New Jersey product development studio DiveDesign helps clients strategically build brands and products that will shape their industries, offering services such as industrial design, web development, engineering, design research and strategy, and prototyping. Recently, the studio’s co-founder and designer Adam Hecht reached out to us with an awesome feel-good story that involves using 3D printing and scanning to make prosthetics for animals.
 Hecht told us about one of DiveDesign’s clients, Virginia-based Bionic Pets, which is one of the leading custom prosthetics and orthotics builders for animals around the globe.
Hecht told us about one of DiveDesign’s clients, Virginia-based Bionic Pets, which is one of the leading custom prosthetics and orthotics builders for animals around the globe.
“Bionic Pets is passionate about developing medical products that help animals lead better lives,” the website states. “Since the founding of the company, Bionic Pets has helped over 25,000 animals, and we’re just getting started. It is our mission to revolutionize rehabilitation and pain management in the animal world.”
Founder Derrick Campana began building orthotic and prosthetic devices for people in 2002, and started Animal Ortho Care three years later, after successfully making such a device for a dog in 2004. Bionic Pets was split into its own business when Animal Ortho Care kept growing.
 Now, Bionic Pets offers custom prosthetics for, as the website states, “a variety of injuries and chronic conditions,” along with custom-fit braces and accessories, such as replacement straps and padding, a casting kit, and a KnitRite sock to be worn under the devices.
Now, Bionic Pets offers custom prosthetics for, as the website states, “a variety of injuries and chronic conditions,” along with custom-fit braces and accessories, such as replacement straps and padding, a casting kit, and a KnitRite sock to be worn under the devices.
Hecht told 3DPrint.com that the Bionic Pets team makes custom prosthetic and orthotic devices for all kinds of animals, “from elephants, to dogs and even birds.”
“One of their popular dog prosthetic offerings is a full limb prosthesis for dogs who have had an entire front limb removed,” he explained. “These prosthetics are important because they take the strain off the dog’s good front leg. Without the prosthetic dogs are at a much greater risk for joint deterioration and injury.”

(Image: Bionic Pets)
To make a dog prosthetic using conventional methods of manufacturing, Campana would take a mold of the canine patient in order to fabricate a custom vest that would serve to mount the custom limb.

Adam Hecht
“However, making this type of prosthetic by hand is quite the process, requiring pouring and shaping plaster molds, forming thermoplastics, cutting, sanding, etc, adding up to nearly 15 hours of Derricks time per full limb prosthetic! Because of this, Derrick had to turn many dogs down as he simply could not keep up,” Hecht told us.
“After connecting with Derrick and learning of his challenges, we knew we had the team and resources to re-imagine this process with digital tools.”

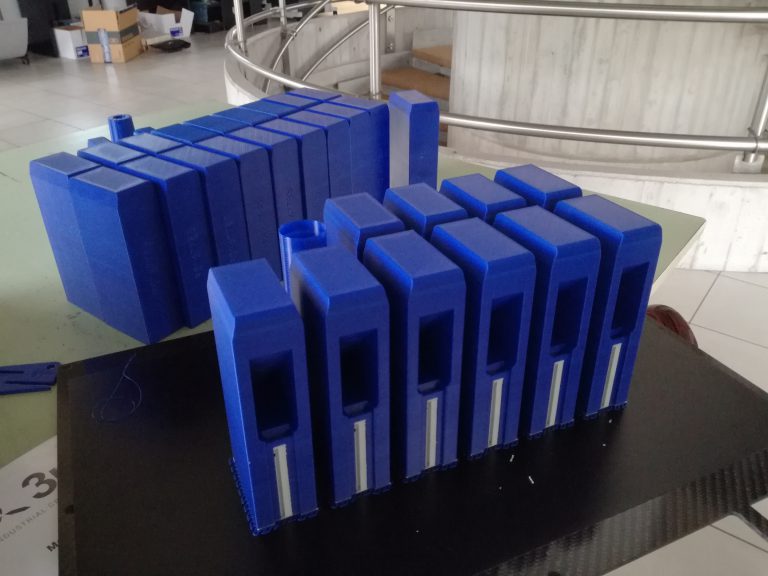
DiveDesign collaborated with 3D digital design firm LANDAU Design+Technology to come up with a new prosthetic-making process that consisted of just four steps, starting with 3D scanning the mold of the limb. The data is uploaded to a computer, and the company uses a proprietary algorithm to generate the prosthetic from the scan, along with its mounting points, pattern, thicknesses, and more.

The DiveDesign team with Derrick Campana of Bionic Pets and Chris Landau of Landau Design after a day of filming for Derrick’s new show, Wizard of Paws.
“Then, we print it overnight out of TPU, on a large format FDM 3D printer. And finally, we screw the leg on and ship it out,” Hecht says. “This process cuts the 15 hours of handwork into an hour or so of prep and assembly, greatly increasing Bionic Pet’s capacity to help more animals than ever before.”
Hecht said DiveDesign has shipped out more than thirty 3D printed prosthetics in two months to Bionic Pets, “with many more on the way.”

Derrick Campana
Campana is also hosting his own TV show now, called The Wizard of Paws, which follows him as he travels around the US to provide life-saving, custom prosthetics and orthotics to animals in need. Recently, he visited the DiveDesign studio for an episode, and they worked together to build a 3D printed prosthetic for doggie Instagram star TurboRoo, a chihuahua we at 3DPrint.com are already familiar with due to his teeny 3D printed cart. You can check out the episode here; the DiveDesign team comes in at the 17:50 mark.
Hecht told us that the DiveDesign team “also made a 3D printed duck prosthetic for another episode (first 12 minutes or so) tears were shed for this one!”
I am not ashamed to admit that I teared up a little watching Waddles the duck take his first steps on his new 3D printed prosthetic. There are few things I love more in my job than hearing about the many ways that 3D printing makes a positive difference in lives of both people and animals.
Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
(Images: DiveDesign, unless otherwise noted)
The post DiveDesign & Bionic Pets: 3D Printing Custom Prosthetics for Dogs, Ducks, and More appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.