AMT’s safe, sustainable, and fully automated post-processing solutions allow for industrial production of 3D printed parts at scale. The patent-pending PostPro3D technology is based on the company’s proprietary BLAST process (Boundary Layer Automated Smoothing Technology), and helps decrease manufacturing and operation costs and lead time. This is a big deal, since up to 60% of the manufacturing costs for 3D printed parts come from lengthy manual post-processing and depowdering methods.
The new PostProDP range was designed especially for the 3D printing industry, and is AM material-agnostic, so it works with all powder-based 3D printing, such as EOS, HP, and 3D Systems, and several thermoplastic polymers, like elastomeric materials and polyamides. The two depowdering machines are CE and ATEX certified, ensuring what AMT refers to as “a standalone high throughput industrial de-powdering solution.”
“AMT’s vision is to develop fully automated safe and sustainable post-processing solutions to enable the industrial production of additively manufactured parts at scale. We first achieved this with the successful commercialization of the PostPro3D vapor smoothing system. De-powdering is the next key bottleneck in the post processing chain, and PostProDP goes a long way to mitigate many of the current issues with cleaning AM parts,” stated AMT’s CEO Joseph Crabtree in a press release. “We are delighted to be partnering with industry experts Leering on this industry critical mission.”
Dutch company Leering makes blasting equipment, such as blast cabinets, abrasives, and mobile blastrooms and blastunits, for the metal and plastics processing industry.
“Leering are experts in surface finishing with 80 years of experience in machine design and production for surface treatment. We export our machines, branded Normfinish, worldwide,” said André Gaalman, the CEO of Leering. “The partnership with AMT will allow us to strengthen each other’s positions in additive manufacturing and offer our joint customers globally the best solution for their post-processing needs. We’re excited to offer our customers each other’s solutions and bring a next generation of post-processing solutions to the market.”
The unique plug and play PostProDP systems come with a PLC controller that’s pre-loaded with recipes for common material combinations, and include a removable, adjustable tumble basket inside for optimized part cleaning. The basket also helps decrease the amount of fine particulate powder leakage after processing, and ionizing nozzles ensure that the parts are totally powder-free after blasting.
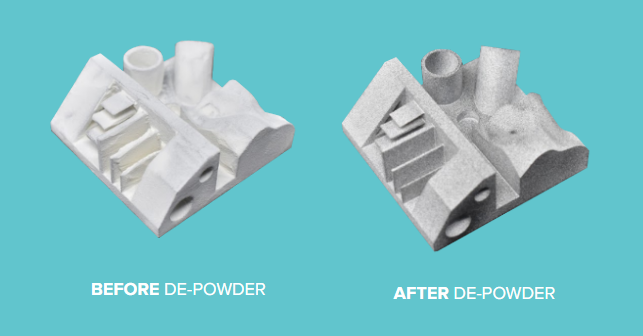
The range complements AMT’s current range of PostPro3D vapor smoothing systems, and the overall design configuration of the PostProDP machines make the user experience safer and more efficient. Both the PostProDP and PostProDP Pro take just ten minutes to remove the powder without damaging your 3D printed parts, and can be run with multiple medias, including steel balls. The compact PostProDP features two large entrance doors with safety sensors, splash glass, and automatic filter cleaning cartridge filters, while the PostProDP Pro has a removable nozzle holder and the option for manual blasting through a side door. Both come with a 12-month warranty.
The PostProDP range has been tested with customers across the US and Europe, and are now available to order from AMT.
Researchers from Nanyang Technological University in Singapore wrote a paper, titled “Development of a Robotic System for Automated Decaking of 3D-Printed Parts,” about their work attempting to circumvent a significant bottleneck in 3D print post-processing. In powder bed AM processes, like HP’s Multi Jet Fusion (MJF), decaking consists of removing residual powder that sticks to the part once removed. This is mostly completed by human operators using brushes, and for AM technologies that can produce hundreds of parts in one batch, this obviously takes a long time. Manual labor like this is a significant cost component of powder bed fusion processes.
An operator manually removing powder (decaking) from a 3D printed part.
“Combining Deep Learning for 3D perception, smart mechanical design, motion planning, and force control for industrial robots, we developed a system that can automatically decake parts in a fast and efficient way. Through a series of decaking experiments performed on parts printed by a Multi Jet Fusion printer, we demonstrated the feasibility of robotic decaking for 3D-printing-based mass manufacturing,” the researchers wrote.
A classic robotic problem is bin-picking, which entails selecting and removing a part from a container. The NTU researchers determined that 3D perception, which “recognizes objects and determining their 3D poses in a working space,” would be important in building their bin-picking system. They also used a position-controlled manipulator as the baseline system to ensure compliant motion control.
The NTU team’s robotic system performs five general steps, starting with the bin-picking task, where a suction cup picks a caked part from the origin container. The underside is cleaned by rubbing it on a brush, then flipped over, and the other side is cleaned. The final step is placing the cleaned part into the destination container.
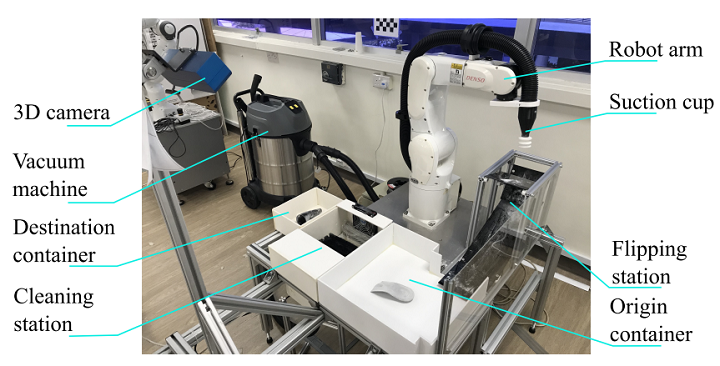
Proposed robotic system design for automated decaking.
Each step has its own difficulties; for instance, caked parts overlap and are hard to detect, as they’re mostly the same color as the powder, and the residual powder and the parts have different physical properties, which makes it hard to manipulate parts with a position-controlled industrial robot.
“We address these challenges by leveraging respectively (i) recent advances in Deep Learning for 2D/3D vision; and (ii) smart mechanical design and force control,” the team explained.
The next three steps – cleaning the part, flipping it, and cleaning the other side – are tricky due to “the control of the contacts” between the parts, the robot, and the brushing system. For this, the researchers used force control to “perform compliant actions.”
Their robotic platform made with off-the-shelf components:
1 Denso VS060: Six-axis industrial manipulator
1 ATI Gamma Force-Torque (F/T) sensor
1 Ensenso 3D camera N35-802-16-BL
1 suction system powered by a Karcher NT 70/2 vacuum machine
1 cleaning station
1 flipping station
The camera helps avoid collisions with the environment, objects, and the robot arm, and “to maximize the view angles.” A suction cup system was found to be most versatile, and they custom-designed it to generate high air flow rate and vacuum in order to recover recyclable powder, achieve sufficient force for lifting, and firmly hold the parts during brushing.
Cleaning station, comprised of a fan, a brush rack, and a vacuum outlet.
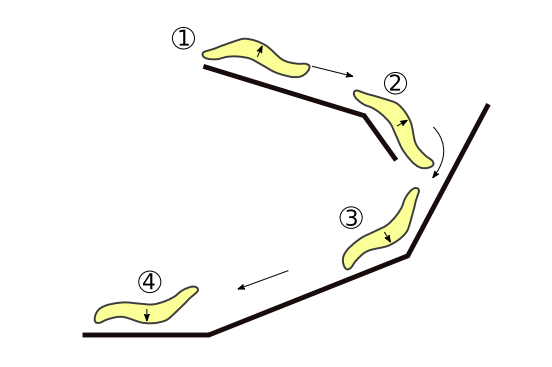
They chose a passive flipping station (no actuator required) to change part orientation. The part is dropped down from the top of the station, and moves along the guiding sliders. It’s flipped once it reaches the bottom, and is then ready to be picked by the robot arm.
Flipping station.
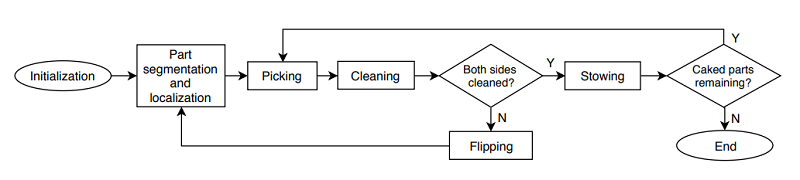
A state machine and a series of modules make up the software system. The machine chooses the right module to execute at the right time, and also picks the “most feasible part” for decaking in the sequence.
The software system’s state machine and modules perform perception and different types of action.
“The state machine has access to all essential information of the system, including types, poses, geometries and cleanliness, etc. of all objects detected in the scene. Each module can query this information to realize its behavior. As a result, this design is general and can be adapted to many more types of 3D-printed parts,” the researchers explained.
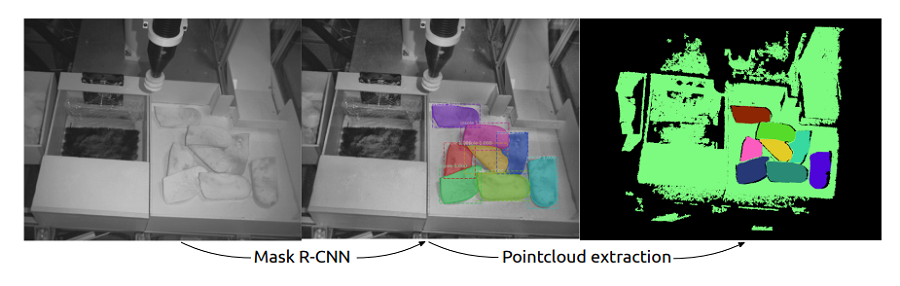
The modules have different tasks, like perception, which identifies and localizes visible objects. The first stage of this task uses a deep learning network to complete instance detection and segmentation, while the second uses a segmentation mask to extract each object’s 3D points and “estimate the object pose.”
Example of the object detection module based on Mask R-CNN. The estimated bounding boxes and part segmentations are depicted in different colors and labelled with the identification proposal and confidence. We reject detection with confidence lower than 95%.
“First, a deep neural network based on Mask R-CNN classifies the objects in the RGB image and performs instance segmentation, which provides pixel-wise object classification,” the researchers wrote.
Transfer learning was applied to the pre-trained model, so the network could classify a new class of object in the bin with a high detection rate.
“Second, pose estimation of the parts is done by estimating the bounding boxes and computing the centroids of the segmented pointclouds. The pointcloud of each object is refined (i.e. statistical outlier removal, normal smoothing, etc.) and used to verify if the object can be picked by suction (i.e. exposed surfaces must be larger than suction cup area).”
Picking and cleaning modules are made of multiple motion primitives, the first of which is picking, or suction-down. The robot picks parts with nearly flat, exposed surfaces by moving the suction cup over the part, and compliant force control tells it when to stop downward motion. It checks if the height the suction cup was stopped at matches the expected height, and then lifts the cup, while the system “constantly checks the force torque sensor” to make sure there isn’t a collision.
Cleaning motion primitives remove residual debris and powder from nearly flat 3D printed parts. The part is positioned over the brush rack, and compliant force control moves the robot until they make contact. In order to maintain contact between the part and the brushes, a hybrid position/force control scheme is used.
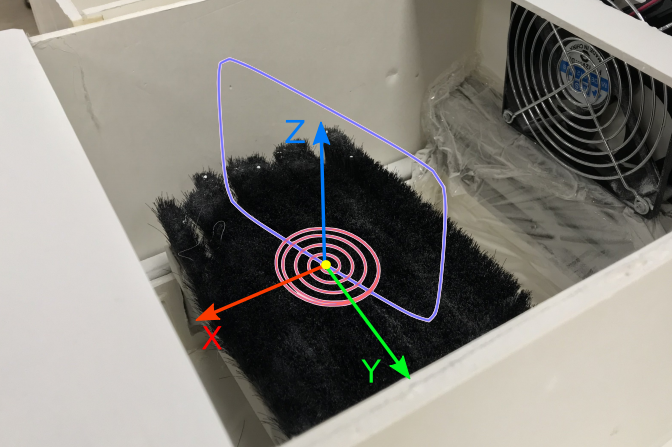
“The cleaning trajectories are planned following two patterns: spiral and rectircle,” the researchers explained. “While the spiral motion is well-suited for cleanning nearly flat surfaces, the rectircle motion aids with removing powder in concave areas.”
A combination of spiral and rectircle paths is used for cleaning motions. Spiral paths are in red. The yellow dot denotes the centroid of the parts at beginning of motion. Spiral paths are modified so they continue to circle the dot after reaching a maximum radius. The rectircle path is in blue, parameters include width, height, and direction in XY plan.
The team tested their system out using ten 3D printed shoe insoles. Its cleaning quality was evaluated by weighing the parts before and after cleaning, and the researchers reported the run time of the system in a realistic setting, compared to skilled human operators.
In terms of cleaning quality, the robotic system’s performance was nearly two times less, which “raised questions how task efficiency could be further improved.” Humans spent over 95% execution time on brushing, while the system performed brushing actions only 40% of execution time; this is due to a person’s “superior skills in performing sensing and dexterous manipulations.” But the cleaning quality was reduced when the brushing time was limited to 20 seconds, which could mean that the quality would improve by upgrading the cleaning station and “prolonging the brushing duration.”
Additionally, humans had more consistent results, as they are able to adjust their motions as needed. The researchers believe that adding a cleanliness evaluation module, complete with a second 3D camera, to their system would improve this.
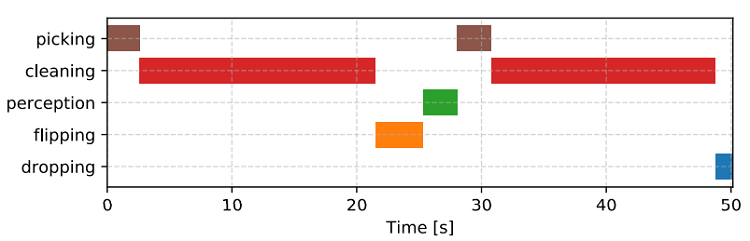
Average time-line representation of actions used for cleaning.
“We noted that our robot ran at 50% max speed and all motions were planned online. Hence, the sytem performance could be further enhanced by optimizing these modules,” the team wrote. “Moreover, our perception module was running on a CPU, implementations of better computing hardware would thus improve the perception speed.”
While these results are mainly positive, the researchers plan to further validate the system by improving its end-effector design, optimizing task efficiency, and adapting it to work with more general 3D printed parts.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
We made it to the weekend! To celebrate, check out our 3D Printing News Briefs today, which covers business, research, and a few other topics as well. PostProcess has signed its 7th channel partner in North America, while GEFERTEC partners with Linde on 3D printing research. Researchers from Purdue and USC are working together to develop new AI technology, and the finalists for Additive World’s Design for Additive Manufacturing 2019 competition have been announced. Finally, Marines in Hawaii used 3D printing to make a long overdue repair part, and Thermwood and Bell teamed up to 3D print a helicopter blade mold.
PostProcess Technologies Signs Latest North American Channel Partner
PostProcess Technologies, which provides automated and intelligent post-printing solutions for additive manufacturing, has announced its seventh North American Channel Partner in the last year: Hawk Ridge Systems, the largest global provider of 3D design and manufacturing solutions. This new partnership will serve as a natural extension of Hawk Ridge Systems’ AM solutions portfolio, and the company will now represent PostProcess Technologies’ solution portfolio in select North American territories.
“Hawk Ridge Systems believes in providing turnkey 3D printers for our customers for use in rapid prototyping, tooling, and production manufacturing. Often overlooked, post-printing is a critical part of all 3D printing processes, including support removal and surface finish refinement,” said Cameron Carson, VP of Engineering at Hawk Ridge Systems. “PostProcess Technologies provides a comprehensive line of equipment that helps our customers lower the cost of labor and achieve more consistent high-quality results for our 3D printing technologies, including SL (Vat polymerization), MJF (Sintered polymer), and ADAM (Metal) printing. We vet our partnerships very closely for consistent values and quality, and I was impressed with PostProcess Technologies’ reputation for reliability and quality – an ideal partnership to bring solutions to our customers.”
GEFERTEC and Linde Working Together on 3D Printing Research
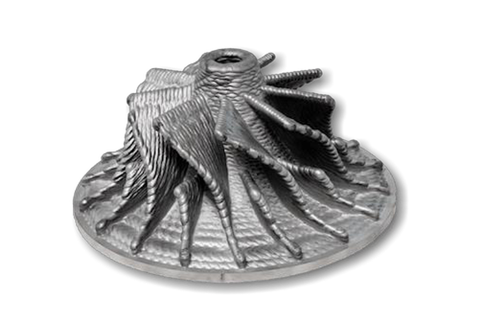
Near-net-shaped part after 3D printing. [Image: GEFERTEC]
In order to investigate the influence of the process gas and the oxygen percentage on 3DMP technology, which combines arc welding with CAD data of metal parts, GEFERTEC GmbH and Linde AG have entered into a joint research project. The two already work closely together – Linde, which is part of the larger Linde Group, uses its worldwide distribution network to supply process gases for 3D printing (especially DMLS/metal 3D printing/LPBF), while GEFERTEC brings its arc machines, which use wire as the starting material to create near-net-shaped parts in layers; conventional milling can be used later to further machine the part after 3D printing is complete.
The 3D printing for this joint project will take place at fellow research partner Fraunhofer IGCV‘s additive manufacturing laboratory, where GEFERTEC will install one of its 3D printers. The last research partner is MT Aerospace AG, which will perform mechanical tests on the 3D printed parts.
Purdue University and USC Researchers Developing New AI Technology
In another joint project, researchers from Purdue University and the University of Southern California (USC) are working to develop new artificial intelligence technology that could potentially use machine learning to enable aircraft parts to fit together more precisely, which means that assembly time can be reduced. The work speaks to a significant challenge in the current AM industry – individual 3D printed parts need a high level of both precision and reproducibility, and the joint team’s AI technology allows users to run software components in their current local network, exposing an API. Then, the software will use machine learning to analyze the product data and build plans to 3D print the specific parts more accurately.
“We’re really taking a giant leap and working on the future of manufacturing. We have developed automated machine learning technology to help improve additive manufacturing. This kind of innovation is heading on the path to essentially allowing anyone to be a manufacturer,” said Arman Sabbaghi, an assistant professor of statistics in Purdue’s College of Science.
“This has applications for many industries, such as aerospace, where exact geometric dimensions are crucial to ensure reliability and safety. This has been the first time where I’ve been able to see my statistical work really make a difference and it’s the most incredible feeling in the world.”
Both 3D Printing and AI are very “hot” right now. Outside of the hype there are many ways that machine learning could be very beneficial for 3D printing in coming years in part prediction, melt pool monitoring and prediction, fault analysis and in layer QA. Purdue’s technology could be a possible step forward to “Intelligent CAD” that does much of the calculation, analysis and part generation for you.
Finalists Announced for Design for Additive Manufacturing Challenge
[Image: Additive Industries]
Additive Industries has announced the finalists for its Additive World Design for Additive Manufacturing Challenge, a yearly competition where contestants redesign an existing, conventionally manufactured part of a machine or product with 3D printing, taking care to use the technology’s unique design capabilities, like custom elements and thin walls. This year, over 121 students and professionals entered the contest, and three finalists were chosen in each category, with two honorable mentions – the Unibody Hydraulic System by from Italy’s Aidro Hydraulics & 3D Printing and the Contirod-Düse from Nina Uppenkam, SMS Group GmbH – in the professional category.
“The redesigns submitted from all over the world and across different fields like automotive, aerospace, medical, tooling, and high tech, demonstrated how product designs can be improved when the freedom of additive manufacturing is applied,” said Daan Kersten, CEO of Additive Industries. “This year again we saw major focus on the elimination of conventional manufacturing difficulties, minimization of assembly and lowering logistical costs. There are also interesting potential business cases within both categories.”
The finalist designs are listed below, and can be seen in the image above, left to right, top to bottom:
“Cutting dough knife” from Jaap Bulsink, K3D (The Netherlands, professional)
“Cold Finger” from Kartheek Raghu, Wipro3D (India, professional)
“Brake Caliper” from Nanyang Technological University team (Singapore, student)
“Cubesat Propellant Tank” from Abraham Mathew, the McMaster University (Canada, student)
“Twin Spark Connecting Rod” from Obasogie Okpamen, the Landmark University (Nigeria, student)
Marines 3D Printed Repair Part
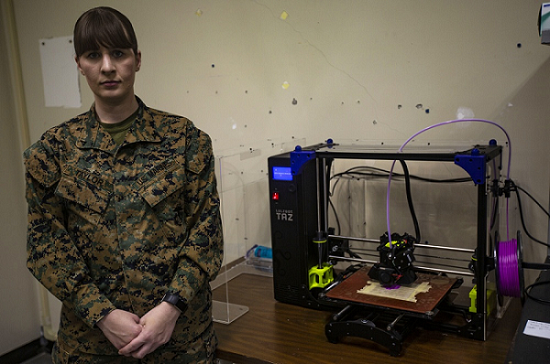
US Marine Corps Lance Cpl. Tracey Taylor, a computer technician with 7th Communications Battalion, aboard Marine Corps Base Camp Hansen in Okinawa, Japan, is one of the Marines that utilize 3D printing technology to expand capabilities within the unit. [Photo: US Marine Corps Cpl. George Melendez]
To save time by moving past the lengthy requisitioning process, 3D printing was used at Marine Corps Base Hawaii, Kaneohe Bay, to create a repair part that would help fix a critical component to increase unit readiness. This winter, Support Company, Combat Logistics Battalion (CLB) 3 fabricated the part for the Electronic Maintenance (EM) Platoon, 3rd Radion Battalion, and both EM technicians and members of CLB-3 worked together to design, develop, and 3D print the part, then repaired the component, within just one month, after having spent almost a year trying to get around delays to fix it.
US Marine Cpl. Anthony Farrington, designer, CLB-3, said that it took about three hours to design the replacement part prototype, and an average between five to six hours to 3D print it, before it was used to restore the unit to full capability.
“With the use of 3D printing, Marines are empowered to create solutions to immediate and imminent challenges through additive manufacturing innovation,” said subject matter expert US Marine Chief Warrant Officer 3 Waldo Buitrago, CLB-3.
“We need to embrace 3D printing and encourage our Marines to express their creativity, which in turn, could lead to solutions in garrison and combat such as in this case study.”
3D Printed Helicopter Blade Mold
Thermwood and Bell recently worked together to create a 3D printed tool, but not just any 3D printed tool. Thermwood believes that the 3D printed helicopter blade mold is the largest ever 3D printed autoclave-capable tool. Bell, frustrated with expensive tooling that took a long lead time, reached out to Thermwood for help, and the company suggested its LSAM system, with new 60 mm melt core technology. Bell then provided Thermwood with a 20-foot-long, 17-inch-high, 14-inch-wide closed cavity blade mold, and upon receiving both the model and Bell’s tooling requirements, Thermwood began printing the tool with Techmer PM’s 25% carbon fiber reinforced PESU material (formulated specifically for its LSAM additive printing) in a continuous run. The new melt core can achieve a high print rate, even when processing high temperature material, which was great news for Bell.
Glenn Isbell, Vice President of Rapid Prototyping and Manufacturing Innovation at Bell, said, “Thermwood’s aggressive approach to pushing the boundaries and limitations of traditional 3D printing and machining is exactly what we were looking for.”
The final bond tool was able to maintain the vacuum standards required by Bell for autoclave processing right off the printer, without needing a seal coating. Thermwood will soon 3D print the second half of the blade mold, and both teams will complete further testing on PESU 3D printed molds for the purpose of continued innovation.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
No one particularly enjoys post-processing after 3D printing a part, but there are technologies that make it easier, and that’s the specialty of English company Additive Manufacturing Technologies (AMT). Last year the company introduced its PostPro3D technology, which automatically smooths elastomeric and nylon 3D printed parts. AMT describes the technology as the “unlocking step” for 3D printing, eliminating costly, time-consuming manual post-processing measures. Over the past 18 months the company has worked with several development partners in industries including footwear, medical, automotive and aerospace to test PostPro3D, and the process has been tested on parts produced by all major 3D printers.
Every part finished with PostPro3D has been thoroughly tested for the requirements of the end use application. The technology has now been officially commercially launched, and is being incorporated into the digital workflows of AMT’s development partners for high volume manufacturing. The process has been UL and CE approved, and parts can be certified for medical use if required. The system will cost about €75,000 subject to customer requirements. It can be ordered now, with a delivery date estimated for the fourth quarter of 2018.
PostPro3D technology is based on AMT’s BLAST (Boundary Layer Automated Smoothing Technology) and works on all types of filament- and powder-based 3D printing methods. It uses a proprietary consumable blend, and the process, consumables and hardware have all undergone rigorous testing. The process can be adapted to different 3D printing materials. For example, AMT has worked with HP to develop specific processing for Nylon Multi Jet Fusion parts. The total processing time is between 90 and 120 minutes and the largest part that can be processed is 600 x 400 x 400 mm.
AMT has also announced the launch of what it is calling “PostPro3D as a service,” based out of the company’s Sheffield, England facilities. Customers are offered 24-hour-turnaround service for automated depowdering and smoothing of parts. Pricing is based on part volume.
“After 18 months of development and testing we are delighted to announce the launch of PostPro3D,” said Joseph Crabtree, AMT CEO. “Our machine makes part surface finishing cost and speed competitive for high volume production – we welcome an opportunity to show customers the cost savings of adopting our technology. In addition to unveiling PostPro3D we are announcing the opening of a part processing service in our Sheffield facilities. This will offer potential customers to try the technology before they buy, or if they have a lower volume of parts to process.”
AMT will be demonstrating the PostPro3D technology at formnext, which is taking place from November 13th to 16th in Frankfurt, Germany. The company will also be speaking at the 3D Printing Post-Processing Conference and AM Integrated Factory Conference, which are taking place concurrently on December 4th in Sittard-Geleen, the Netherlands.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.

“Leering are experts in surface finishing with 80 years of experience in machine design and production for surface treatment. We export our machines, branded Normfinish, worldwide,” said André Gaalman, the CEO of Leering. “The partnership with AMT will allow us to strengthen each other’s positions in additive manufacturing and offer our joint customers globally the best solution for their post-processing needs. We’re excited to offer our customers each other’s solutions and bring a next generation of post-processing solutions to the market.”