In today’s 3D Printing News Briefs (the last one this month, how is the summer going by so quickly?!), a few companies are announcing special honors and recognitions, and then we’re sharing stories stories about some interesting new 3D printing projects, and finally wrapping things up before the weekend with some business news. Renishaw’s Director of R&D has been honored by the Royal Academy of Engineering, while MakerBot earned an important designation for its 3D printing certification program for educators and Renovis Surgical Technologies received FDA approval for its new 3D printed implant. Festo is introducing three new bionic robots, one of which is partially 3D printed, and CINTEC is using 3D printing for its restoration of a famous government house. GE wants to use blockchains for 3D printing protection, and ExOne announced a global cost realignment.
Royal Academy of Engineering Honors Renishaw’s Chris Sutcliffe
 Earlier this week, the Royal Academy of Engineering (RAE) awarded a Silver Medal to Professor Chris Sutcliffe, the Director of Research and Development of the Additive Manufacturing Products Division (AMPD) for global metrology company Renishaw. This award is given to recognize outstanding personal contributions to British engineering, and is given to no more than four people a year. The Silver Medal Sutcliffe received was in recognition of his part in driving the development of metal 3D printed implants in both human and veterinary surgery, and also celebrates his successful commercialization of 3D printed products with several companies, including Renishaw, and the University of Liverpool.
Earlier this week, the Royal Academy of Engineering (RAE) awarded a Silver Medal to Professor Chris Sutcliffe, the Director of Research and Development of the Additive Manufacturing Products Division (AMPD) for global metrology company Renishaw. This award is given to recognize outstanding personal contributions to British engineering, and is given to no more than four people a year. The Silver Medal Sutcliffe received was in recognition of his part in driving the development of metal 3D printed implants in both human and veterinary surgery, and also celebrates his successful commercialization of 3D printed products with several companies, including Renishaw, and the University of Liverpool.
“Throughout my career I’ve worked hard to commercialise additive manufacturing technology. As well as AM’s benefit to the aerospace and automotive sectors, commercialisation of AM and associated technologies has been lifechanging for those with musculoskeletal diseases,” said Sutcliffe. “The award celebrates the successes of the engineers I have worked with to achieve this and I am grateful to receive the award to recognise our work.”
MakerBot’s Certification Program for Educators Gets Important Designation
 One of the leaders in 3D printing for education is definitely MakerBot, which has sent its 3D printers to classrooms all over the world. Just a few months ago, the company launched a comprehensive, first of its kind 3D printing certification program, which trains educators to become 3D printing experts and create custom curriculum for STEAM classrooms. An independent review of the program showed that it meets the International Society for Technology in Education (ISTE) standards, and it has earned the prestigious ISTE Seal of Alignment from the accreditation body. In addition, a survey conducted over the last three years of over 2,000 MakerBot educators shows that the percentage of teachers reporting that MakerBot’s 3D printers met their classroom needs has doubled in just two years.
One of the leaders in 3D printing for education is definitely MakerBot, which has sent its 3D printers to classrooms all over the world. Just a few months ago, the company launched a comprehensive, first of its kind 3D printing certification program, which trains educators to become 3D printing experts and create custom curriculum for STEAM classrooms. An independent review of the program showed that it meets the International Society for Technology in Education (ISTE) standards, and it has earned the prestigious ISTE Seal of Alignment from the accreditation body. In addition, a survey conducted over the last three years of over 2,000 MakerBot educators shows that the percentage of teachers reporting that MakerBot’s 3D printers met their classroom needs has doubled in just two years.
“This data shows that MakerBot isn’t just growing its user base in schools. We’re measurably improving teachers’ experiences using 3D printing,” said MakerBot CEO Nadav Goshen. “Much of this impressive teacher satisfaction is thanks to the effort we’ve put into solving real classroom problems—like the availability of 3D printing curriculum with Thingiverse Education, clear best practices with the MakerBot Educators Guidebook, and now training with the new MakerBot Certification program.”
Earlier this week, MakerBot exhibited its educator solutions at the ISTE Conference in Chicago.
FDA Grants Clearance for 3D Printed Interbody Spinal Fusion System
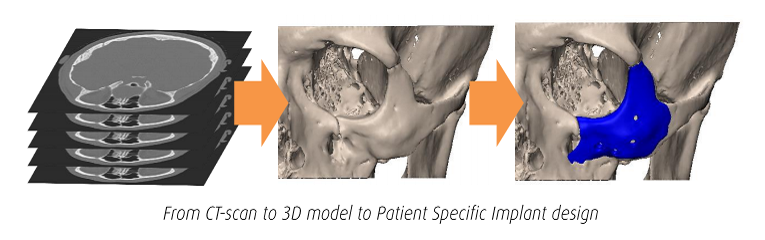
 California-headquartered Renovis Surgical Technologies, Inc. announced that it has received 510(k) clearance from the FDA for its Tesera SA Hyperlordotic ALIF Interbody Spinal Fusion System. All Tesera implants are 3D printed, and use a proprietary, patent-pending design to create a porous, roughened surface structure, which maximizes biologic fixation, strength, and stability to allow for bone attachment and in-growth to the implant.
California-headquartered Renovis Surgical Technologies, Inc. announced that it has received 510(k) clearance from the FDA for its Tesera SA Hyperlordotic ALIF Interbody Spinal Fusion System. All Tesera implants are 3D printed, and use a proprietary, patent-pending design to create a porous, roughened surface structure, which maximizes biologic fixation, strength, and stability to allow for bone attachment and in-growth to the implant.
The SA implant, made with Renovis’s trabecular technology and featuring a four-screw design and locking cover plate, is a titanium stand-alone anterior lumbar interbody fusion system. They are available in 7˚, 12˚, 17˚, 22˚ and 28˚ lordotic angles, with various heights and footprints for proper lordosis and intervertebral height restoration, and come with advanced instrumentation that’s designed to decrease operative steps during surgery.
Festo Introduces Partially 3D Printed Bionic Robot
 German company Festo, the robotics research of which we’ve covered before, has introduced its Bionic Learning Network’s latest project – three bionic robots inspired by a flic-flac spider, a flying fox, and a cuttlefish. The latter of these biomimetic robots, the BionicFinWave, is a partially 3D printed robotic fish that can autonomously maneuver its way through acrylic water-filled tubing. The project has applications in soft robotics, and could one day be developed for tasks like underwater data acquisition, inspection, and measurement.
German company Festo, the robotics research of which we’ve covered before, has introduced its Bionic Learning Network’s latest project – three bionic robots inspired by a flic-flac spider, a flying fox, and a cuttlefish. The latter of these biomimetic robots, the BionicFinWave, is a partially 3D printed robotic fish that can autonomously maneuver its way through acrylic water-filled tubing. The project has applications in soft robotics, and could one day be developed for tasks like underwater data acquisition, inspection, and measurement.
The 15 oz robot propels itself forward and backward through the tubing using undulation forces from its longitudinal fins, while also communicating with and transmitting data to the outside world with a radio. The BionicFinWave’s lateral fins, molded from silicone, can move independently of each other and generate different wave patterns, and water-resistant pressure and ultrasound sensors help the robot register its depth and distance to the tube walls. Due to its ability to realize complex geometry, 3D printing was used to create the robot’s piston rod, joints, and crankshafts out of plastic, along with its other body elements.
Cintec Using 3D Printing on Restoration Work of the Red House
 Cintec North America, a leader in the field of structural masonry retrofit strengthening, preservation, and repair, completes structural analysis and design services for projects all around the world, including the Egyptian Pyramids, Buckingham Palace, Canada’s Library of Parliament, and the White House. Now, the company is using 3D printing in its $1 million restoration project on the historic Red House, which is also known as the seat of Parliament for the Republic of Trinidad and Tobago and was built between 1844 and 1892.
Cintec North America, a leader in the field of structural masonry retrofit strengthening, preservation, and repair, completes structural analysis and design services for projects all around the world, including the Egyptian Pyramids, Buckingham Palace, Canada’s Library of Parliament, and the White House. Now, the company is using 3D printing in its $1 million restoration project on the historic Red House, which is also known as the seat of Parliament for the Republic of Trinidad and Tobago and was built between 1844 and 1892.
After sustaining damage from a fire, the Red House, featuring signature red paint and Beaux-Arts style architecture, was refurbished in 1904. In 2007, Cintec North America was asked to advise on the required repairs to the Red House, and was given permission to install its Reinforcing Anchor System. This landmark restoration project – the first where Cintec used 3D printing for sacrificial parts – denotes an historic moment in structural engineering, because one of the reinforcement anchors inserted into the structure, measuring 120 ft, is thought to be the longest in the world.
GE Files Patent to Use Blockchains For 3D Printing Protection
 According to a patent filing recently released by the US Patent and Trademark Office (USPTO), industry giant GE wants to use a blockchain to verify the 3D printed parts in its supply chain and protect itself from fakes. If a replacement part for an industrial asset is 3D printed, anyone can reproduce it, so end users can’t verify its authenticity, and if it was made with the right manufacturing media, device, and build file. In its filing, GE, which joined the Blockchain in Transport Alliance (BiTA) consortium in March, outlined a method for setting up a database that can validate, verify, and track the manufacturing process, by integrating blockchains into 3D printing.
According to a patent filing recently released by the US Patent and Trademark Office (USPTO), industry giant GE wants to use a blockchain to verify the 3D printed parts in its supply chain and protect itself from fakes. If a replacement part for an industrial asset is 3D printed, anyone can reproduce it, so end users can’t verify its authenticity, and if it was made with the right manufacturing media, device, and build file. In its filing, GE, which joined the Blockchain in Transport Alliance (BiTA) consortium in March, outlined a method for setting up a database that can validate, verify, and track the manufacturing process, by integrating blockchains into 3D printing.
“It would therefore be desirable to provide systems and methods for implementing a historical data record of an additive manufacturing process with verification and validation capabilities that may be integrated into additive manufacturing devices,” GE stated in the patent filing.
ExOne to Undergo Global Cost Realignment
 3D printer and printed products provider ExOne has announced a global cost realignment program, in order to achieve positive earnings and cash flow in 2019. In addition to maximizing efficiency through aligning its capital resources, ExOne’s new program will be immediately reducing the company’s consulting projects and headcount – any initial employee reductions will take place principally in consulting and select personnel. The program, which has already begun, will focus first on global operations, with an emphasis on working capital initiatives, production overhead, and general and administrative spending. This program will continue over the next several quarters.
3D printer and printed products provider ExOne has announced a global cost realignment program, in order to achieve positive earnings and cash flow in 2019. In addition to maximizing efficiency through aligning its capital resources, ExOne’s new program will be immediately reducing the company’s consulting projects and headcount – any initial employee reductions will take place principally in consulting and select personnel. The program, which has already begun, will focus first on global operations, with an emphasis on working capital initiatives, production overhead, and general and administrative spending. This program will continue over the next several quarters.
“With the essential goal of significantly improving our cash flows in 2019, we have conducted a review of our cost structure and working capital practices. We are evaluating each position and expense within our organization, with the desire to improve productivity. As a result, we made the difficult decision to eliminate certain positions within ExOne, reduce our spending on outside consultants and further rely on some of our recently instituted and more efficient processes,” explained S. Kent Rockwell, ExOne’s Chairman and CEO. “Additional cost analyses and changes to business practices to improve working capital utilization will be ongoing over the next several quarters and are expected to result in additional cost reductions and improved cash positions. All the while, we remain focused on our research and development goals and long-term revenue growth goals, which will not be impacted by these changes, as we continue to lead the market adoption of our binder jetting technology.”
Discuss these stories, and other 3D printing topics, at 3DPrintBoard.com or share your thoughts in the Facebook comments below.