We hear a lot about engineering hardware and software and other accompanying technologies for 3D printing, so the idea of going in reverse may raise an eyebrow or two; however, scientists from the NYU Tandon School of Engineering are using machine learning and reverse engineering to test vulnerability in 3D printing toolpaths.
Security in 3D printing has been an ongoing concern for years now, and the focus of numerous different research studies. On a more topical level, there are worries about criminal factions using the technology for evil purposes like fabricating skimmers, making guns for nefarious purposes, and even 3D printing packaging for illicit drugs. On a much deeper, more analytical level, there is vulnerability to cyberterrorism, whether in tampering with critical parts for aerospace applications, creating product defects and causing safety issues and liability, or even interfering in military operations.
The researchers, led by Nikhil Gupta, a professor in the Department of Mechanical and Aerospace Engineering, enlighten the public on worries that most 3D printing users would never consider: the potential for stolen trade secrets through analysis of layered materials. Gupta and his researchers have been tackling this issue for years now too, examining risks throughout the online world, but with an emphasis on the potential for cyberterrorism in 3D printed parts.
For 3D printed parts to offer functionality and high performance, many factors are “fine-tuned,” and this is what an interloper could uncover in analyzing toolpaths contained in CAD files; in fact, the researchers consider much of that data to be easily copied and stolen.
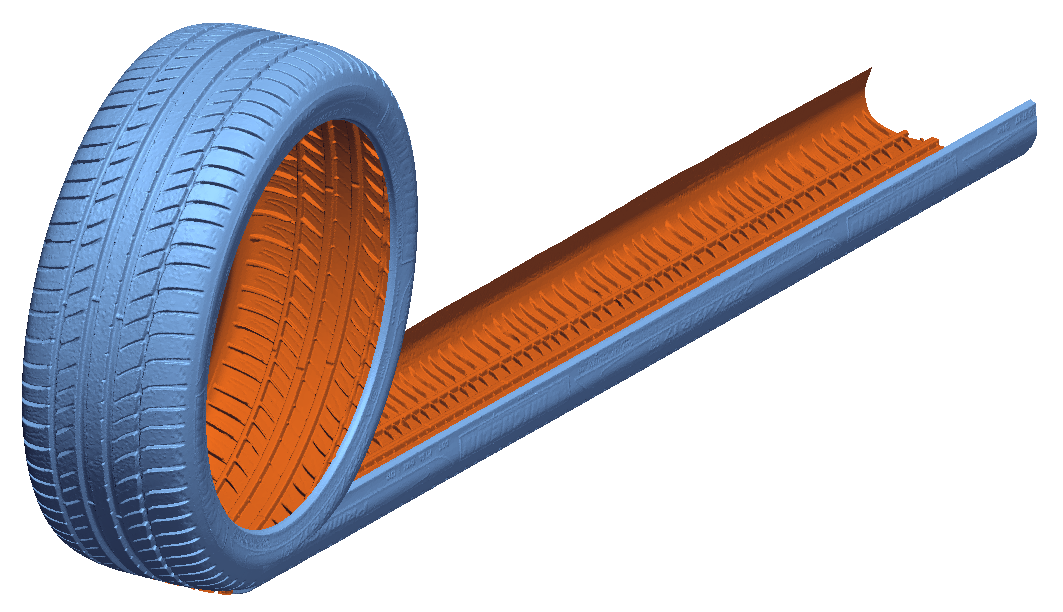
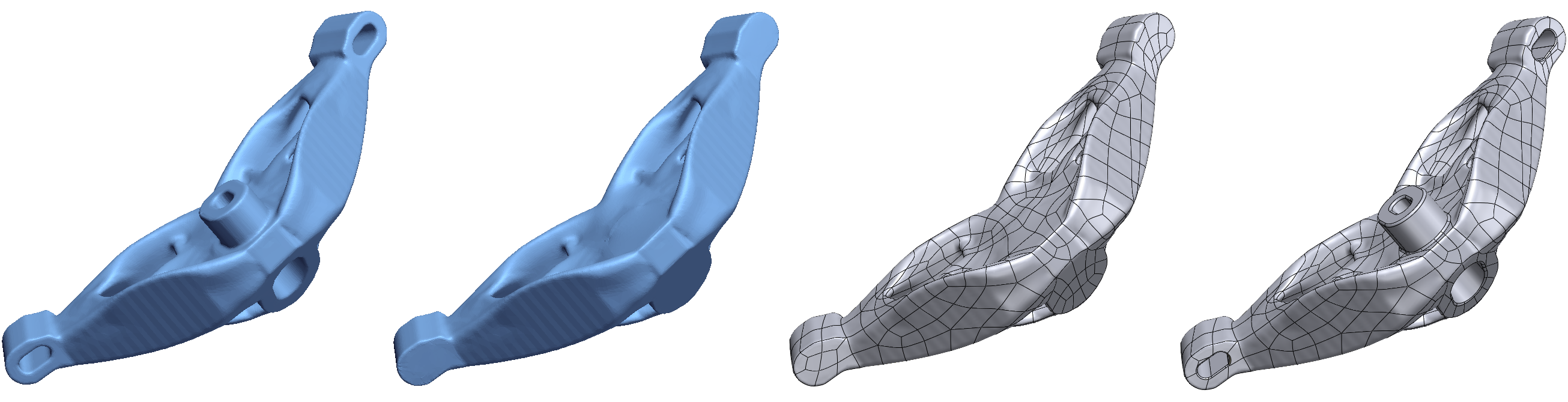
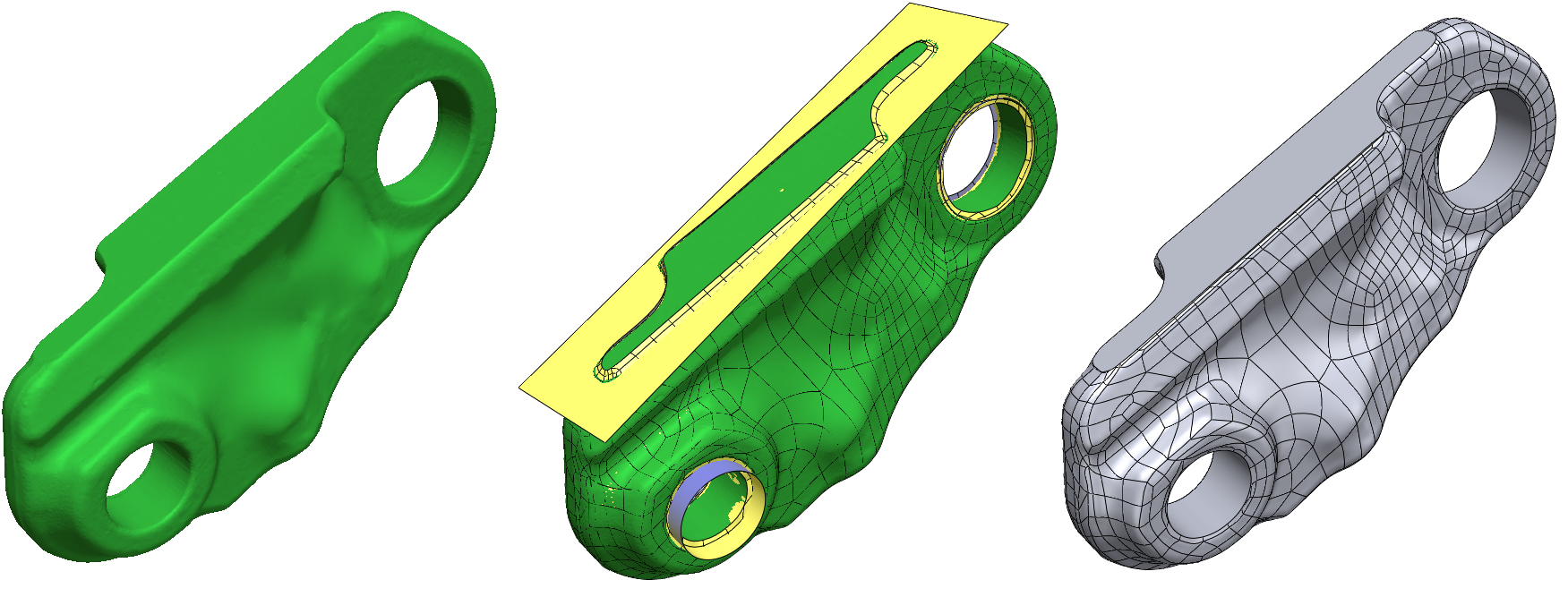
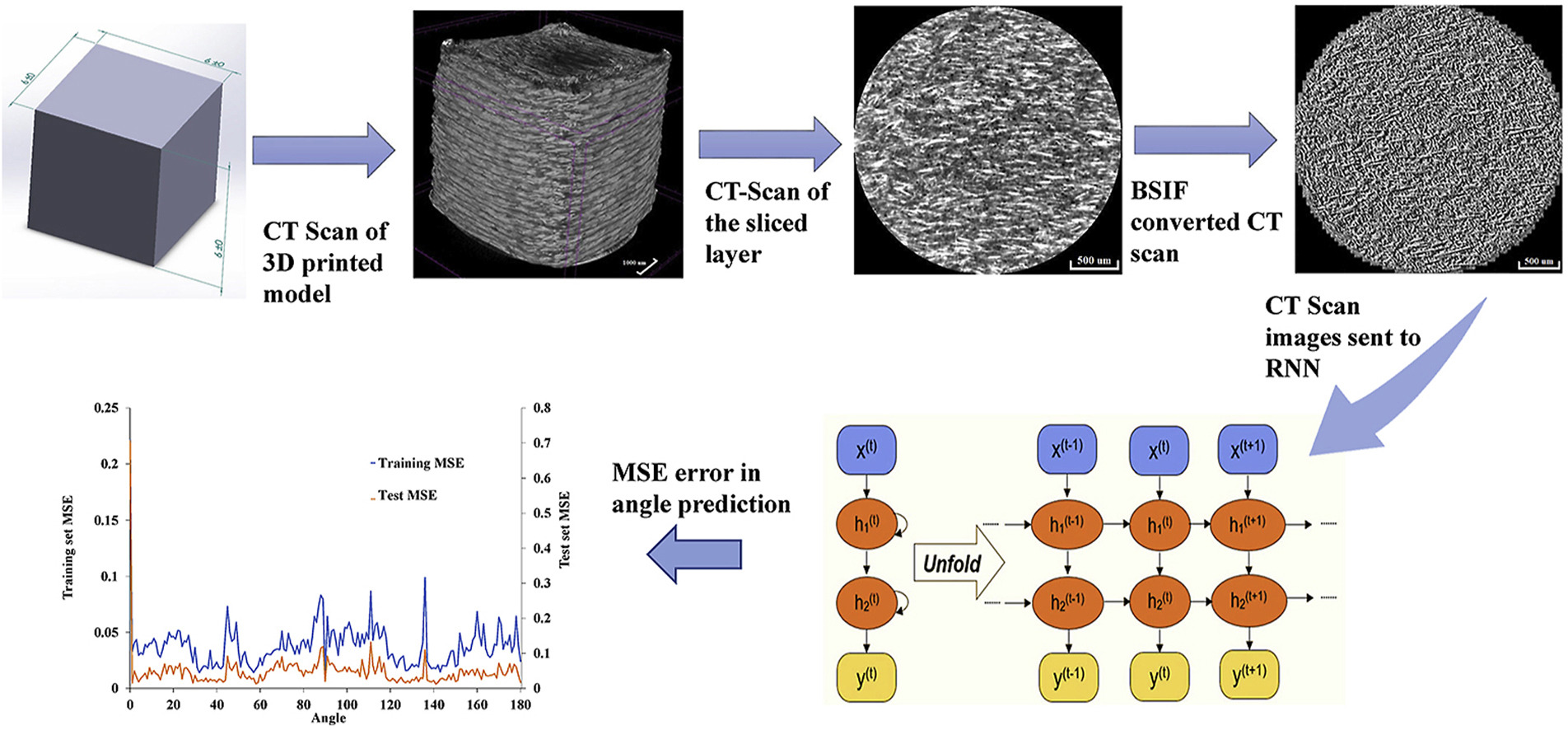
Outlined in their most recent paper, “Reverse engineering of additive manufactured composite part by toolpath reconstruction using imaging and machine learning,” the authors explain that as cyberthieves learn how to reverse engineer parameters like fiber size, volume fraction, and direction, there is greater opportunity for both “counterfeiting and unauthorized production of high-quality parts.”
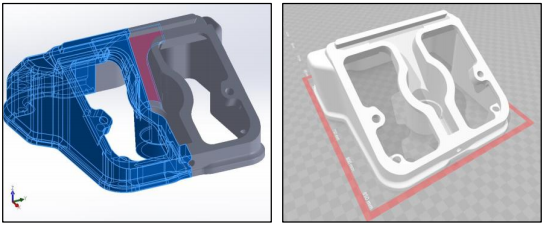
“A dimensional accuracy with only 0.33% difference is achieved for the reverse engineered model,” stated the researchers.
Also working on the project were NYU Tandon grad students Kaushik Yanamandra, Guan Lin Chen, Xianbo Xu, and Gary Mac, demonstrating that fiber orientation can be intercepted with micro-CT scanned images. Loss of trade secrets means stolen intellectual property in most cases, along with what could be substantial investments in research and development costs too.
While spying via 3D printing presents obvious gray area regarding legality, theft of intellectual property is often taken much less seriously outside of the US—with countries like China being known for their irreverence toward IP law.
“Machine learning methods are being used in design of complex parts but, as the study shows, they can be a double-edged sword, making reverse engineering also easier,” said Gupta. “The security concerns should also be a consideration during the design process and unclonable toolpaths should be developed in the future research.”
[Source / Images: ‘Machine learning reveals vulnerabilities in 3D printed carbon-fiber composites’]
The post IP Security: Reverse Engineering to Test Vulnerability in 3D Printer Toolpaths appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.