![]() 3D printing consultancy company Betatype specializes in optimizing metal AM production applications to deliver functional components for customers in many industries, including consumer goods, automotive, and medical. Recently, the company, based in London, published a new case study that explains how it teamed up with software company nTopology to create and manufacture a functionally optimized, 3D printed part for a rocket nozzle.
3D printing consultancy company Betatype specializes in optimizing metal AM production applications to deliver functional components for customers in many industries, including consumer goods, automotive, and medical. Recently, the company, based in London, published a new case study that explains how it teamed up with software company nTopology to create and manufacture a functionally optimized, 3D printed part for a rocket nozzle.
Betatype recognizes that collaborating with companies in industrial sectors, as well as the AM industry, can help produce better project results, with higher standards, than companies working alone can sometimes manage. Its recent partnership with nTopology is a perfect example of how collaboration was able to increase productivity in metal 3D printing.
“For serial production in additive manufacturing to work, it must make business sense. Through the partnership between nTopology and Betatype, and our shared belief in solving engineering problems by linking design, simulation, and manufacturing processes directly, we are able to present a strong business case for additive manufacturing,” said Brad Rothenberg, the Founder and CEO of nTopology. “We enable our customers to design and manufacture complex parts with speed, efficiency and reliability. We could not be happier with the results of this rocket nozzle case study and are looking forward to working on more joint projects.”

The project at the center of this collaboration was a test part for a rocket nozzle, and was created specifically to show how companies can integrate different solutions through partnerships. nTopology used its own nTop Platform software to help design the rocket nozzle part’s base mechanical structure, converting the part’s 3D model into an implicit one. Then, the design was optimized through the use of nTopology’s advanced simulation and topology optimization tools. Finally, Betatype’s software technology was applied to great effect, before the part was 3D printed.
Additive manufacturing offers material, shape, and structure control in one process, and Betatype’s Engine data processing platform helps maximize these capabilities to the fullest extent. The platform helps users manage, manipulate, and generate CAD and CAM data for multi-scale 3D design, in order to create higher fidelity for complex parts – not easily manufactured with conventional technology – at each scale of 3D design.
 By combining technology from both nTopology and Betatype, the two companies were able to optimize the design of the complex rocket nozzle part for metal laser powder bed fusion 3D printing. Together, they achieved a major increase in part productivity – a 28% reduction in build time, down from 25 hours to 18.
By combining technology from both nTopology and Betatype, the two companies were able to optimize the design of the complex rocket nozzle part for metal laser powder bed fusion 3D printing. Together, they achieved a major increase in part productivity – a 28% reduction in build time, down from 25 hours to 18.
“Betatype’s partnership with nTopology is an excellent demonstration of how we can work with talented designers to make additive manufacturing perform,” said Betatype’s Founder and CEO Sarat Babu. “The application clearly shows the benefits of combining the functional design and optimization skills of our partner with process optimization through our technology to achieve productivity levels that would not otherwise be possible with a standard metal LPBF platform.”
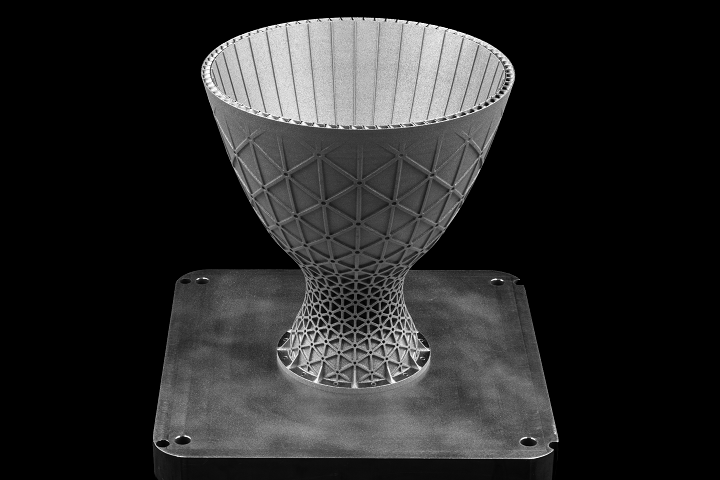
Rocket Nozzle: As built onto the base plate in Grade 23 Titanium (190 x 190 x 200).
Betatype fabricated the rocket nozzle test part out of titanium on a Renishaw AM250 3D printer. The nTop Platform’s capabilities highlighted how applying intelligent design can improve a part’s functionality, while also making sure that it is fit for its ultimate purpose. But the input from Betatype showed that design alone only gets you part of the way, and that metal 3D printing, complex functionality, and intelligent design is a winning combination.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Source/Images: Betatype]
The post Betatype and nTopology Use Metal 3D Printing and Intelligent Design to Increase Productivity appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.