
An international group of scientists led by the University of Adelaide and the University of Stuttgart has used 3D microprinting to develop an Optical Coherence Tomography (OCT) endoscope. The research team’s novel probe fabrication technique uses side-facing freeform micro-optics (less than 130 µm in diameter) to 3D print directly onto single-mode fibers. Measuring just 0.48mm, the resulting […]
Researchers 3D print cellulose-based hydrogel with programmable deformation
A team of researchers from the University of Stuttgart, the University of Virginia, and Koc University, Istanbul, have 3D printed multimaterial parts with multidirectional stiffness gradients. By combining their expertise in materials engineering and digital processing, the researchers were able to create sets of cellulose-based filaments with varying mechanical and rheological properties, despite having similar […]
University of Stuttgart Investigating Reinforcement of 3D Printed Concrete
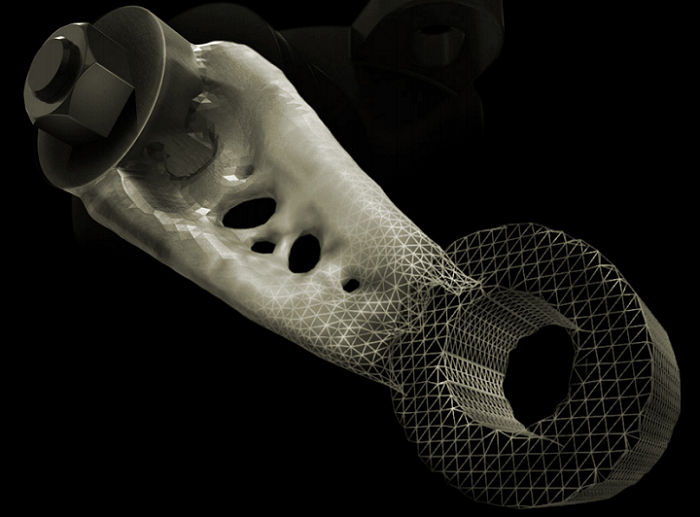
 The interest in 3D printed concrete continues to skyrocket – after all, who wouldn’t be interested in a solution that could allow for extremely rapid construction of structures like bridges and houses? Researchers are also looking into using 3D printed reinforced concrete, including a trio of thesis students from the University of Stuttgart‘s Institute for Computational Design. For their thesis preparation project, Hosna Shayani, Marie Razzhivina, and Jacob Zindroski published a paper titled “Fabrication strategies for precise application of reinforcement in 3D-printed concrete” that discussed their ReCrete project, which aims to use tailored reinforcement to “expand the design space of 3D printed concrete.”
The interest in 3D printed concrete continues to skyrocket – after all, who wouldn’t be interested in a solution that could allow for extremely rapid construction of structures like bridges and houses? Researchers are also looking into using 3D printed reinforced concrete, including a trio of thesis students from the University of Stuttgart‘s Institute for Computational Design. For their thesis preparation project, Hosna Shayani, Marie Razzhivina, and Jacob Zindroski published a paper titled “Fabrication strategies for precise application of reinforcement in 3D-printed concrete” that discussed their ReCrete project, which aims to use tailored reinforcement to “expand the design space of 3D printed concrete.”
“Concrete is at a technological crossroad,” the paper states. “The implementation of the material has not relatively changed in the last century in its use, with the exception of the last twenty years. Concrete 3D printing is the answer to the materials advancement for future applications. What we seek in this research is to expand the design space of 3D printed concrete (3DCP) through tailored reinforcement. This would begin to bridge the initial design process closer to its ultimate realization.”
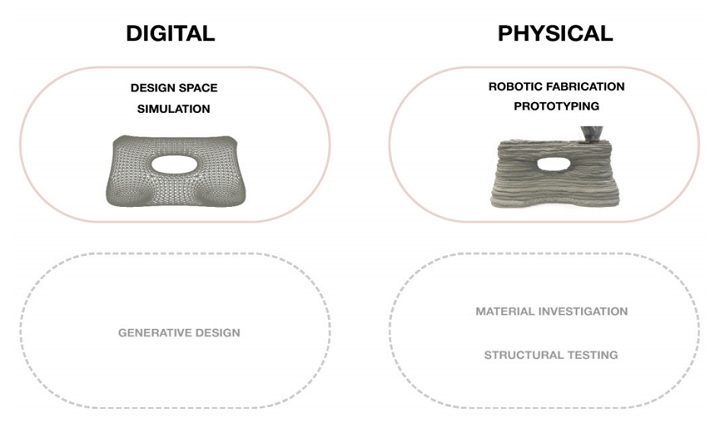
The team’s work falls under digital and physical categories, such as the design process, fabrication of a robotic tool and simulation; they did not look deeply into design parametrization, new materials, or structural performance of prototypes.
They explained the relevance of their topic in terms of:
- design advancement
- using concrete to create complex designs
- 3D printing concrete
- the potential of 3DCP
“Currently design has two greater purposes it must serve before it can be produced,” the researchers wrote. “With the current capabilities of the tools we as architects can use, we need to be aware of the potentials and understand the expectations of the production of large scale geometries, either through specific geometric creation or optimized designs.”
Topological optimized design. [Source: All3dp]
While we have the tools create a multitude of forms and geometries, the team noted that we have to consider fabrication “at a fundamental level” during development. Concrete has been around for a very long time, and gives designers more freedom than materials such as stone.
“Choosing to work with concrete for our research was partially based on its wide use and high consumption. What we seek is to further optimize the use of the material as it is related to the construction process. Some of the important characteristics of concrete that need to be considered is its intrinsic behavior,” the researchers explained.

Conceptual outlook of concrete 3D printed structure
Concrete is less expensive, and has good compressive strength, but it fails if any tensile force is exerted on it. So the team wanted to explore how to improve the material’s tensile properties, as well as “the optimization and improvement of complex geometric forms.”
“What 3DCP can give the designers is command over how the material is implemented. No longer will molds be the determining factor of complex geometric morphologies. We can now leverage a technology that can begin to assert itself as a more finite process,” the team stated.
“Not only that but if 3DCP becomes a finite process, then you remove the time it takes to complete a project. As a result what could typically take months in production can be completed in days depending on the complexity. The mold, scaffolding, and physical labor is removed. 3DCP is the emancipation that designers need for future construction methods.”
However, as we know, 3DCP is not without its problems – limited to its own buildability angles because of its properties, the material takes longer to set and hold shape, and angles lower than 60° require support material for direct printing.
How the research intends to situate itself.
At the moment, the materials used to reinforce concrete are inmixed or continuous steel rebar, but the researchers are interested in using segmented steel instead, and having it inserted during the 3D printing process itself, as opposed to a post-processing task.
“The method in which we see this being accomplished is through the use of a robotic tool alongside the printing process. Using a typical FDM method this research is attempting to create an all in one operation, of printing while reinforcing. The reinforcement will happen simultaneous to the printing. What we seek from this procedure is the inclusion of tensile elements in the printing process, for the simultaneous mechanism allows for continuous construction without slowing the printing time.”

ETH Zurich’s RockPrint
The researchers listed some examples of 3D printed reinforced concrete currently being worked on by the likes of companies like Apis Cor and Contour Crafting and research institutes such as ETH Zurich.
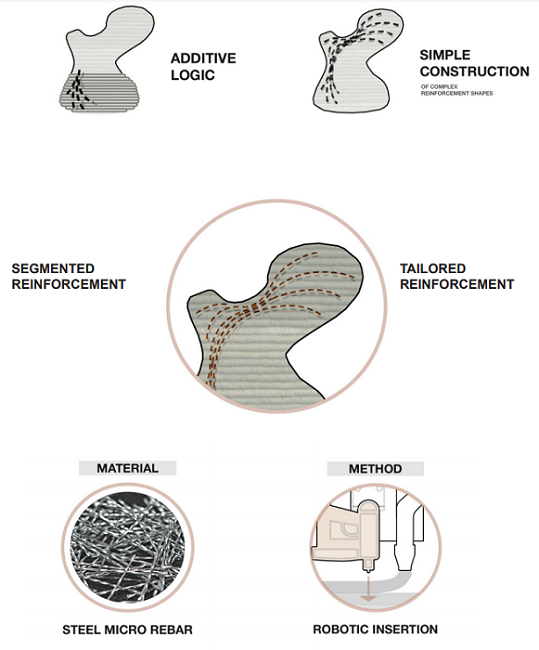
After looking at these examples, they concluded that their structure for reinforcement should be both segmented and tailored.
“Fragments of reinforcement would ideally be placed into freshly deposited layers of concrete sequentially, allowing the resulting tailored shape to grow at the same pace with the concrete 3D printed shape,” the team explained.
“Segmented reinforcements have a wide variety and considerable potential to be used in construction. Robotic insertion of segemented reinforcement matches perfectly with our fabrication method, because of its additive logic.”
The team used both structural and fabrication reinforcement in their research: the former will improve the structural strength of the concrete structure, while the latter will act partially as a formwork for support purposes and help achieve a greater overhang angle. A particle-based simulation tool was used to figure out how the concrete would behave.
In the paper, the researchers outlined their overall workflow process, which is broken down into three parts – design, particle and structural simulation, and fabrication. For material testing, they used a “ready-mix low pressure spray repair mortar with compression strength of 42.7 MPa and tensile strength of 3.3 MPa.” The first stage of testing required mixing the material with different water ratios to find the best consistency for extrusion; a 15.6 % ratio was determined to have the least amount of slumping. Then they tested the mixture during 3D printing, and looked into the best time to add the reinforcement:
“Regarding reinforcement insertion, we deduced that it should happen within the mixture’s set time of 60 minutes, which we confirmed with an experiment. If performed outside of set time, the insertion disturbed
the extrusion’s structure, resulting in cracking and breaking. “

Wait test between 3D printing layers. Left is 1 min wait between layers, right is 2 min wait time.
They also investigated how they could get a more extreme overhang by reinforcing extruded angles. Their fabrication system was a user input that works with an ABB robot, and they were also able to interface directly between both Grasshopper and Rhino and the fabrication process itself.
“What we see as a potential avenue for us to expand on is applying custom oriented reinforcement to the extrusion. The challenging part is at what length should the reinforcement be and how far can the insertion of the reinforcement go,” the researchers explained. “Another issue is also the degree of angle we can achieve from a fabrication process the insertion of the reinforcement. These constraints help inform what is plausible for a fabrication strategy.”
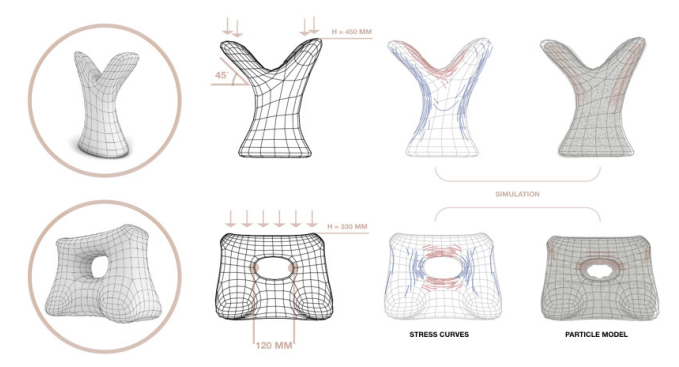
Opening and Branch. Tested for angles, FEA, and particle simulation
The team also outlined a design library for shapes that could be easily fabricated with their system, and used a high fidelity scanner to verify the accuracy of the 3D printed concrete models. Finally, they created the final demonstrator model: an architectural enclosure which was considered a non load-bearing structure. The researchers were able to finish their research at the Autodesk Buildspace in Boston.
“In production of this demonstrator there were great achievements and shortcomings during the process,” they stated.
“Some of the challenges were the printing system. There were times of over extrusion, because of unstable pressure during the deposition, which caused issues along the printing.
“What we were successful in was the creation of tailoring reinforcement in concrete 3D printing. It was exciting to begin to see the concept start to achieve angles greater than what can currently be produced with traditional concrete printing methods.”

Final demonstrator
They hope that by adding additional technologies, they can improve upon this research even further.
“There is rich territory for this method to contribute to the current state of concrete printing. And 3D printing in general,” the researchers concluded. “The technology is becoming less of a prototyping process and more of a self-sufficient realizing technique.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
[Images by University of Stuttgart research team, unless otherwise noted]
The post University of Stuttgart Investigating Reinforcement of 3D Printed Concrete appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Researchers Investigate Applicability of Using 3D Printing for Mass Production of Satellites

[Image: Tomsk Polytechnic University]
As the world works to find faster, more cost-effective ways to get to space, it’s necessary to test out innovative, modern technologies, such as 3D printing, rather than stick to the more conventional but expensive methods. Most current 3D printed thermoplastic satellites are developed as part of academic projects that have a low budget, such as the small Tomsk-TPU-120, and it’s very important to achieve fast, flexible, and automated serial production of reliable satellites for less money.
This is the subject of a paper, titled “Material Characterization of Additively Manufactured PA12 and Design of Multifunctional Satellite Structures,” that was written by a collaborative group of researchers from the the German Aerospace Center (DLR), the Fraunhofer Institute for Manufacturing Engineering and Automation (IPA), and the University of Stuttgart Institute of Space Systems (IRS).
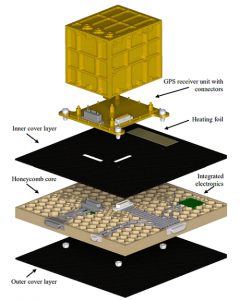
Exploded view of the technology demonstrator with GPS receiver unit.
The abstract reads, “Increasing cost pressure on satellite builders and their suppliers push the motivation to open up for new designs and processes. This paper investigates the applicability of thermoplastic additive manufacturing for mass production of satellites. First, the potential of the cost-effective 3D-printing material Polyamide 12 for space structures is examined. Tests include mechanical and thermal-vacuum properties. In the second step, a multifunctional technology demonstrator is designed and a first qualification test is performed. This demonstrator integrates electronic and thermal management components and shows considerable volume savings. Additionally, the automatable processes used for manufacturing enable further cost reductions in series production.”
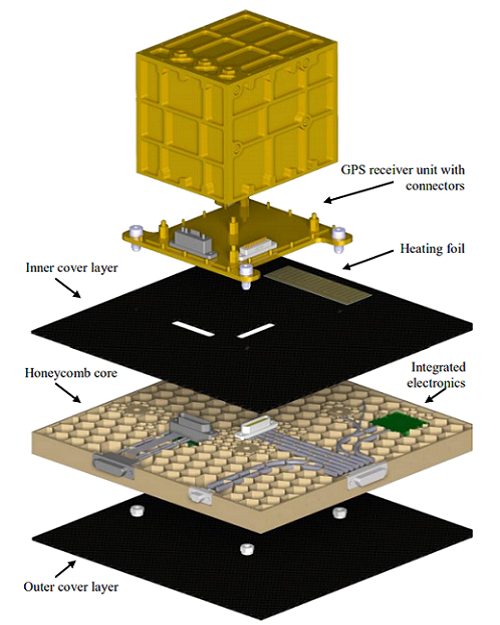
The researchers worked to demonstrate the potential of their multifunctional, inexpensive, 3D printed satellite, first by testing how usable PA 12 – an easily processed thermoplastic material – is for mass-produced aerospace applications like satellites, and then by designing and testing a multifunctional demonstrator, which is basically a “sandwich with a 3D-printed honeycomb core.”
“On the one hand, this makes so far unusable design space available,” the researchers said about their demonstrator’s structure. “On the other hand, it can be manufactured by highly automatable and flexible processes, for example by a combination of FFF printing and automated fiber placement (AFP). The demonstrator structure is used to show the possible solutions for integrating functions into the structure by 3D-printing. Furthermore, it demonstrates the potential of multifunctional structures for future satellites. To demonstrate the applied integration concepts, an additional shaker specimen is designed and tested.”
In order to test out both FDM and SLS 3D printing, the team used Stratasys’ carbon fiber-reinforced polymer Nylon 12CF and PA 2200 from EOS for their research, and performed mechanical, outgassing, and thermal vacuum tests on specimens produced in three different orientations in order to measure the Young’s Modulus and tensile strength. In regards to the thermal vacuum cycling test, the mechanical properties of the 3D printed specimens were slightly improved, though elongation at break decreased.
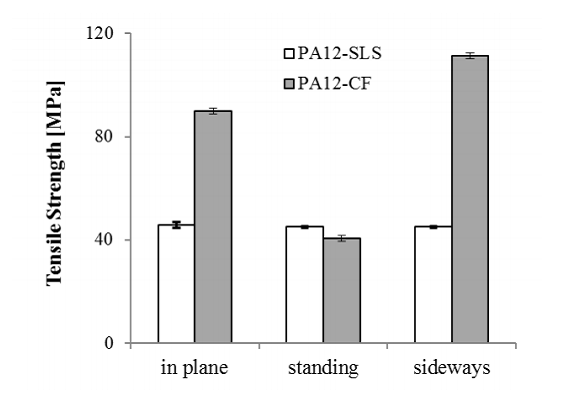
Tensile strength of SLS processed PA 12 and short carbon fiber reinforced FFF
processed PA 12.
“The SLS processed pure PA shows mechanical properties very similar to the manufacturer specifications. It also does not show significant anisotropy with respect to the printing orientation. The carbon fiber reinforced PA, on the other hand, shows a strong anisotropy,” the researchers explained. “Regarding the in plane and sideways specimens, tensile strength is drastically increased by the reinforcement. The standing specimens, on the other hand, show reduced strength. Similar behavior can be observed regarding the Young’s Modulus. Young’s Modulus of the reinforced material, however, is always above the pure PA. Furthermore, it can be noted, that the standard deviation off all tests is less than 5 %.”
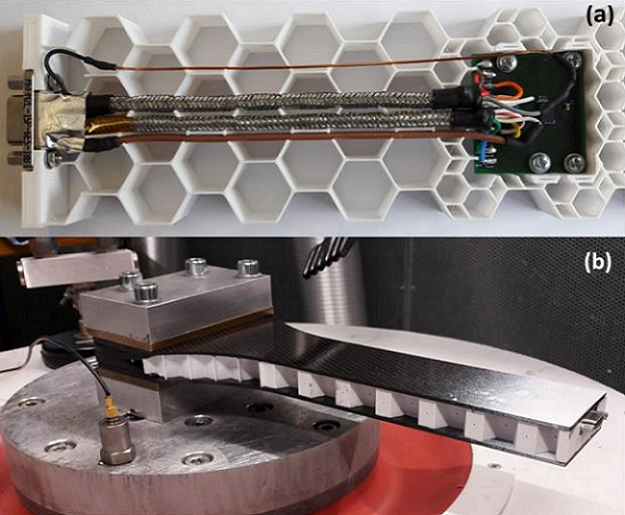
Test component for vibration testing; (a) the
printed honeycomb core with integrated electronics; (b) test component mounted on the shaker.
The team concluded that the PA materials do show good potential for inexpensive space applications, though an elaborate test program will be necessary for a true qualification process.
A technology demonstrator, which includes 3D printed cable ducts that integrate coaxial cables and cable bundles, was used to verify both the functionality and feasibility of the 3D printed satellites’ function-integration for electronic, propulsion, and thermal management components, and the researchers determined that, at least in this project, an integration of propulsion components was not feasible.
The researchers produced and submitted a test component, complete with a gyroscope sensor, connector, ultrasonic embedded wire, and other planned functions, to vibration testing. The component was made with a PETG honeycomb core, in order to “ensure that results on the functionality of the concept are available before the optimization of the printing process for the PEI honeycomb core.”
After the vibration test, the team detected no visible damage or change to natural frequency, and could verify the electronic system’s total functionality.
“The technology demonstrator points out the capability of multifunctional sandwich structures for satellites. The concept makes so far unusable design space accessible and can generate considerable volume savings. A First successful vibration test confirms the design,” the team concluded. “A weight reduction, on the other hand, is unlikely since printed honeycomb is not lighter than standard aluminum honeycombs. However, the multifunctional structure offers further cost saving by an automated production suitable for mass production and reduced assembling costs.”
The researchers determined that several additional steps, such as a comprehensive cost analysis, are required in order to present a “holistic evaluation of the presented concept”
Co-authors of the paper are Simon Hümbert, Lukas Gleixner, Emanuel Arce, Patrick Springer, Michael Lengowski, and Isil Sakraker Özmen.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.