to have become integrated into mainstream society, particularly in educational spaces. And it has perhaps been the neglect from the media, in part, that has allowed the movement to fade from view.
Limor Fried, founder of open hardware supplier Adafruit, was quick to point out to 3DPrint.com that the “maker movement” is not defined by any one publication or company in the space and that “there are more publications for makers now (hackspace, etc.) and more electronics, more events, and even more things to do. [T]here are more open-source software and hardware projects than ever.”
The Open Source Hardware Association (OSHWA) keeps running tabs of the projects with OSHWA certification, currently numbering just under 400. The list continues to grow, with new additions as recently as January 13, 2020. At the beginning of the year, designer Mark Mellors uploaded a number of interesting 3D printable medical devices, such as an umbilical cord clamp and otoscope specula.
Since it was founded by Limor Fried in October 2005, Adafruit itself has been a demonstration of the overall growth of DIY/hacking culture. In the open source spirit, the company has regularly updated its community about the number of products it has shipped. As of December 2019, Adafruit had over 2,211,443 orders with revenue of over $40 million. Crucially, the company has had no loans, nor any venture capital.
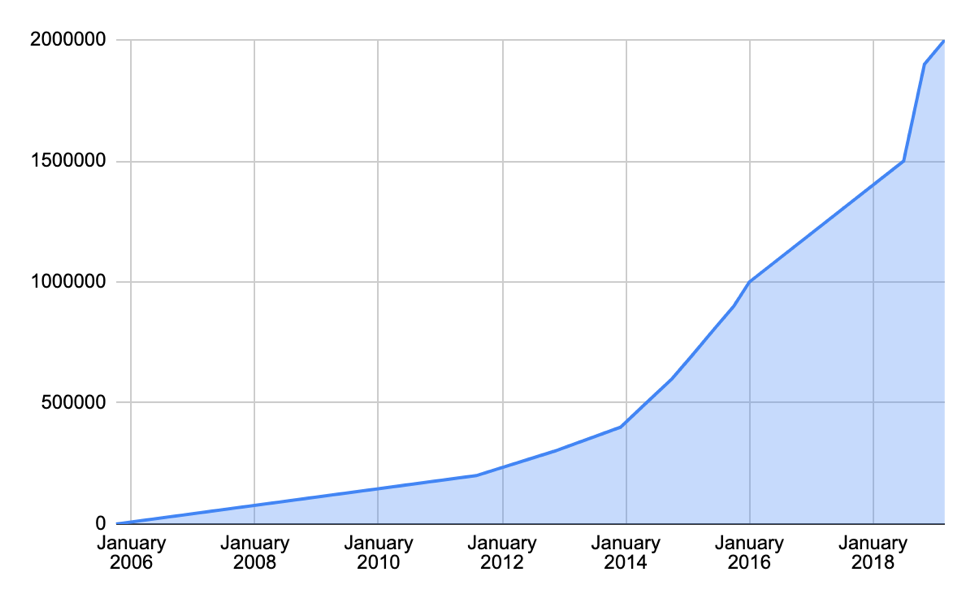
A chart made using Adafruit’s public information about year-on-year growth.
That doesn’t mean that the maker movement hasn’t changed. In addition to the metamorphoses of some companies, the preferences of the community itself have changed. For instance, the Adafruit team says that “in the past there was a lot of Arduino, but the market has moved to the most popular programming language for a lot of hardware (python) and for the physical format, feather, there are hundreds of boards and wings.”
The trick, according to the people closest to the open hardware community, is not to necessarily look at the original and bigger names in the maker movement. In addition to some of the companies we covered in a previous installment, there are names like TechShop that, at one point, became associated with the maker movement. While TechShop went out of business (using a for-profit model, it should be noted) and its CEO Mark Hatch failed to launch a maker-inspired bitcoin, other companies have been quite successful.
While the RepRap forums aren’t quite as active as they used to be, both the Adafruit team and Adrian Bowyer, founder of the RepRap Project, pointed out that Prusa Research now sells more 3D printers than any other company. The company was founded by RepRap legend Josef Prusa, whose Prusa RepRap design was replicated and, in some cases, commercialized numerous times by the open hardware 3D printing community.
Based on some always helpful research from Adafruit, Prusa Research had sold 150,000 3D printers. These aren’t just any desktop machines, but RepRaps—that is open source printers with many parts 3D printed on other open source 3D printers or self-replicating machines. The company earned roughly €33M in revenue in 2017 and, according to Deloitte, was the fastest growing tech company in Central Europe in 2018, growing at a rate of 17,118 percent over the previous four years.
Another legendary RepRapper, Richard “RichRap” Horne assured us that “[t]he maker culture is very much alive, always transforming and evolving.” Horne suggested that a community, whether in the form of a Makerfaire or a virtual space, is one that many DIY enthusiasts would likely want to pay for:
Whilst people happily pay for materials, tools and software the idea of paying to access an online community is not quite as compelling because so many highly focused knowledge sharing repositories already exist, they also need to be both niche and be able to accommodate and share ideas from anywhere (feeling independent), being behind a paywall or as a subscription service is unlikely to work in my view.
He also said that “[t]he RepRap movement is also going strong; it’s also slowly transitioning to another level of user and technology adoption. We are seeing constant developments of new ideas that are leading to ever more useful machines and commercial businesses.” Horne pointed out:
[T]he RepRap project launched thousands of companies to ‘feed’ the open-source 3D printing revolution, some of these like Prusa and E3D have taken that to the next level of both business (product sales) and circular developments of highly user focused products.
I’m quite interested to see what open-source hardware companies do to expand and also cultivate their communities of dedicated users and contributors. These companies may have the power (and funds) to help sustain and grow all sorts of niche developments and therefore build on that symbiotic relationship.
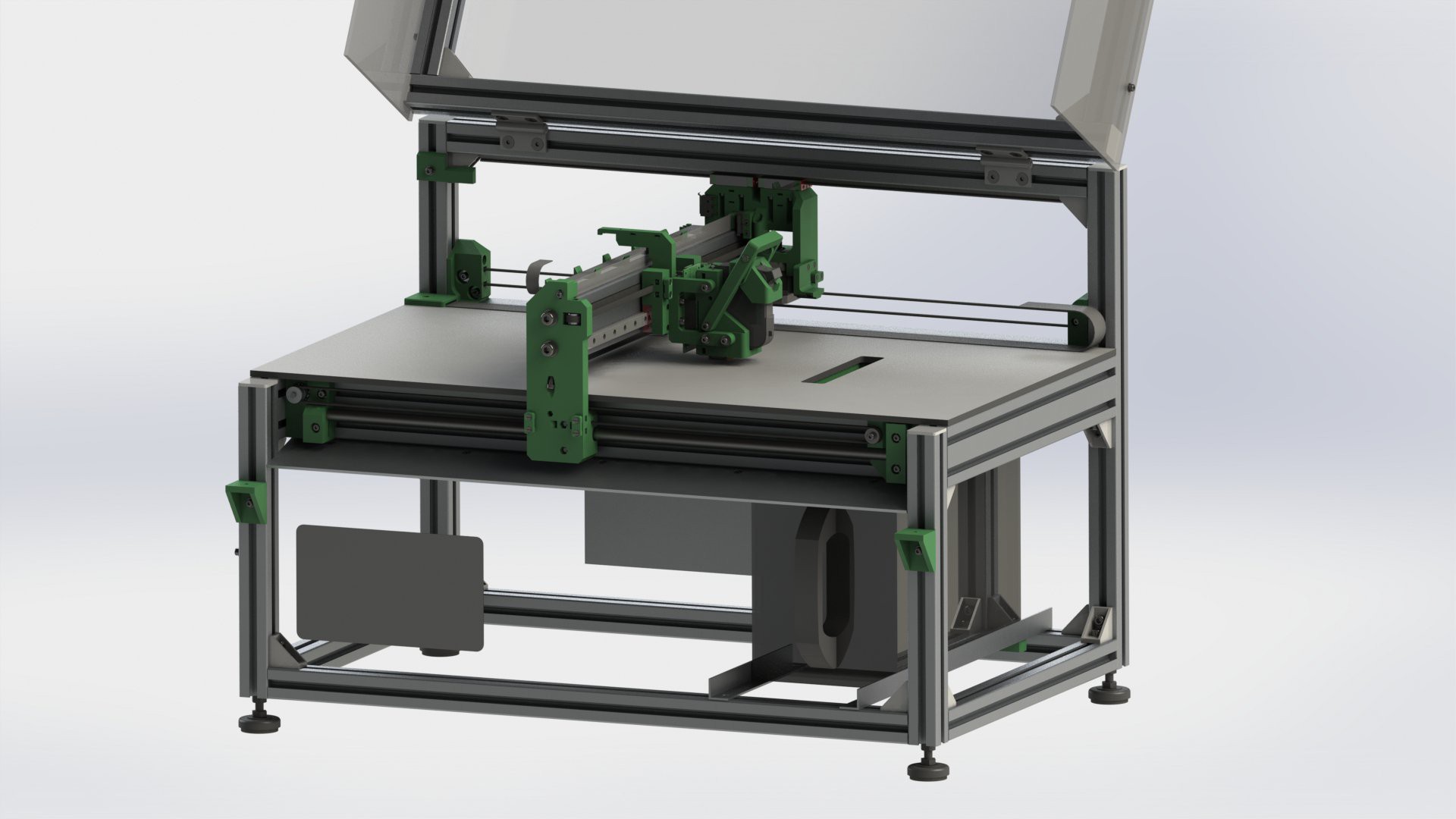
For his part, Horne is working on tool-changing technology and is still developing next generation paste extruders for food- and non-food-based 3D printing. Adrian Bowyer is working on a 3D printer that uses an electric current to cure a photopolymer resin that would rotate around the vat like a CT scan.
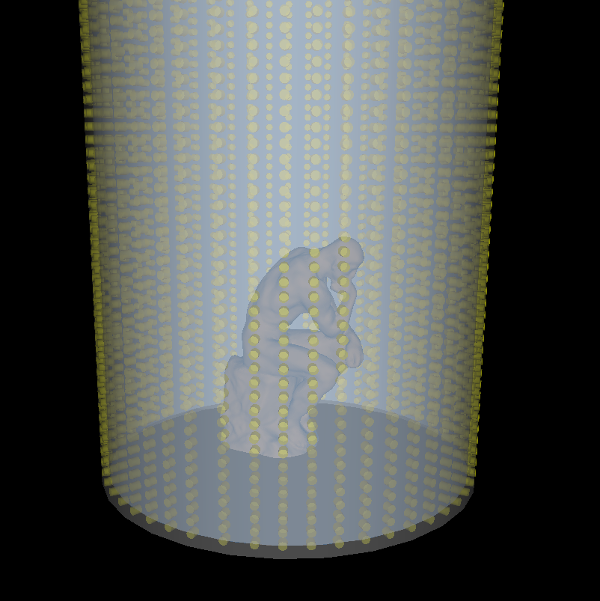
Adrian Bowyer’s schematic for an electric current 3D printer. This project definitely requires its own article. Image courtesy of Adrian Bowyer.
Another RepRapper, Nicholas Seward, currently works as a teacher, but still builds 3D printers in his spare time. He is involved in some exciting projects, including: a print bed that can actively heat and cool along with an automatic part ejection system, his RepRap WHEELIOS and HELIOS designs, and a prototype for backpack-sized printer that uses a SCARA arm to roll open a door so that it can print something as large as a human. He’s also starting to build RepRaps with six-degrees of freedom, either a Sextupteron or Stewie Simpson, but hasn’t decided which yet. If you look into any of these projects, you’ll see that they have some of the most interesting architectures imaginable.
Seward believes that the maker movement is mirroring the hype cycle generally associated with new technologies. He suggests that it may be fracturing back into sub-disciplines as the unified culture symbolized by some brands was too big to maintain. As for RepRap, Seward sees 3D printer development moving back into the private space, arguing that the concepts of patents and intellectual property are hindering what could be a much more rapid evolution of these technologies:
Open source is a big deal to me. I think patents are in some ways horrible for humanity… The only reason the RepRap project could do what it did was because the FFF patents expired right when it started…there is more and more pressure for patents and secrecy. I have signed a…ton of NDAs (for consulting work) for companies that want to be open but are dealing with traditional funding models and expectations. I can’t fault them and I freely work for them (to a degree). Even if I help them get to an idea that they patent, it might inspire others and eventually everyone can use the patent. You have to work within the system or you go out of business.
In the next installment in our series, we will continue to relay the feedback of prominent makers, including Joshua Pearce of Michigan Technological University and former Autodesk CEO Carl Bass.
The post The Maker Movement Unmade? Part 5: The Community Responds appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.