Located in the northern Petén Department of Guatemala near the Salsipuedes River, La Blanca is an ancient Mayan settlement, and one of its main archaeological focal points is the Acropolis, which was built as a residence for the city’s rulers during the Late Classical Period (AD 600-850). It consists of three buildings, two with thatched roofs and one with a soil layer, on a platform reached by a large staircase. Research into the settlement has been frequent over the years, which is why in 2010, a Visitor’s Center was built there as part of the La Blanca Project framework. Tourists receive support there, while locals have a good place to participate in cultural heritage workshops and view educational materials.

Southeast area of the Acropolis.
One thing it was lacking, however, was a scale replica of the Acropolis to use as a tool for the dissemination of Mayan architectural heritage. This would have been difficult to achieve before digital survey techniques, but 3D technology is changing how we document and preserve cultural heritage sites. A trio of researchers from the Universitat Politècnica de València (UPV) published a case study about using 3D printing for this purpose at La Blanca, and how the team was able to document the complex using digital survey technology “to obtain a high-fidelity model of the Acropolis’ buildings.”
The objectives were to improve the contents of the Visitor Center’s exhibition hall with a model of the Acropolis, perform an in-depth study of “all the procedures used to obtain the Acropolis reality-based model and propose a workflow that could be used in similar cases,” and test these resources for use in dissemination of Mayan history.
The project actually began in 2012 with a Faro Focus3D S120 scanner, which is a fast but compact Terrestrial Laser Scanner (TLS) that can provide efficient 3D measurements. Between 2012 and 2015, three digital survey campaigns were conducted at various parts of the Acropolis, for a total of 118 scans.

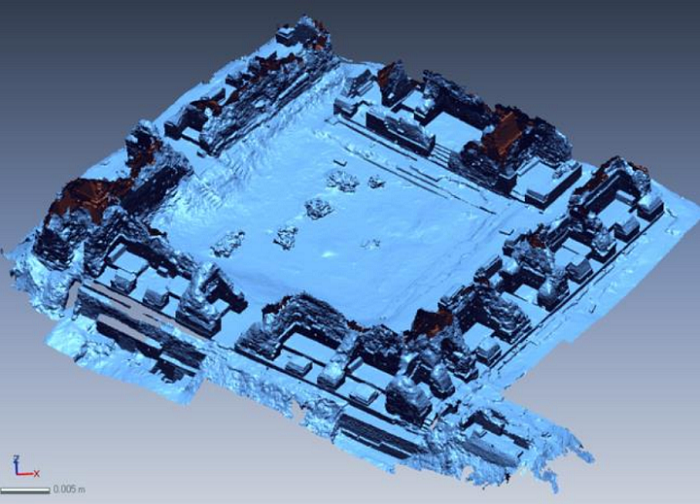
Acquisition Parameters and final Point Cloud Model
“Having acquired these scans, we carried out the point clouds registration in a laboratory and obtained the reality-based Point Cloud Model of the Acropolis,” the researchers stated. “This model showed a very high geometric accuracy and was useful for extracting 2D classic drawings and for obtaining 3D polygonal mesh models.”
It was important to create a methodology for reverse modeling of the Acropolis, which started with the laser scanning data.
“In general, it is possible to print 3D objects starting from a traditional 3D model that has been modeled directly (as in the case of the model of a building we are designing) or from a reality-based 3D model that has been obtained from real data acquired by laser scanning or by digital photogrammetry,” they explained.
Reverse modeling software can create a 3D polygonal mesh from a point cloud model, but the first mesh typically needs to be optimized to achieve a model with high enough quality that it can be 3D printed. Optimizing and building the 3D mesh model of the Acropolis was tough because there was a lot of redundant data from earlier scanning, and the highest parts of the wall lacked data, as “the thatched-roofs system caused occlusion areas,” but they managed.
“First, the 3D point model of the Acropolis was exported into .ptx format in 9 parts. Then, every section of the model was imported into the software 3D System Rapidform with a ¼ factor of reduction. In the same software, we built separately 9 different high-poly meshes,” they wrote. “The heterogeneous structure of the single 9 meshes was an additional problem caused by the higher or lower redundancy of data acquired in different field seasons.”
Reality-based mesh of the Acropolis.
They completed a “global re-meshing” of these nine to reduce the number of polygons in the final model and homogenize the average size of their edges, as well as their number and distribution. Then each mesh was processed separately to fill boundaries and negate topological errors, like overlaying or redundant polygons. Once all the meshes were combined, the team had a medium-poly model of the Acropolis.
They still needed to integrate the 3D model with these procedures, and turned to reverse modeling and other software tools to finish it. They completed a manual retopology of the model’s boundaries, which allowed them to obtain simplified contours; these were then used “as references for the direct modeling of the missing sections of the Acropolis.” They had to then homogenize the structures of both meshes using Luxology Modo and 3D System Rapidform, and then merged the meshes into one model.
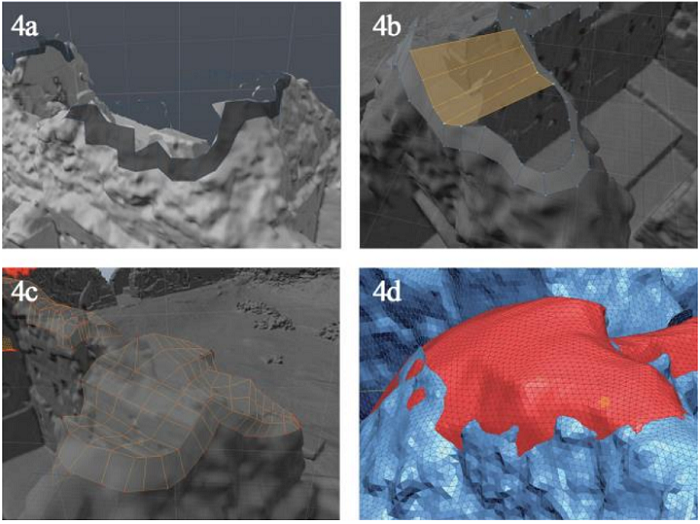
Integration of the model. 4a: Retopology of the boundaries; 4b: Direct modeling; 4c: Resultant mesh; 4d: Smoothing the mesh.
Maxon Cinema 4D’s sculpting tools were used to improve the model’s homogenization, which also “helped emphasize the difference between the reality-based parts of the model and the directly modeled surfaces that had been undetected by the laser scanner.” Finally, the terrain mesh was integrated with the help of a geometric modeling tool, and the 3D model of the Acropolis, “consisting of 6,043,072 polygons with a homogeneous structure over the entire mesh,” was ready to be 3D printed. The team did note a slight mesh deviation between one of the original high-poly meshes and the final model, but the FDM 3D printer they used could handle it.
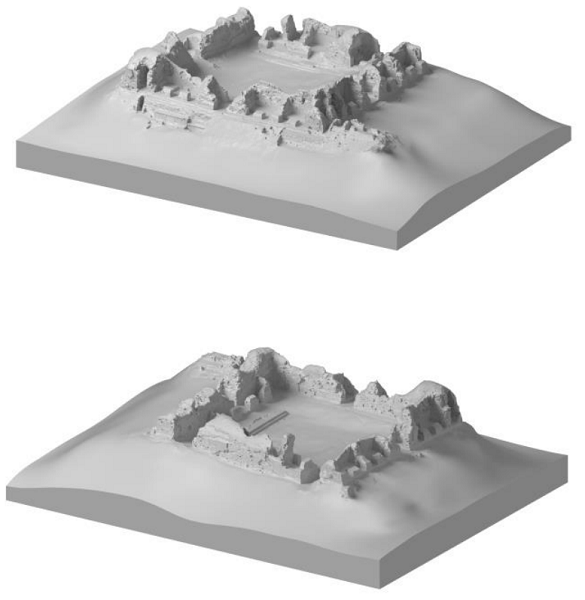
The final Acropolis model.
The team conducted a few print tests with different configurations and scales in order to select the proper settings before printing the entire model out of PLA, the results of which were very accurate when compared with the virtual 3D model.
“The missing parts of the Acropolis, undetected by laser scanner and then manually reconstructed, appeared to be perfectly integrated in the 3D printed version of the model and showed, at the same time, their diversity from the reality-based parts of the model,” the researchers wrote.
“From the analysis of these tests, we concluded that the representation of the Acropolis was satisfactory.”
The last test, with 1:100 scale and 0.3 mm accuracy, offered the best fidelity, so the team printed the Acropolis model with these parameters. It was printed in 17 different parts, as the final measurements of 90 x 70 cm were too large for the print bed; however, this ended up being helpful when it came time to transport the model to La Blanca. It was reassembled there, and sits in the middle of the La Blanca Visitor Center’s exhibition hall, protected by a transparent plastic dome, for all to enjoy.

Final 3D printed model of the Acropolis.
“Today, this physical replica of the Acropolis is an important resource that allows the visitors to have a complete view of the main complex of the site, which is not easy in the Guatemalan jungle,” the researchers concluded. “It also provides an exclusive view of some parts of the Acropolis, already studied by researchers and now protected with a soil layer to ensure their preservation. Moreover, it is a useful resource for supporting dissemination and also serves as a teaching resource for student visitors.”
The post Digital Survey Technology & 3D Printing Used to Create Model of Ancient Mayan Acropolis appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.









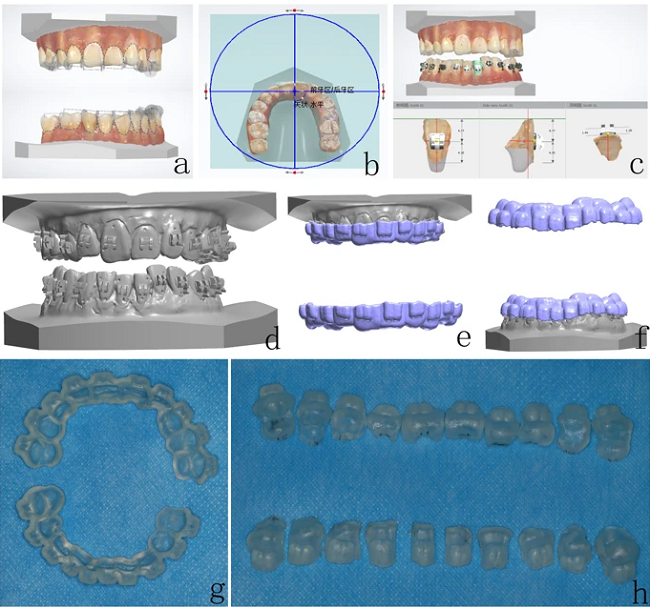
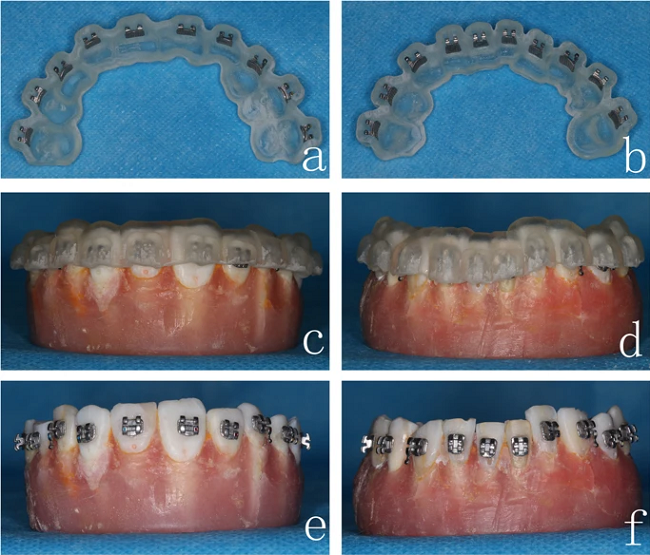
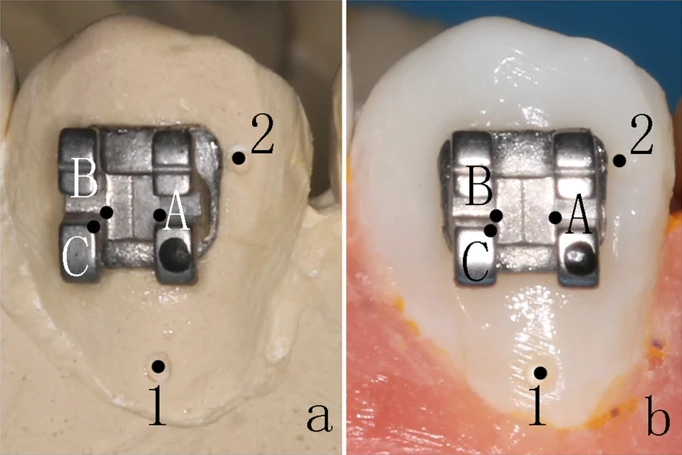
 XT light-curable adhesives were applied to the base of the brackets,” the team explained about the indirect bonding procedure. “The 3D printing guides were then placed on the study models, and each border of the brackets was light-cured for 5 s.”
XT light-curable adhesives were applied to the base of the brackets,” the team explained about the indirect bonding procedure. “The 3D printing guides were then placed on the study models, and each border of the brackets was light-cured for 5 s.”