Researchers from Spain and Ecuador are focused on nature-driven materials for digital fabrication, outlining their findings in the recently published ‘New Materials for 3D-Printing Based on Polycaprolactone with Gum Rosin and Beeswax as Additives.’
Nature is often the inspiration for scientific findings and innovations, and the world of 3D printing is no exception, from the intense study of fish to seashell material to the ever-changing color of the chameleon’s skin, and more. In this study, the researchers experiment with the potential of gum rosin and beeswax as additives, analyzing mechanical, thermal, and structural properties.
Reminding us that polymers are indeed useful in manufacturing and many applications, some do present a hazard to the environment regarding the build-up of waste on the planet. With no desire to add to that problem, the authors sought alternative materials such as biopolymers.
While there are many benefits to avoiding the use of conventional plastics, affordability has typically been an issue, along with finding materials that have suitable mechanical properties. Blends, fillers, and composites are often the key, however, for scientists and innovators when it comes to materials like polycaprolactone (PCL) that require some refining—despite offering benefits such as biocompatibility, biodegradability, and non-toxicity.
The researchers intended to find out whether gum rosin, beeswax, and PCL would offer the ‘synergistic’ effect expounded on by other scientists as it is expected that the mixture not only will support initial benefits of all the materials but also ‘enhance the antimicrobial properties.’ Beeswax has also been known to complement polymers being used in biomedical applications like drug delivery systems. Both GR and BW are known to offer improvements to other materials in terms of adhesion (often an issue in 3D printing), toughness, and behavior of plastic overall.
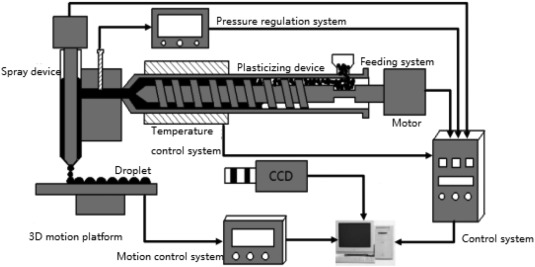
The researchers used a BCN3D 3D printer with a 0.6 mm diameter nozzle to print samples that could then be compared to standard test specimens. A bed temperature of 40 °C was set for the printing of all materials, but nozzle temperatures varied among the samples, from 90 °C and 150 °C, ‘depending on the easiness of traction of the materials in the printer.’
“These differences aim to achieve and adequate printability,” explained the researchers, noting that just an ‘increment’ in the nozzle temperature could offer increased mechanical strength.
Temperatures of 110 °C for PCL-GR and 150 °C for PCL-BW were chosen as the printing temperatures.
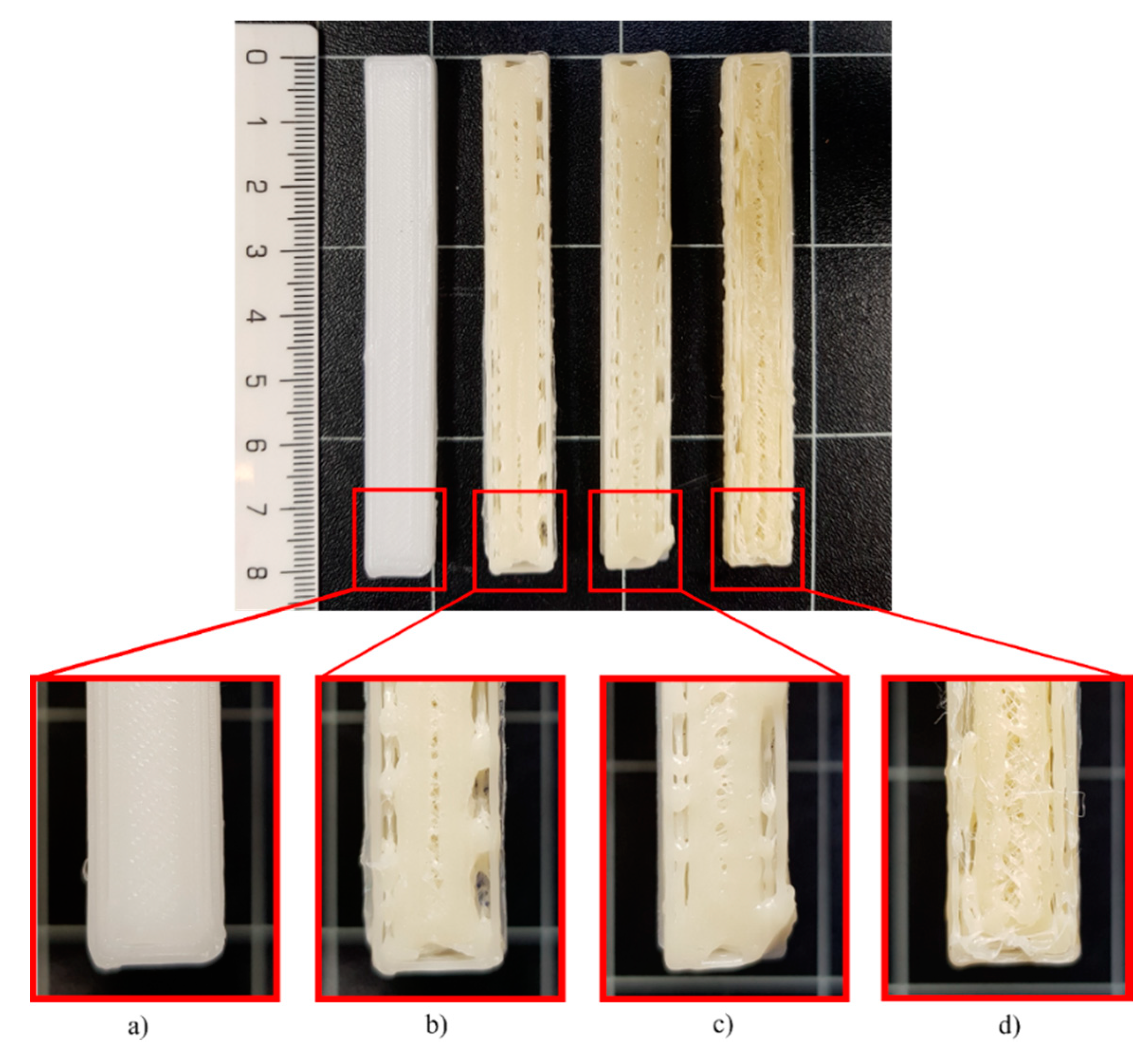
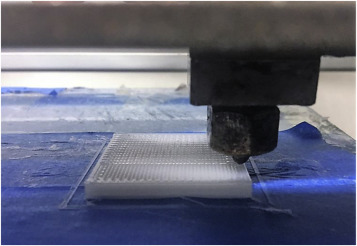
Standard test specimens (STS)surface obtained in the printing test at 80 °C for (a) PCL, (b) PCL-GR, (c) PCL-GR-BW and (d) PCL-BW.
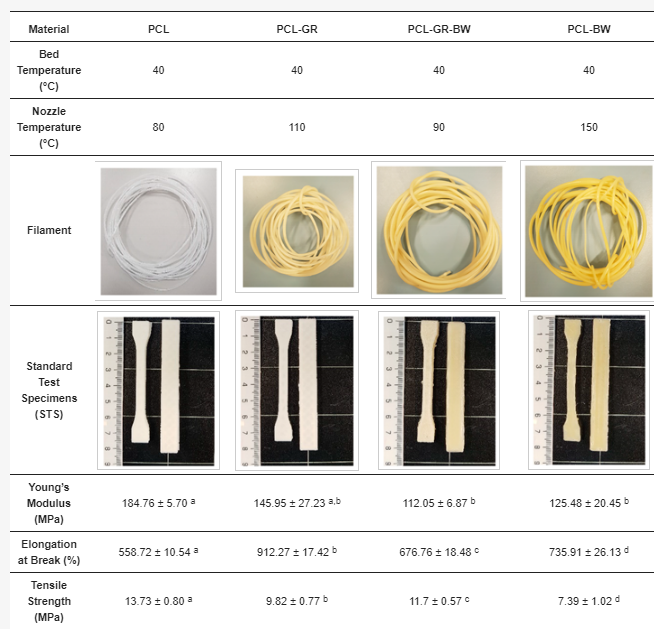
Three-dimensional (3D)-printing parameters and tensile mechanical properties of filaments of neat polycaprolactone (PCL) and the formulations with gum rosin (GR) and beeswax (BW).
Thermal characterization showed ‘good miscibility’ in the PCL matrix, upon examination of GR and BW, with the added note that GR did increase the thermal stability of PCL.
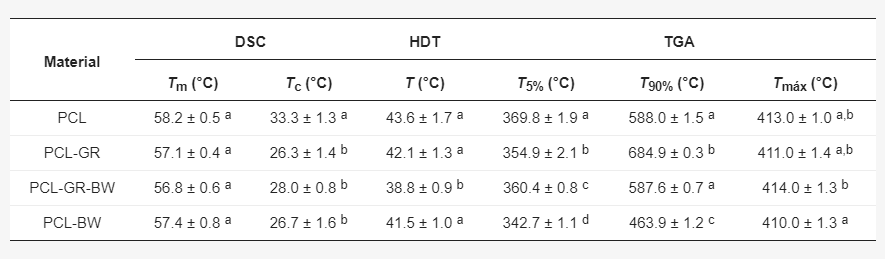
Thermal properties of neat PCL and its formulations with GR and BW.
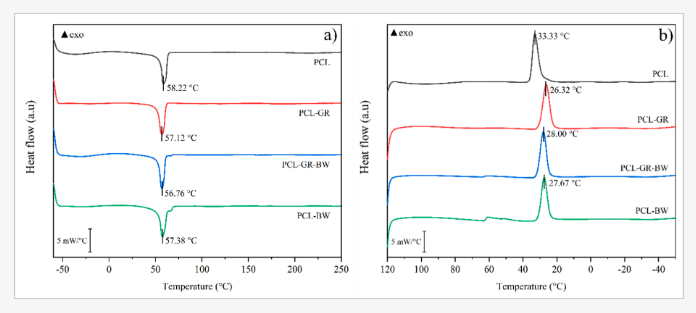
(a) DSC second heating curve and (b) DSC cooling curve of neat PCL and the formulations with GR and BW.

(a) TGA curves and (b) DTG curves with an expanded area for temperatures between 395 °C and 430 °C for the neat PCL and the formulations with GR and BW.
With GR being used as an additive, the authors noted that the material was then limited to just one phase—while with BW, two phases existed, causing low miscibility and lowered mechanical properties.
“Color measurements showed that the intrinsic coloration of natural additives has a significant effect on the color of the final materials. With respect to wettability, the addition of GR and BW increased the hydrophobic behavior of neat PCL,” said the researchers.
“Finally, it was concluded that the PCL-GR-BW formulation is the most suitable material for a 3D-printing process as it behaves better in the traction mechanism of the printer. Further, it exhibits the thermal and mechanical properties closer to neat PCL.”
What do you think of this news? Let us know your thoughts; join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
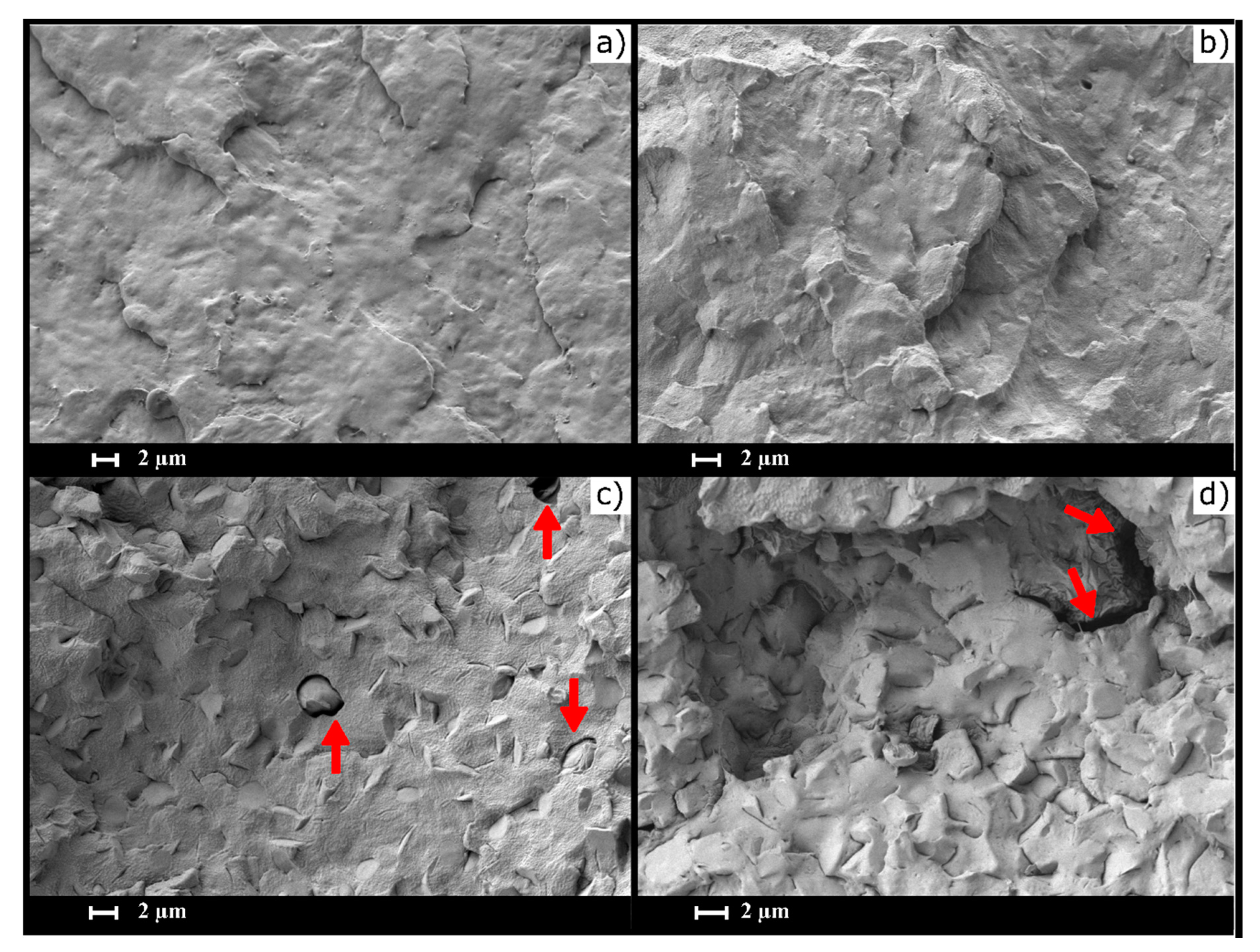
Scanning electron microscopy (SEM) images of (a) PCL, (b) PCL-GR, (c) PCL-GR-BW, and (d) PCL-BW, red arrows show holes and discontinuities in the material surface.
[Source / Images: ‘New Materials for 3D-Printing Based on Polycaprolactone with Gum Rosin and Beeswax as Additives’]
The post Improving Polymers: 3D Printing Polycaprolactone with Gum Rosin and Beeswax Additives appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.