The world of 3D printing materials alone is vast, wondrous, and inspiring—and it continues to expand in parallel with the exploration and innovation of users who often refuse to accept limits for their designs. High-performance polyetheretherketone (PEEK) and polyaryletherketone (PAEK) polymer solutions are materials being used more often for industrial applications too in additive manufacturing, adapted from their initial uses in traditional technology like machining and injection molding.
Now, the UK-headquartered Victrex, a leader in developing and supplying both PEEK and PAEK, has announced the release of VICTREX AM 200 filament. This PAEK filament will be distributed by INTAMSYS, China, as they continue to widen their range of offerings to customers engaged in using 3D design software and AM processes. As a manufacturer of 3D printers centered around using materials like PEEK and PAEK, INTAMSYS will be the first company to play a role in the Victrex filament fusion network.
200 filament. This PAEK filament will be distributed by INTAMSYS, China, as they continue to widen their range of offerings to customers engaged in using 3D design software and AM processes. As a manufacturer of 3D printers centered around using materials like PEEK and PAEK, INTAMSYS will be the first company to play a role in the Victrex filament fusion network.
INTAMSYS is known for working with clients in a variety of applications, to include the following:
- Automotive
- Aerospace
- Oil and gas
- Medical sector
- Jigs
- Fixtures
- Education

The new PAEK filament is meant to be versatile and able to hold up in rigorous environments, featuring:
- High-wear resistance
- High-temperature resistance
- Fatigue resistance
- Corrosion resistance to fluids and chemicals
- Design freedom
- Greater efficiency and affordability in production

Although Victrex has been a leader within the materials industry for almost 30 years, we have followed their dynamic process in research, enormous investment into new technology, and ongoing development of stronger PAEK materials. Over time, their goal has been to produce a new line of materials able to stand up to the needs of customers creating parts (not just prototypes) for critical applications where there often is no room for error.
“This new generation of Victrex additive manufacturing PAEK filament represents an important step forward for Victrex and we are excited now to work closely with INTAMSYS,” said Jakob Sigurdsson, Victrex CEO. “Due to excellent cooperation with companies and institutions that pursue innovation in additive manufacturing, such as INTAMSYS, as well as Victrex´s continued research, we have been making sustained progress toward creating truly innovative components based on the design freedom of additive manufacturing, combined with the high performance of PAEK polymers.”

Specifically optimized for AM processes, the PAEK material is meant for high-performance parts. And while previously PEEK material meant for injection molding may have presented challenges with bonding and adhesion, the new filament offers up to 80 percent greater strength and impressive FFF 3D printing adaptability.
“Our test results to date have shown that the VICTREX AM 200 filament has a better interlayer adhesion than other PAEK materials on INTAMSYS´ machines. Compared with unfilled PEEK, it is designed with slower crystallization, lower melt temperature, and a viscosity finetuned to the filament fusion process, such as easier flow in the build chamber after leaving the nozzle. Higher flow in open air (low shear rates) also promotes interlayer bonding and stability during printing,” said Charles Han, Founder and CEO at INTAMSYS.
“All of this contributes to an improved interlaminar adhesion, easier printing (less shrink and warp), and a better suitability for FDM 3D printing, compared to other similar options, based upon the testing we have done at INTAMSYS up to this point.”
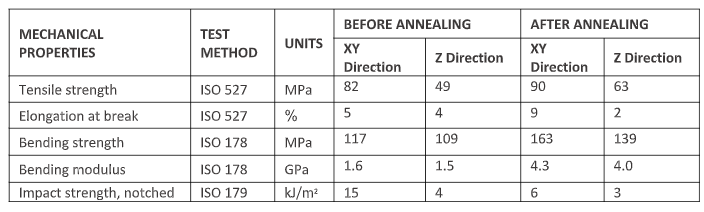
Testing has been performed by INTAMSYS engineers on a variety of 3D printers, including the smart dual nozzle FUNMAT PRO 410 3D printer—able to print with PEEK, PEEK-CF, PEKK, PC, PC-ABS and other high-performance materials. See the data from the tests below.

[Source: Victrex/INTAMSYS; Images courtesy of INTAMSYS]
The post INTAMSYS: First Distributor of New PAEK 3D Printing Filament from Victrex appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.





 AM9085F. Today ROBOZE aims to become the leader for the production of finished parts with composite materials and high temperature super polymers thanks to continuous product innovation, result of the R&D team’s hard work.
AM9085F. Today ROBOZE aims to become the leader for the production of finished parts with composite materials and high temperature super polymers thanks to continuous product innovation, result of the R&D team’s hard work.