A pair of researchers from Shantou University in China explored designing and manufacturing a CubeSat with 3D printing, which we have seen in the past. CubeSats, which are basically miniaturized satellites, offer plenty of advantages in space exploration, such as low cost, a short research cycle, and more lightweight construction, but conventional methods of manufacturing often negate these. Using 3D printing to make CubeSats can help achieve accurate details as well.
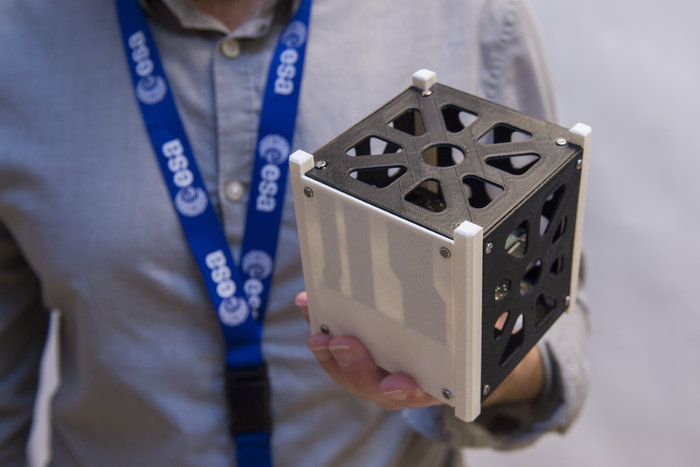
[Image: ESA]
The researchers, Zhiyong Chen and Nickolay Zosimovych, recently published a paper on their work titled “Mission Capability Assessment of 3D Printing Cubesats.”
“With the successful development of integrated technologies, many spacecraft subsystems have been continuously miniaturized, and CubeSats have gradually become the main executors of space science exploration missions,” they wrote.
The main task driving research paper is an LEO, or Low Earth Orbit, CubeSat mission, which would need to accelerate to a maximum of 5 g during launch.
“…the internal operating temperature range of the CubeSat is from 0 to 40 °C, external temperature from -80 to 100 °C,” the researchers explained.
 During the design process, the duo took into account environmental factors, the received impact load during the launch process, and the surrounding environment once the CubeSat reached orbit. Once they determined the specific design parameters, ANSYS software was used to simulate, analyze, and verify the design’s feasibility.
During the design process, the duo took into account environmental factors, the received impact load during the launch process, and the surrounding environment once the CubeSat reached orbit. Once they determined the specific design parameters, ANSYS software was used to simulate, analyze, and verify the design’s feasibility.
PLA was used to make the mini satellite, which is obviously shaped like a cube. Each cube cell, called a unit, weighs approximately 1 kg, and has sides measuring 10 cm in length.
“The framework structure for a single CubeSat provides enough internal workspace for the hardware required to run the CubeSat. Although there are various CubeSat structure designs, several consistent design guidelines can be found by comparing these CubeSats,” the researchers wrote about the structure of their CubeSat.
These guidelines include:
- a cube with a side length of 100 mm
- 8.5 x 113.5 mm square columns placed at four parallel corners
- usually made of aluminum for low cost, lightweight, easy machining
The CubeSat needs to be big enough to contain its power subsystem (secondary batteries and solar panels), in addition to the vitally important thermal subsystem, communication system for providing signal connections to ground stations back on Earth, ADCS, and CDH subsystems. It also consists of onboard antennae, radios, data circuit boards, a three-axis stability system, and autonomous navigation software.
“The adoption of this technology changes the concept of primary and secondary structure in the traditional design process, because the whole structure can be produced at the same time, which not only reduces the number of parts, reduces the need for screws and adhesion, but also improves the stability of the overall structure,” the pair wrote about using 3D printing to construct their CubeSat.
The mission overview for this 3D printed CubeSat explains that the device needs to complete performance tests on its camera payload for reliability evaluation, and test the effectiveness of any structures 3D printed “in an orbital environment.”
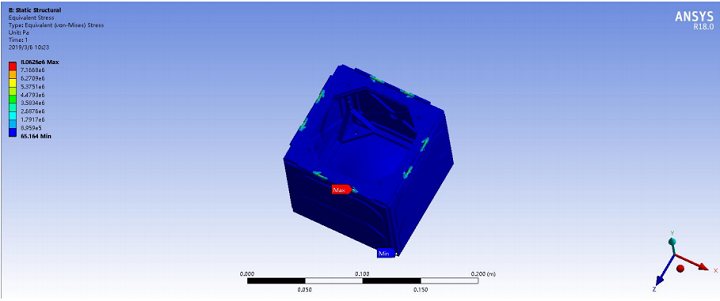
The Von mises stress diagram of the CubeSat structure.
In order to ensure that it’s ready to operate in LEO, the CubeSat’s structures was analyzed using ANSYS’ finite element analysis (FEA) software, and the researchers also performed a random vibration analysis, so that they can be certain it will hold up under the launch’s impact load.
“The CubeSat structure is validated by the numerical experiment. During launch process, CubeSat will be fixed inside the P-Pod, and the corresponding structural constraints should be added to the numerical model. In addition, the maximum acceleration impact during the launch process should also be considered. Static Structural module of ANSYS is used for calculation and analysis, the results show that the maximum stress of CubeSat Structure is 8.06 MPa, lower than the PLA yield strength of 40 Mpa,” the researchers explained.
Running in LEO, the 3D printed CubeSat will go through a 100°C temperature change, and the structure needs to be able to resist this, so the researchers also conducted a thermal shock test, which showed an acceptable thermal strain.
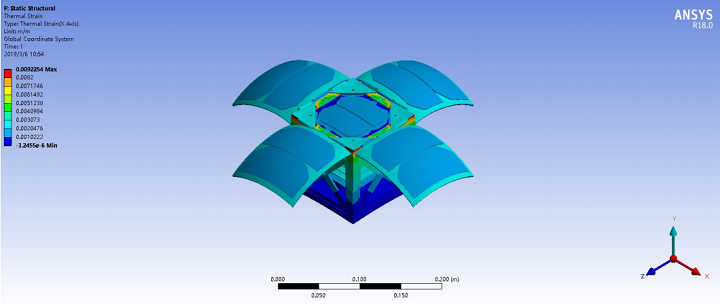
The thermal strain diagram of the CubeSat structure.
The team also conducted random vibration simulation experiments, so they could conform the structure of the 3D printed CubeSat to emission conditions. They simulated typical launch vibration characteristics, using NASA GEV qualification and acceptance as reference.
“The specific contents of the experiment include “Harmonic Response” and “Random Vibration”. Two identical harmonic response were performed before and after the random vibration test to assess the degree of structural degradation that may result from the launch load,” the researchers explained.
“This experiment helps us to evaluate the natural frequency of the structure, and the peak value indicates that the tested point (bottom panel) has reached the resonant frequency.”

Pre/Post Random Vibration test comparison between the curves of Harmonic Response.
As seen in the above figure, both the trend and peak points of the two curves are close to each other, which shows that there was no structural degradation after the vibration test, and that the structure itself conforms to launch stiffness specifications.
“As the primary performer of today’s space exploration missions, the CubeSat design considers orbit, payload, thermal balance, subsystem layout, and mission requirements. In this research, a CubeSat design for performing LEO tasks was proposed, including power budget, mass distribution, and ground testing, and the CubeSat structure for manufacturing was combined with 3D printing technology,” the researchers concluded.
“The results show that the CubeSat can withstand the launch loads without structural damage and can meet the launch stiffness specification.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
The post Researchers Run Simulation Tests on Their 3D Printed CubeSat Before LEO Mission appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.