Researchers from both China and India have come together to review the current 3D printed sensor scene, regarding the technology being used and applications and industries being impacted. Authors Tao Han, Sudip Kundu, Anindya Nag, and Yongzhao Xu published their findings recently in ‘3D Printed Sensors for Biomedical Applications: A Review.’
While manufacturing of sensors has continued to progress, obstacles have prevailed, and in many ways have stalled sensor fabrication from achieving its true potential in many applications. As the authors point out, sensors are all around us, but many are limited due to the cost involved in manufacturing, challenges regarding materials (such as silicon, also posing problems at low frequencies), and issues with temperature. More importantly, most sensors are not biocompatible, thus stilting advances in the medical arena.
With the advent of 3D printing, sensors can be designed in a more streamlined and affordable process, involving less steps in production and less hours needed in labor for creating accurate prototypes that can then be made digitally. 3D printed sensors are usually much stronger and more durable too and have shown promise for monitoring blood pressure and heart rate, respiration, temperature, brain activity, and more.
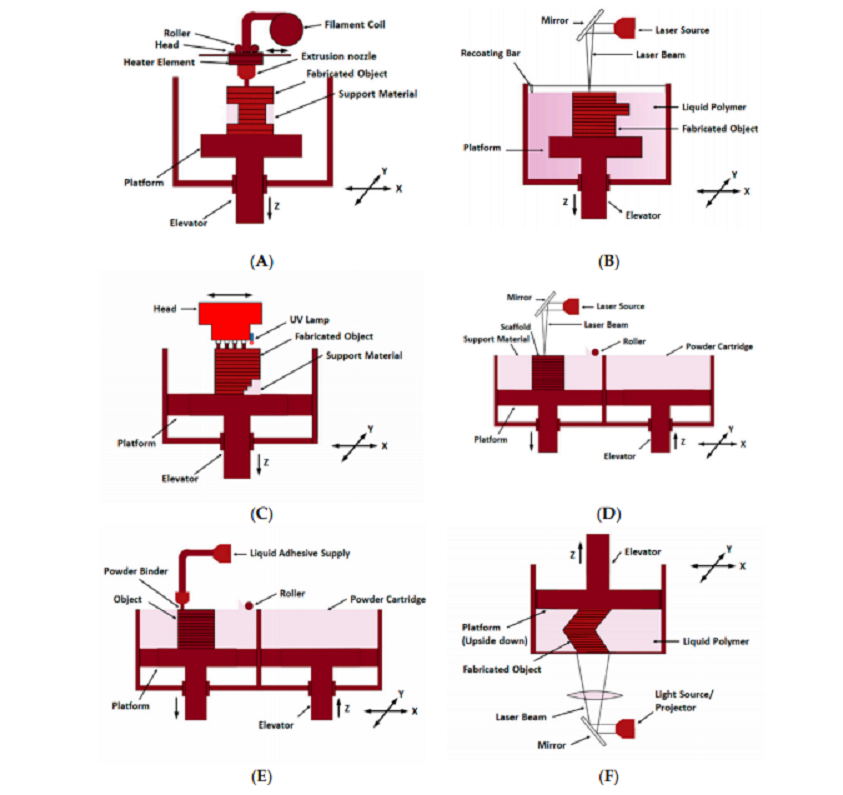
(A) Fused deposition modelling (B) Stereo-lithography (C) Polyjet Process (D) Selective laser
sintering (E) 3D Inkjet printing (F) Digital light processing.
Currently, the following processes have been used to make sensors successfully:
- Fused deposition modelling (FDM)
- Stereolithography (SLA)
- Polyjet process
- Selective laser sintering (SLS)
- 3D inkjet printing and DLP
“Among these six types, the most common type is the FDM one, which has been largely used to develop prototypes for electrochemical sensing purposes,” state the researchers. “Others like FDM, SLA and ink-jet printing have also been considered for forming prototypes since they can be developed with lower resolutions. Polyjet and SLS processes are mostly used for forming sensors which are employed for cell culture applications.”
FDM 3D printing has been popular among users for biomedical uses, with both AB and PLA materials, as well as alternatives like waxes and nylon. Bioprinting has also been successful, with researchers noting good cell viability and sustainability. The authors note, however, that disadvantages in using FDM 3D printing include lack of shape integrity and leakage when materials are not ‘properly tuned.’ Sensors have, however, been created for detecting glucose, cancer biomarkers, and other items like reactors for biological sample monitoring.
SLA 3D printing is useful due to its ability to create large-scale items. Researchers have used ABS to create more complex devices like biosensors and microfluidic devices for detecting pathogens. Disposable and portable electrochemical sensors have also been created, along with intricate components like a 3D printed microfluidic part for urinary protein quantification, comprised of a pushing valve, rotary valve, and torque-actuated pump.

a) Schematic illustration of separation of the captured bacteria by inertial focusing. (b)
Representation of dean vortices in a channel with trapezoid cross-section. (c) Photograph of the 3D
printed microfluidic device. Reproduced from Lee et al. [112].
In polyjet printing, a curing or hardening process creates parts—and like in FDM 3D printing, multiple nozzles can be used.
“Since multiple jetting heads are used for printing, this allows building multi-colored objects in a single structure. One of the main advantages of this process is that a high resolution of 16 µm can be achieved for the prototypes, having an accuracy of less than 0.1 mm.”
Using polyjet 3D printing, cell viability sensor-based fluidic devices have been created, along with other innovations such as leak-proof 3D printed storage devices. Other sensors have been created through polyjet 3D printing for ATP and dopamine sensing, along with physiological sensors, and electrochemical and biocompatible sensors.
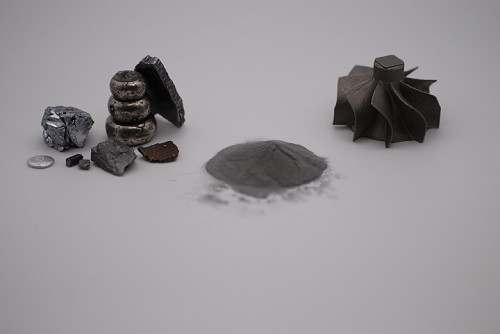
SLS printing is used in AM processes with the use of metal powders:
A certain laser power is required to melt the periphery of the particles using the localised energy of a laser beam. The unused powder acts as a support structure for the 3D printed part. After scanning each layer, the structure is lowered to spread a new powder layer which can be scanned according to the computer-aided design (CAD) design. Not only metallic powder particles but also ceramics and polymers or combinations with each other can be used in SLS,” state the researchers.
Benefits in SLS 3D printing are that many different materials can be used—and precisely so—with powder available for recycling. Cell density sensors have been created, explain the authors, and they could be extended to manipulate cell ‘disruptions,’ distribute chemicals, and control enzymatic assays.

. Continuous recalibration of the 3D-printed Control Unit Adaptive P controller. Reproduced from Ude et al. [127]. (A) The 3D printed flask is used to control the pH of the solution using defined algorithm. (B) The interior of th3 3D printed flask. (C) Variation in the amplitude, pH levels and intensity of the scattered light with time.
3D inkjet printing offers benefit in creating strong, complex structures; for example, researchers have been successful in creating items such as a 3D printed bionic ear. Others have created items like actuator integrated heart structure-shaped 3D elastic multifunctional biomembranes for sensing spatial and temporal responses.
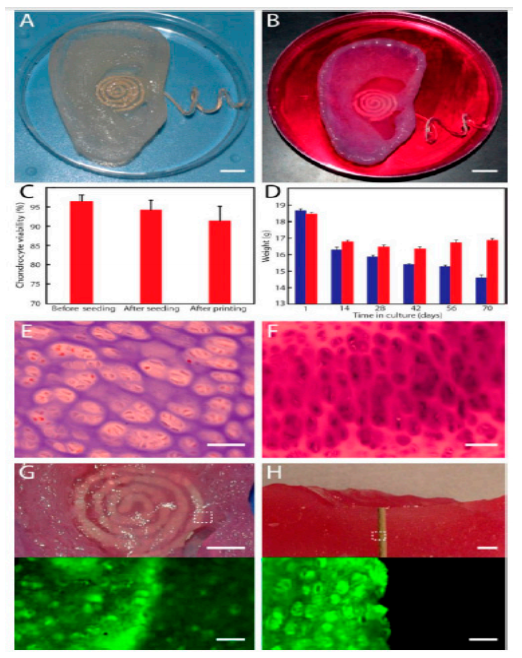
Image of the (A) fabricated 3D printed bionic ear and (B) 3D printed bionic ear during its vitro culture. (C) The viability of chondrocyte at different stages during the printing process. (D) Deviation of the weight of the printed ear over time in culture, where the ear consisted of the chondrocyte-seeded alginate or only alginate shown in red and blue colour respectively. (E) Histologic analysis of chondrocyte morphology done using H&E staining. (F) Neocartilaginous tissue
being Safranin O stained after 10 weeks of culture. Photographs (top) and fluorescent (bottom) images of (G) viability of the neo cartilaginous tissue being in contact with the antenna of the coil and (H) cross-section of the bionic ear showing the viability of the internal cartilaginous tissue in contact with the electrode. Reproduced from Mannoor et al.
DLP 3D printing is like that of SLA, but a projector screen flashes, projecting layers like images:
“Each 2D hardened layer is formed after exposing the liquid polymer to projector light under the safest conditions instead of making a layer with several laser scan paths,” state the researchers. “The process is repeated until the entire structure is fabricated.”
Items such as glucose biosensors, light-addressable potentiometric sensors, and semiconductor-based biosensor are a few devices that have been created so far with DLP 3D printing.
“Each of these processes has its own merits and demerits related to cost and time of fabrication, the type of materials that can be processed and prototypes that can be formed,” concluded the researchers. “A few of the current bottlenecks have also been mentioned, along with the possible remedial solutions to deal with them. Finally, a market survey has been presented about the expenditures on the different types of 3D printing techniques in the current scenario and in the upcoming years to develop sensors and other electronic appliances.”
3D printing has made a significant impact in the realm of electronics, however, and even more specifically, sensors. Over the years, we have followed a wide array of sensors created to improve monitoring and functionality in numerous applications, from fending off 3D printing cyberattacks to fabricating fiber optics or tending to simple but scientific matters like measuring the water intake of plants. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
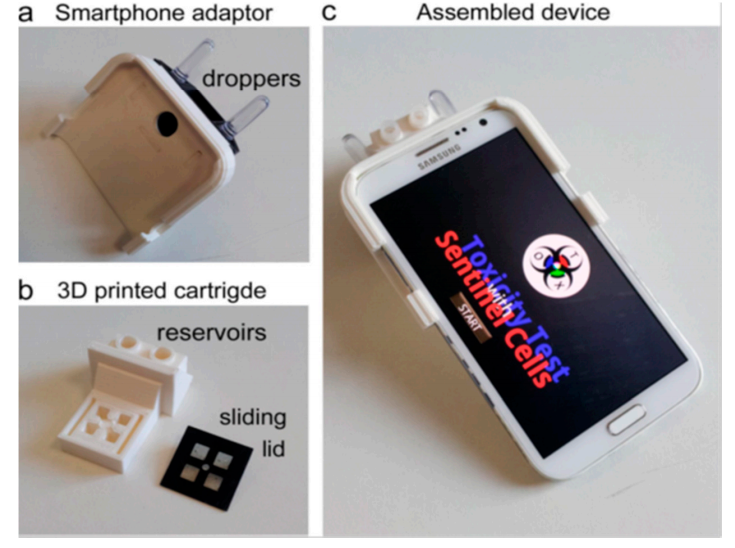
(a) A 3D printed smartphone adaptor depicting its (b) 3D printed cartridge being composed
of reservoirs and sliding lid. (c) The assembled smartphone-based device for BL signal acquisition
and analysis. Reproduced from Cevenini.
[Source / Images: 3D Printed Sensors for Biomedical Applications: A Review]


 The Additive Manufacturing with Powder Metallurgy Conference (AMPM2021) will be held in Orlando, Florida from June 20-23, 2021. While this may seem far in the future, the event’s program committee is looking ahead, and has issued a call for technical papers and posters that are focused on new developments in the metal additive manufacturing market. Stuart Jackson, Renishaw, Inc., and Sunder Atre, University of Louisville, the technical program co-chairman, are asking for abstracts that cover any aspect of metal AM, such as sintering, materials, applications, particulate production, post-build operations, and more.
The Additive Manufacturing with Powder Metallurgy Conference (AMPM2021) will be held in Orlando, Florida from June 20-23, 2021. While this may seem far in the future, the event’s program committee is looking ahead, and has issued a call for technical papers and posters that are focused on new developments in the metal additive manufacturing market. Stuart Jackson, Renishaw, Inc., and Sunder Atre, University of Louisville, the technical program co-chairman, are asking for abstracts that cover any aspect of metal AM, such as sintering, materials, applications, particulate production, post-build operations, and more.