As much as we’d like 3D printing to be perfect, it is not. One failing is that, right now, parts are not accurate enough. As the technology improves so will part accuracy. What do we do now, however? Will accuracy limitations stop us from industrializing manufacturing with 3D printing? How can we make more accurate 3D printed parts today? What design and manufacturing constraints do we have to take into account today in order to make parts?
Blueprint Engineering consultant David Busacker will help you answer these questions in this webinar. The first webinar in the Thinking Additively Series, will take a closer look at part accuracy. David will look at Digital Tooling and through this lens look at the unavoidable inaccuracies in 3D printing. Digital Tooling is the idea that hard tooling will be replaced by digitally aproximate tooling. David will look at how the geometry of 3D printed files defines and describes them. By taking this into account he will look at how meshes, layers and the toolpaths influence inaccuracies. By looking at how these approximations are generated and used, you’ll get a better understanding of how 3D printed parts are described and made.
In the meshes section for example David looks at how meshes are made, why we use meshes, what detail levels in meshes mean and more. In layers, David explains how layers influence how parts are made and described. Through a simple well-illustrated example of a circle you’ll learn when a circle is not a circle and how layers influence accuracy. Vector and voxel-based toolpaths are also described graphically for you to understand better. During the 25 minute webinar, you’ll learn much more about the way that 3D printed objects and files contain inherent accuracies and how this influences 3D printed objects. We hope that you’ll learn from this deeper exploration of Additive Manufacturing and will stay tuned for new episodes in this webinar series.
More than 36 million Americans do not have any teeth, and 120 million people in the US are missing at least one tooth. With these numbers expected to grow in the next two decades, the market for 3D printed dentures is expected to grow significantly.
Sam Wainwright, Dental Product Manager at Formlabs, suggested during the company’s latest webinar that he wouldn’t “be surprised to see 40% of dentures in America made with 3D printing,” claiming that it makes sense “at the technology level because there is no loss of material.” The expert delved into some of the techniques that have proven to work for aesthetically better 3D printed dentures. The webinar, titled Can 3D printed dentures look good?, offered dentists, technicians, and anyone interested in using 3D printing to improve dentures, tips on how to cut material costs by up to 80% (compared to traditional denture cards and acrylic); perform fewer steps to attain high-quality results, and overall prevent teeth from looking unnatural.
“This is an ever expanding market with many options. 3D printed dentures are a very new thing, especially for removable prosthetics (something that has never been digitalized) so it is going to take some time for labs, dentists and patients to become used to it. The material is indicated for long term use but the most rapid adoption of this technology will be immediate conversion and provisional dentures, which have lower risk allowing dental professionals to walk not run into this new technology. We also expect the resins to get better, stronger and more aesthetic in time,” said Wainwright.
In fact, in the last year, Formlabs has already managed to upgrade the resins it sells for medical professionals to make oral prostheses, called Digital Dentures. These new FDA-approved resins not only resemble traditional dentures but they are also cheaper than other options. At $299 for the denture base resin and $399 for the teeth resin, the company estimates that the total resin cost for a maxillary denture is $7.20. Moreover, Formlabs also recently released the new Form 3 printer, which uses light touch supports: meaning post-processing just became much easier. Support removal is going to be quicker on the Form 3 than the Form 2, which translates to fewer materials costs and time.
“We are trying to prevent teeth from looking unnatural, and sometimes with these 3D printed dentures, the aesthetics are really suffering from it. We like to think that dentures should have life-like gingiva, natural cervical margins, individual looking-teeth, and be easy to assemble,” Wainright said.
The general basic workflow proposed by Wainright is to follow the traditional workflow until the final models are poured and articulated with wax rim, that set-up needs to be made digital with a desktop dental 3D scanner allowing for the digital design in any open CAD dental system, followed by 3D printing the base and teeth, and finally post-processing, assembling and finishing the piece.
“After making so many parts, printing a ton of denture teeth and bases, and assembling them, we’ve come up with three techniques for an aesthetic 3D printed denture. What we want is to avoid some of the outcomes of today’s digital dentures, like products with an opaque base or gingiva, which is a bit of a mess in my opinion. Or you come about a semi transluscent base which leaves the roots exposed, and lastly when you use the splinted tooth workflow you can end up with a bulky interproximal connection. And since the papillae are a really thin printed parts, it’s really easy to see the teeth connecting, looking unnatural.”
The three aesthetic denture techniques suggested by Wainwright include:
Natural gingival connection and cervical margin are based on the CAD output for optimal result
Splinted arch ease of assembly without a bulky interproximal
Life-like gingiva, inspired by “Brazilian Dentures”
Wainright suggests that for his first aesthetic dental technique, users can control the depth of penetration of the tooth as well as the angle it comes in or goes out, by using a new function in the 3Shape Dental System CAD software (version 2018+). The option is called coupling mechanism, and gives the user much more control than before, something which comes in very handy considering that “the more subgingival length the tooth has, the stronger the bond is with the base.”
“The reason why 3D printed dentures are different than traditionally made dentures is that resins for the base and the teeth are like cousins. When the parts come out of the printer and you wash them, they are almost soft and even sticky, because they are only partially cured, between 25 and 35 percent. But during the final UV curing process, the tooth and the base become one solid part.”
In fact, the dentures specialist indicates that users should cure the combined base and teeth with a handheld UV cure light, moving towards the interior, just to really hold the parts together. Once the user has checked that all the cavities have been filled up and removes any residual base resin, the denture is complete and ready to be submerged for 30 minutes in glycerine at 80 degrees celsius, for a total hour of cure time. At that point, the piece can be finished up with a UV glaze or wheel for a high shine polish.
The second recommended aesthetic denture technique involves a splinted arch ease of assembly without a bulky interproximal.
Wainright explained that he sets up “these cases up in CAD so they are 100% splinted together because it is so much easier to have consistent placement of teeth, instead of doing it one by one which can be labor-intensive. I first export the arch splinted, but the question here is how to make the connection between the teeth interproximally look natural, especially when you have a very thin papilla. So before assembly, during our support removal part of the process, we’ll take a cutting disk and reduce the interproximal connection down from the cervical margin up towards the incisal. This really helps the aesthetics of the denture without worrying about any spaces.”
He also recommends that during the assembly process, users can easily brush in gingiva resin in the spaces to make sure there is no air, gaps or voids, maintaining the strength.
“Keep your eye out for bubbles,” repeated Wainright many times, explaining that “if you do minimal interaction to get the resin in the spaces, it really reduces the bubbles.”
He also added that the key is to “flow in more resin at first, instead of just wetting it, and when it’s squeezed together it will flow into that area. Finally, the overflow can be wiped away with a gloved finger.”
“It seems quite simple but this are the things we learn over time. I repeated many of these processes a handful of times and got better, today it may take me up to 10 minutes at the most to finish up one denture. Moreover, if you think about the soft touch supports in the Form 3, post processing will be even easier, as anyone will be able to rip them off and add very little finishing to the product.”
For the last aesthetic denture technique, Wainwright suggested following up the “Brazilian dentures” example, which offers an inspiring way to create life-like gingiva. He says he noticed Brazilians have become experts in creating dentures, adding translucent resins in the base that allow for the patient’s own gingiva color to show through. He proposed the LP resin Formlabs resin is also quite translucent, but when tested on a model or patient’s mouth, “it adds a nice depth to the gingiva itself giving a reflection of light useful in aesthetics.”
“When the denture is seated intraorally, the patient’s natural gingiva shows through making the prosthetic come to life.”
Formlabs is known for creating reliable, accessible 3D printing systems for professionals. According to the company, in the last decade, the dental market has become a huge part of the company’s business and that Formlabs is trusted by dental industry leaders across the globe, “offering over 75 support and service staff and more than 150 engineers.”
It has shipped over 50,000 printers around the world, with tens of thousands of dental professionals using Form 2 to improve the lives of hundreds of thousands of patients. Additionally, using their materials and printers in more than 175,000 surgeries, 35,000 splints and 1,750,000 3D printed dental parts. One of the aims at Formlabs is to expand the access to digital fabrication, so anyone can make anything, this is one of the reasons why the company is making webinars, to help everyone get there.
Wainright also revealed that Formlabs will be releasing two new denture bases, RP (reddish pink) and DP (dark pink), as well as two new denture teeth shapes, A3 and B2, that will complement the already existing A1, A2, A3.5, and B1.
Metal additive manufacturing comes in a variety of forms, from Laser Powder Bed Fusion (LPBF), to binder jetting, extrusion, and Directed Energy Deposition (DED). As a potential customer looking to apply metal 3D printing, the difficulty is now in which method to choose. Not only is this decision application based, customers also have to consider […]
During a recent Formlabs Webinar, growth marketing specialist, Faris Sheikh, performed an engaging live demonstration of the new Form 3 Stereolithography (SLA) printer. For the hundreds of viewers that tuned in on September 26th, the performance of the printing system unveiled some of the advantages inherent in its new features. Everything from a significant improvement in print quality over the previous model, the Form 2, to understanding how low-force SLA can deliver better surface quality and help to get a gentle release once the part is done printing. The Form 3: Live Product Demo webinar is a step-by-step presentation on how to set up and print on the Form 3, walking the audience through the making of a speaker prototype.
Formlabs has been creating reliable, accessible printing systems for professionals for the last decade, ever since Max Lobovsky, CEO and Co-Founder of Formlabs decided it was time to tackle the $80,000 industrial SLA machine industry and turn it into something really affordable, easy to use and desktop-friendly. So Stereolithography has been the company’s forte since 2011, and the Form 3 is already the fourth iteration of the original Form machine. Over 50,000 of the company’s printers are used across the world in so many different brands, from Gilette to Disney, Boeing, New Balance, Amazon, Sony, and Google, just to name a few of the most known ones out there. And they really keep count of the parts being printed with their machines, which up to now its something like 40 million, but they expect that number to go up quickly with the new Form 3 and another version which is bigger, called the Form 3L.
“Our goal with the Form 3 was to reduce the peel force that is common in all SLA technologies and can have some negative consequences on printing processes. So to come up with LFS, this powerful form of SLA technology that decreases the forces of the peel process, we came up with two new features: a flexible tank and a light processing unit,” outlined Sheikh.
The face of the tank is made of a flexible film and reduces print forces to deliver high quality and printer reliability so that when the part comes out it is with a gentle release compared to traditional SLA. Sheikh explained that the company tested the peel forces and determined that there was a ten-time reduction on the Form 3, compared to its predecessor Form 2. That is a significant improvement between printer models. He also suggested that the flexible tank will impact on the surface finish, making it “incredible” as they say, and allow for a faster clean up and finishing after the parts are done the printing.
Steve Jobs sculpture designed by Sebastian Errazuriz, 3D printed in White Resin powered by the low-force tech of the Form 3
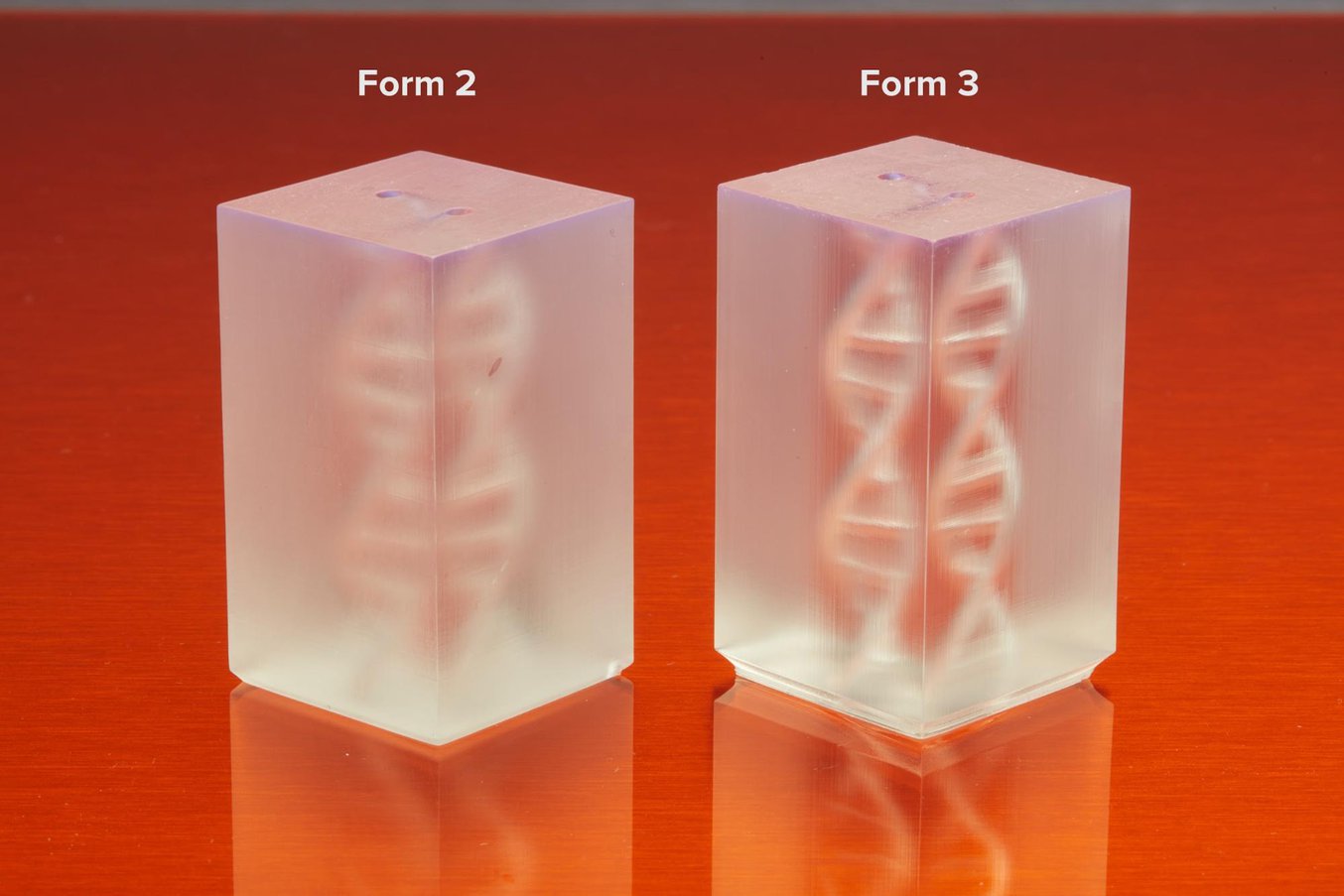
“Incredible surface finish is the result of good layer registration, that is, how accurately each layer is aligned with the previous layer. The more accurately they are aligned, the better surface finishes you will have as well as more translucent and clear parts. The greater sharpness in the edges is ideal for the jewelry industry which usually looks for delicate feature-capability and fine level of detail. While the bio and medical industry can benefit from models that will look so much more representative of what they are trying to do.”
Comparing DNA Helix models printed in Clear Resin in the Form 2 and Form 3 (clear and translucent)
The company suggests that 47% of Form 2 users said removing supports where their biggest pain points, while 62% said Formlabs could improve their machines to make the finishing process easier. So Formlabs developed the LFS which allows for easy support removal thanks to tiny touchpoints, or what Sheikh called “light-touch support” that can easily tear away so that being able to just pop off the part becomes a real improvement for users.
Light-touch support structures on the Form 3 leave behind four times less support material than supports printed on Form 2
“If you can finish faster and have a faster clean up it means that you have more time to work on the printing process and spend more time on the product. We want to make your life easier so you don’t have to worry about the printing process.”
Sheikh preparing to print on the Form 3
The printing process with the Form 3 is simple, the user picks any of more than 20 material options from Formlabs, then prepares the design (Sheikh did it using the PreForm software, a free tool offered by the company), print the part and then wash and cure it (done on the FormWash and FormCure machines). The printing of the chosen speaker model by Sheikh takes six hours, but the preparation and post-processing can all be done in just over 30 minutes.
The speaker prototype printed on the Form 3
Sheikh shows how simple it is to use the PreForm software, which has automatic algorithms and helps the user orient the part and generates the supports with just one click. And since the part is going to be printed upside down, it needs supports layer by layer. Then, the print file is sent wirelessly to the printer and it starts printing. Since it takes six hours to print a prototype speaker of 753 layers, the printer will send a text message when it’s ready.
Considering the webinar is less than an hour long, Sheikh shows his audience how easy it is to release the part from the supports once it’s done, with another part that was already done printing.
“Taking off the supports is so simple with LFS, you can easily twist and all the supports come off in one second.”
Formlabs aims to create easy-to-use printers. Sheikh claims that Form 3 is an accessible machine, coming up to $3,500, with an industrial quality that can produce strong parts, making it an ideal successor to Form 2. Formlabs is looking to, not just create a very popular desktop SLA machine, but build a whole culture of innovation, impacting entire teams, enabling anyone to tackle their design, building machines that work remotely so that the printing process is easy and becoming a leading force in many industries.
Now, thanks to a free webinar hosted this month by the company’s Applications Engineering Manager, Brian Spink, the firm is taking metal 3D printing engineers and specialists through the design process for VELO3D’s Sapphire System, discussing the considerations to keep in mind when selecting parts for their printer, including a deep understanding of angle and floating geometry guidelines, as well as their advanced non-contact recoater mechanism (a truly revolutionary invention).
“Designing parts for VELO3D‘s Sapphire printer has fewer restrictions than other systems. In fact, you may not need to redesign your parts at all since the technology can print support-free in a wider range of geometries and has overcome the 45-degree rule, with a first print success rate of 90 percent, and parts that meet and exceed metal manufacturing density requirements over 99.9 percent,” suggests Spink,
VELO3D‘s Sapphire printer is a next-generation laser fusion metal AM system designed for advanced 3D metal printing. While conventional 3D printing systems often require supports for any geometry below 45 degrees, VELO3D’s Sapphire uniquely enables engineers to realize designs with overhangs lower than 10 degrees, and large inner tubes up to 40 mm without supports. Some applications can even be printed free-floating in the powder bed, built layer by layer in Inconel 718 (IN718) or Titanium alloy (Ti6Al4V), using two powerful kW lasers and a patented non-contact recoater. The technology is designed from the ground up with high volume manufacturing in mind featuring a 315 mm diameter by 400 mm height build envelope. Additionally, and to maximize productivity, Sapphire also features integrated in-situ process metrology that enables first-of-a-kind closed loop melt pool control.
Sapphire laser fusion system
The development is truly a game-changer. Users typically had to go through an iterative redesign process in order to make parts that are suitable for additive manufacturing, meaning an extra design effort. During the webinar, the expert explained that there is no support needed for overhangs over 15 degrees for both materials: Inconel and Titanium. Usually, supports have to be designed up-front in order to keep the parts from warping, and then, once the part is built, they have to be removed, which leads to costly post-processing.
“In general, the way people address residual stress along the part is to just add support material. Supports help, but they are not the only way to build and they also introduce other issues, such as restraining or anchoring the part down to keep it from warping up and also acts as energy sync,” he said. “There are major drawbacks to these supports which is why VELO3D does not want to include them, allowing for some unique processes to run through,” Spink went on.
VELO 3D controls the thermal/mechanical behavior of the geometry through proprietary hardware and advanced process controls. The system recognizes many more unique geometries, especially using angle based rules to apply unique processes to the geometries, to avert more control and have a fuller experience without breaking down.
“Another added level of control that VELO3D has introduced is a closer control for certain process parameters. We have a couple of sensors that monitor the melt pool in real time, and using this data we can recreate a close loop that can adjust the laser parameters–also in real time–to help control the consistency of the melt pool and avoid breakdowns.”
A heat exchanger made in Inconel
“In some of these cases, we are taking something that couldn’s be done with any other AM process and enabling it on the VELO3D system, such as with dome closures where internal cavities have manifold type geometries that can be printed using the firm’s technology without adding support.”
According to Spink, being able to print the feature without supports is highly dependent on the angle normal to the surface, but also on other driving factors that determine angle-based rules, including the curvature of the leading-edge of growth of the part, the number of layers the geometric feature propagates, the laser angle of incidence relative to the angle of growth, and other local geometric characteristics that affect how the energy is being absorbed and how the melt pool is behaving locally.
“Every geometry is unique so its hard to generalize an exact rule for an infinite amount of parts, this is why we are attempting to give the users a couple of proxies and a handfull of rules on simple geometries so that they may interpolate them on other geometries they are experiencing with.”
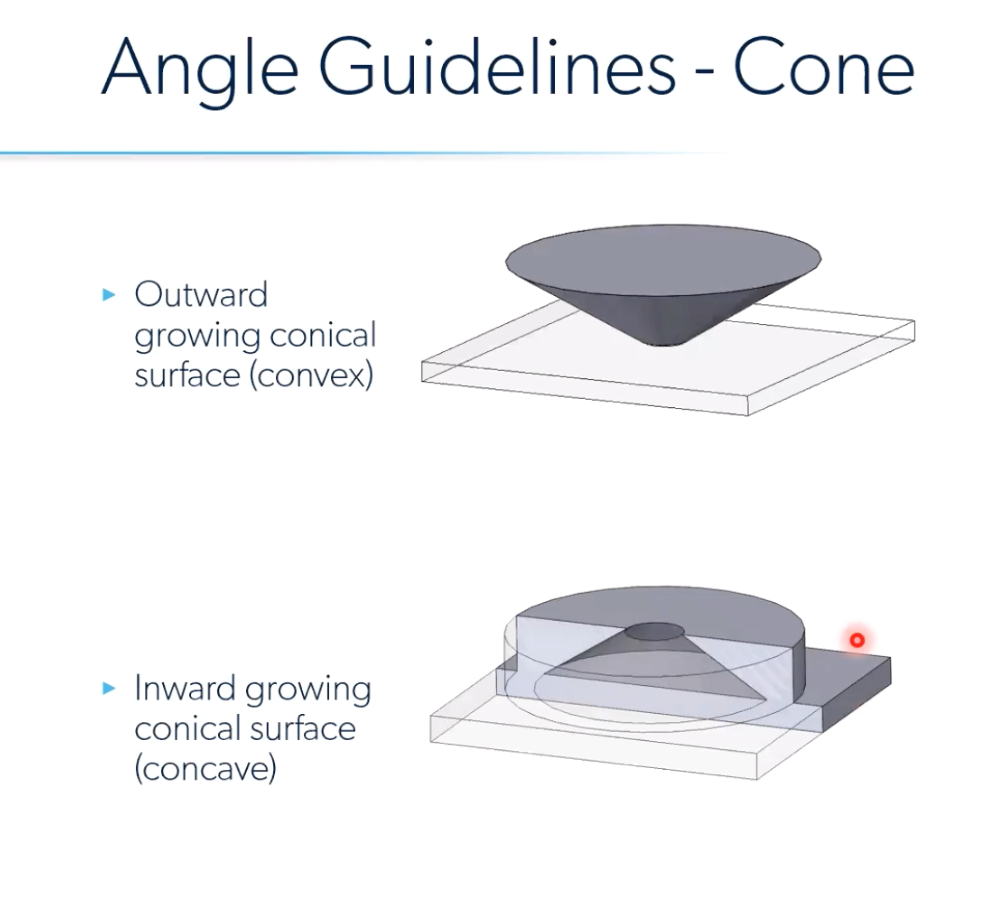
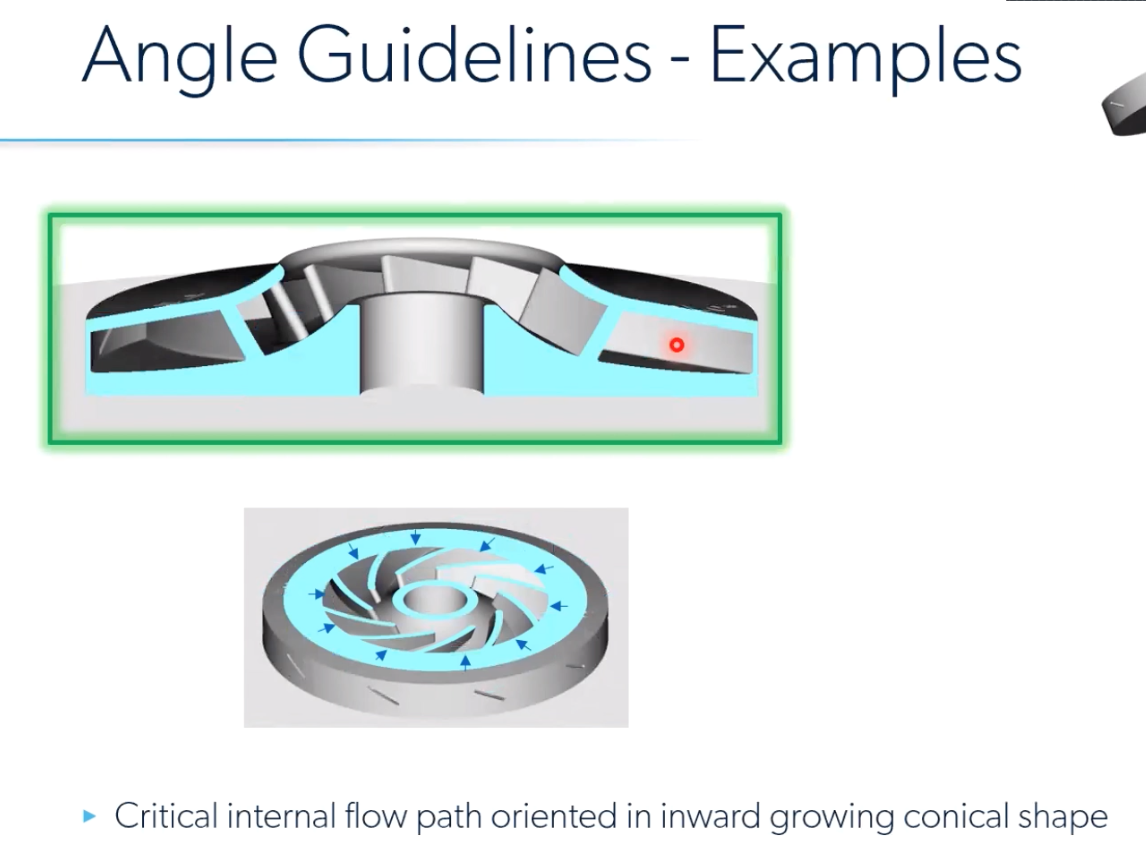
The specialist explained how to deal with plane and conical geometrical shapes, suggesting, via a “Probability of Breakdown” graph, whether and when the geometry needs to be constrained. The angle guidelines for the conical shapes–which are simple proxy– reveal that an outward growing conical surface (convex) has a higher probability of breakdown once it goes above a full height of 5 mm, meaning it is quite risky, and at 10 mm it behaves at very high risk. Spink suggests that in this cases two basic forces are working together that may lead to breakdowns: global residual stress which is shrinking each layer by pulling the geometry inward towards the local mass, and the other is a skin process that forms a ring around the geometry that contracts and wants to pull it inward.
Otherwise, an inward growing conical surface (concave) geometry at a 10-degree angle is very stable and does not require support because the probability of breakdown is very low.
Example: strut and impeller mock up
To better understand how conical geometries work in VELO3D, Spink suggests looking into a strut and impeller example, which has a critical internal flow path when it is oriented in an outward growing conical shape (convex) and if it is not supported, there is a high risk of breakdown. This conical shape is going to behave pretty unfavorably and put the user at a higher risk when he or she avoids adding supports. So by flipping it into a concave conical shape, the relatively high-risk downfacing surface keeps the same angle range but the general shape is an inward growing conical one that can maintain stability and avoid breakdowns in the process without having to add supports.
VELO3D systems also have the ability to print floating parts, which means they are not attached to the build plate at all or any other surface in the build volume, which means no added support material.
“The build starts in powder and the main enabler here, aside from the process control, is the unique non-contact recoater mechanism (which applies a fresh layer of powder on the print bed, making it ready for a pass by the lasers for selective fusing). Because there is no interference between the part, which is now floating loose in the powder, you will find it very rewarding to open a build chamber and simply reach in to pull the part out, without having to remove any support material attached to it,” Spink explained.
There are a few rules for the floating geometries. They must originate from a small-cross section or point of geometry, meaning you can’t print a large flat plane because there will still be residual stress even with VELO3D’s unique processes. And the second main rule is that there must be one powder start and no connection with the build plate.
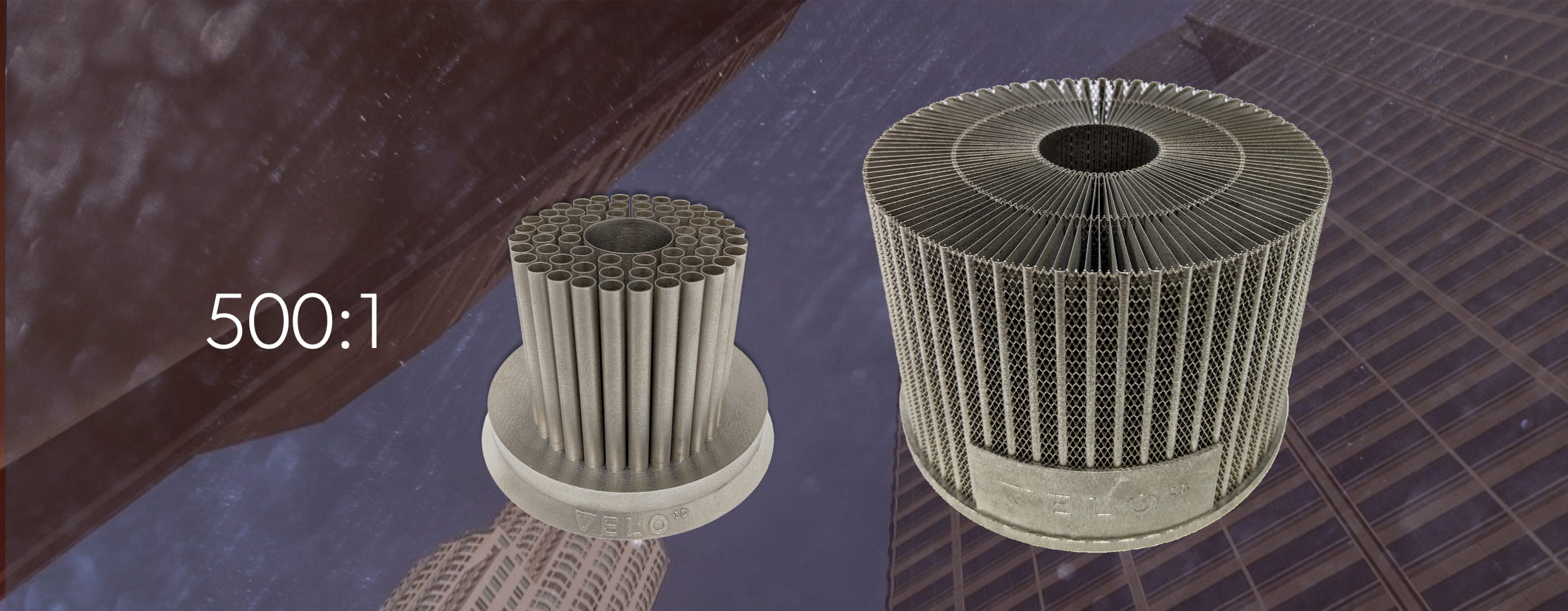
VELO3D still has a strong process development team working on ongoing research and development, especially regarding stability on existing processes and spearheading other efforts, but most experts agree that the powerful 3D metal printing technology they have developed is groundbreaking. As you can see in the VELO3D images and videos, there is a lot of detail and accuracy in the geometries. These capabilities mean that the Sapphire System can now print objects that were impossible on other 3D printing systems. VELO3D says they can even achieve a 500:1 aspect ratio on structures, as opposed to the more typical 10:1 ratio on competing systems (or even less 4:1 or 5:1 on other powder bed fusion machines), but you should probably try it out for yourself and see what it is all about.
Twelve races down for the first half of the 2019 season, and Alfa Romeo’s Sauber Formula One (F1) team is good to go for the remaining nine races of the year, with both, lead driver Kimi Raikkonen, and Alfa Romeo ranking within the top ten drivers and teams on the scoreboard. Car and driver were considered to be brilliant during the last race, the Hungarian Grand Prix, after which the experienced F1 driver said: “the car behaved great”. Of course, the results in F1 are a combination of both man and machine, but the machines show off the dedicated work of engineering and mechanical masterminds, pushing the boundaries of speed, power, technology, and innovation. For Sauber Motorsport AG (the company operating the Alfa Romeo Sauber F1 Team), additive manufacturing (AM) has played a huge role in the last decades and is considered a pioneer in AM, designing and producing components in 3D printers to enable formal constructions that are not possible by means of conventional methods such as milling, turning or casting. Sauber has been using 3D Systems machines for over 10 years and in 2018 incorporated five new 3D Systems ProX 800 SLA 3D printers at its headquarters and engineering facilities in Hinwil, Switzerland.
Richard Broad
Recently, 3D Systems and Alfa Romeo Racing teamed up for a webinar to overview the 3D printing company Selective Laser Sintering (SLS) product offering as well as some context around how they are suited to a production environment and the advantages that it can bring, particularly in the automotive arena of cutting edge Alfa Romeo Sauber F1. Claiming that SLS technology moves beyond the creation of design prototypes, making production parts with very high precision, durability and reliable repeatability at low overall operating costs. The experts, Richard Broad, 3D Systems Director of Applications Engineering for Europe, the Middle East and Africa (EMEA) and India, along with Marco Gehrig, Head of Additive Manufacturing at Sauber Engineering, explained how SLS technology is used effectively in the automotive sector.
“From a materials development perspective, the aim at 3D Systems is to produce materials that not only improve what is currently possible from a mechanical performance and part quality angle, but we also look into niche applications where specific properties can open up new possibilities,” said Broad.
3D Systems is a pioneer in additive manufacturing. Co-founded by the inventor of 3D printing, Charles Hull, 3D Systems has grown into a global 3D solutions company. Since the first Stereolithography machine (SLA) in 1983, the company has grown to incorporate a wide range of platforms, materials, software, and hardware, as well as on-demand manufacturing services.
Alfa Romeo F1 car
Alfa Romeo F1 now uses the SLS platforms to stay at the cutting edge of the automotive sector. Even though Alfa Romeo has competed in motor racing as both a constructor and engine supplier on and off since 1950, it returned to the sport as their own team while being operated by Sauber Motorsport AG. Sauber Engineering has been testing out AM since 1995 with external suppliers, but in 2007 they began their own in-house production to reduce the lead time. One year later, due to the increasing demand for AM parts, the production levels had to be constantly upgraded and right now they are running thirteen 3D Systems SLS and SLA printers, including four 3D Systems S Pro 140 units and two 3D Systems S Pro 230 units. All of them operating 24/7 to supply the increasing demand of the F1 car as well as other projects the company is engaged in.
SLS is mainly used for the aerodynamic development of the Alfa Romeo F1 car in the wind tunnel, as well as a wide variety of laminating molds, cores, and complex serial parts. During production, they use a powder-based material developed by Sauber Engineering: carbon-reinforced polyamide or HiPAC, which is used when particularly light and rigid components are required, from F1 brake ventilation and body components for pre-production vehicles and prototypes to a wide range of ready-to-use construction elements.
SLS 3D Systems machines at Sauber headquarters in Switzerland
Broad claims that SLS is very well suited for demanding applications in the automotive sector, making 3D production a reality with shorter product development cycles, functional prototypes that meet requirements (like heat, strength, precision and mechanics), small series, and tool-free production of quality parts equivalent to injection molded parts.
“The shorter product development cycles avoid the need for costly new stakes in the product design process, allows to build multiple iterations to test the design in a very short time scale, with more robust product development time scales and product development designs which avoids the costly mistakes when going into the production phase,” Broad suggested.
He went on to say that “the platforms offer quality and repeatability and diversification from traditional part creation methods such as injection moulding or CNC. One of the advantages of AM is the ability to increase the freedom of design, without any restraints around the common traditional production or machining methods used. And that is what gives us the ability to add lightness into parts by removing unnecessary materials, also allowing consolidation and assembly of parts into one component and simplifying design, changing and tweaking them as frequently as required to the extent of mass customization.”
The development departments of the F1 teams were among the first to experiment with AM and to explore the dimensions of the technology. To them, the additive process is comparatively fast and cost-effective, which are two key factors for success in F1 so they can deliver efficient development of new components and immediate production. Sauber Engineering works in partnership with leading manufacturers of equipment for 3D metal printing and 3D plastic-based printing processes. In 2018 3D systems even became a promotional partner of the Alfa Romeo Sauber F1 Team.
Marco Gehrig
According to Gehrig, Sauber is printing more than 20,000 SLS parts per year. That includes parts for the Sauber C37 Ferrari (the entire drivetrain of the Alfa Romeo racecar is supplied by Ferrari), parts for the 60% wind tunnel model, as well as many customer projects.
“SLS is very sensitive because of the influence of its surroundings, including moisture, temperature and how you treat the system,” explained Gehrig. “In the past, we faced a few problems due to the weather conditions, during winter we had different material properties than in summer, so we invested a lot in our infrastructures, such as in external laser cooling, a power supply system, and constant conditions for our infrastructure, like temperature, air humidity and for our materials.”
Sauber engineer working with an SLS sliderbottom for F1
“Today we have our own certified 3D Systems technician in-house so that if something happens with the machines, from maintenance to calibration of lasers, we know he is available on call and won’t have to wait for a service engineer from Germany (where 3D Systems European headquarter is) and that saves a lot of time, especially for F1, where parts have to be done quickly otherwise, the cost is higher than expected,” revealed Gehrig.
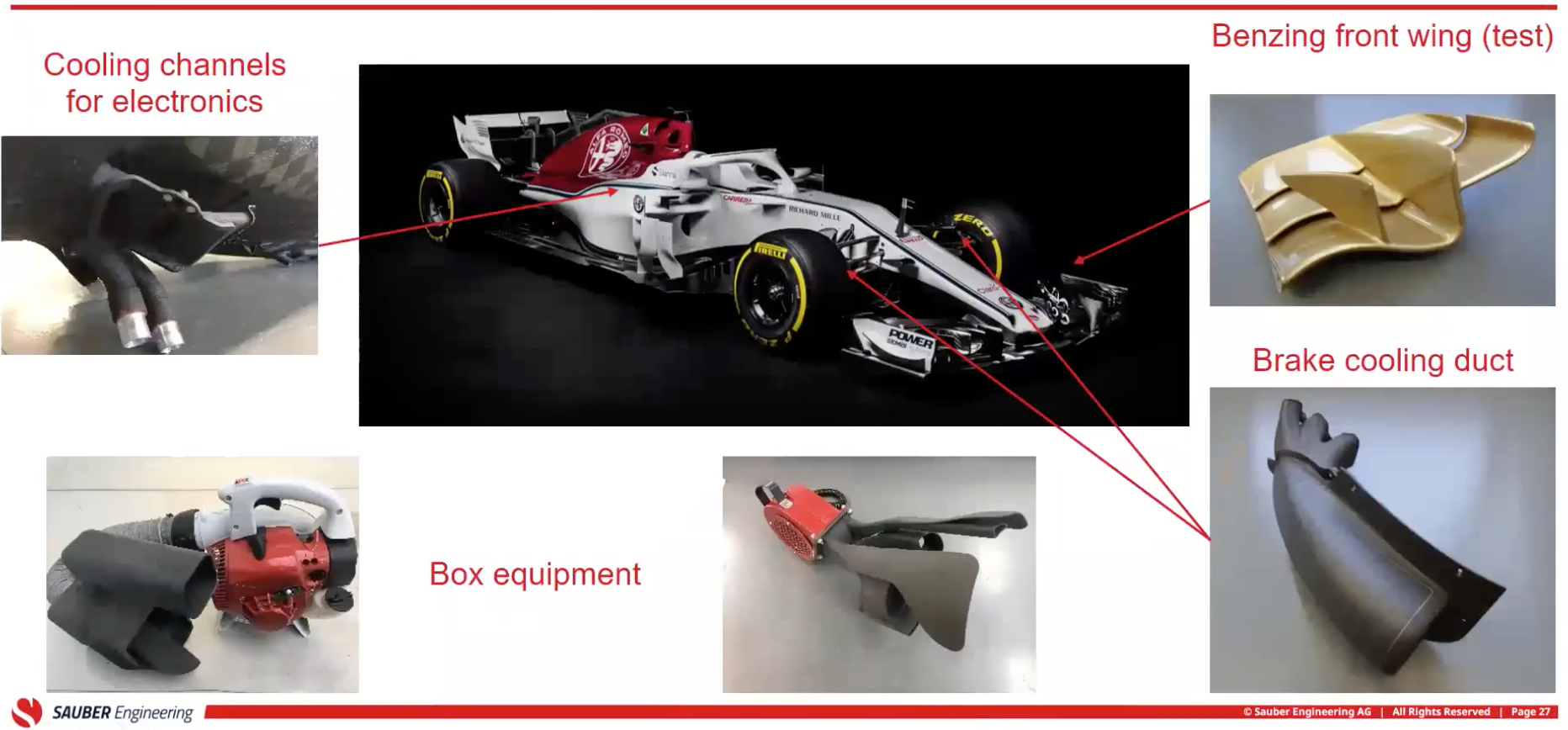
Sauber is printing many small parts that go into the race car, from cooling channels for electronics to Benzing front wing, as well as brake cooling ducts, and even box equipment (mainly tools to heat up and cool down the break).
Nothing says custom made like an F1 car, so it’s no wonder the parts it needs follow along that line. According to both Broad and Gehrig, the SLS system is an ideal match for the Sauber team of engineers who need faster part production and shorter assembly turnaround times, as well as part consolidation to reduce assembly work, sources of error, costs and time. In F1, time wasted means the car could be out of the race, and that costs a lot of money, it could even cost a race car driver his pole position on the next Grand Prix. An F1 car can cost between 10 to 20 million dollars, and racing along the track at more than 200 miles per hour, the teams want to make sure that they have invested enough in the cars’ technology to get a victory. Earlier this year, Forbes revealed that championship winners spent an annual average of $285.3 million during the year before their victory. That means having 3D printing systems in place is probably a good decision, and in the case of SLS, both experts said the advantage is the increased strain and impact resistance for demanding applications, as well as being able to create different geometries that the car demands to cut weight and size and enhance performance.
“The car needs to perform in different weather conditions, so the influence of the brake cooling duct is extremely important, so we try out different shapes that we then test on the track to see which one to add to the car. The aim is always to have the best aerodynamics but also great cooling capacities,” Gehrig went on.
The same goes for the Benzing front wing, which Sauber engineers tested in Barcelona two weeks prior to the start of the season. Each different shape is tested out and after measurements and data analysis, they choose one of the designs, something Gehrig says would be extremely expensive to do without their own 3D printers, enabling the team to perform real tests and fast iterations, production of fewer parts since SLS parts are more resistant to wear and environmental influences, and storage and reproduction of parts and shapes with data that can never deteriorate, get lost in transport or entail high storage costs.
SLS applications for the F1 Alfa Romeo car at Sauber
During the webinar, Broad suggested that SLS is one of the few AM processes that gives real ease and that 3D Systems’ main aim is to provide a very user-friendly turn-key solution. Adding that the easy processing in SLS results in:
More possibilities. As the parts are supported by unsintered powder, no support structures have to be printed, enhancing freedom of design.
Low working costs. There are no support structures to be removed which save in operating staff and technicians.
Efficient production. Large series can be quickly printed and easily processed, which makes SLS the best choice for AM on the production floor.
“Freedom of design means that previously impossible geometries can be manufactured in one part and built in a layer by layer process. We can remove the complexity and the need for an assembly and simplify the process resulting in a much more robust and reliable part, a part that is easier to produce and less reliant on sourcing raw materials. Leading to immediate production, as well as the ability to print parts on demand without relying on often costly outcome sourcing services,” Broad claimed.
Sauber engaging with SLS produced parts
F1 teams are at the cutting edge of motorsports and what they are doing with materials, platforms and production techniques will find its way very quickly into a standard production environment. The motorsport has the fastest cars in the world, the best drivers, top branding and races at eight of the richest countries in the world, it’s a dream scenario for any sports fan. But beyond that, the advances in auto technology have a big impact on the design and production of cars in general, especially when it comes to safety, reliability, and endurance. This trickle-down effect can benefit a lot of people, not just racers. And the advances provided by 3D printing are a big part of that because they speed up innovation, which means carmakers will imitate them in their mass-manufactured cars, not to mention implementing 3D printing techniques to also help them reduce costs and improve production altogether. In particular, SLS has proven a great match for 3D Systems and Alfa Romeo F1, so we’ll surely hear more in the future about 3D printed parts for the race car.
Accuracy in Additive Manufacturing (AM), from the CAD design to the printing process, is not always easy to deliver. Companies are working hard at trying to ensure consistency and repeatability throughout the entire manufacturing process since today much more is required of AM systems who need to turn out functional goods that can meet traditional manufacturing standards while being cost-effective in order to be even more competitive. Some common 3D printing problems arise on the way to achieving the desired original design, so before a 3D printed metal part leaves the factory, it has probably undergone some kind of post-processing to smooth and perfect the surface. For example, if Direct Energy Deposition (DED) metal 3D printing was used, this typically produces near-net-shape parts that must be CNC machined, but other forms of AM also require some type of smoothing close to the end. And even when all that is done, the part might not fit or work as originally intended. In some cases, parts are predeformed in order to compensate for inaccuracies during the process. All this basically means that engineers and specialists will need to go back to review the CAD design and processes, which take up a lot of time, and sometimes the problems can’t even be corrected, so the item being produced is good for scrap, which also means money lost.
With new software being commercially released later this year, Markforged promises to help companies struggling to accurately 3D print parts. Blacksmith AI is a new tool which automatically adjusts programming to ensure accurate additive production, which the company claims will enable more agile design, process adjustment and more dependable manufacturing. The software is said to create a continuous feedback loop to produce each 3D printed part as it has been designed in the CAD stage, cutting waste and reducing time to market in the process. In short, the design is analyzed, compared to scans of the part, and then the process is automatically modified to build the part as it was originally intended. Blacksmith is also a continuous learning platform, adapting to changes during the process throughout the use of the production machine, and even using cloud-based technologies that enable the connection of all the machines using it in factories around the world, meaning Blacksmith can learn at the speed of global production.
Join VP of Product Jon Reilly on Tuesday, July 23rd at 11am EDT for a LIVE demo of Blacksmith #AI.
Last May, 3DPrint.com spoke to Markforged founder Greg Mark about AI and he highlighted that “our machine learning software is letting the machine rewrite its own code”, so that “the machine can now improve itself”, letting manufacturers create dependable parts the first time, every time.
Markforged, a supplier of metal and carbon fiber AM systems, headquartered in Watertown, Massachusetts, recently hosted a live webinar to introduce Blacksmith, stating that it is the first artificial intelligence-powered software that makes manufacturing systems ‘aware’, enabling them to automatically adjust programming to ensure every part is produced as designed. Vice President of Product Jon Reilly explained how Blacksmith works and fits into adaptive manufacturing.
Markforged at the Rapid + TCT 2019 show
“Generally, 3D printers are far more repeatable than they are accurate. This is true with our plastic printers, our metal printers and basically with any printer that exists. That is just because there are errors that come in the toolpathing, but the printers can usually repeat the toolpath. Here, we are converging the actual accuracy of our parts towards the repeatability, so it would work in any printer, in any system that does this automatically, we are just trying to converge to our highest possible amount of accuracy,” suggested Reilly.
Jon Reilly, VP of Product at Markforged (Photo: Sarah Goehrke)
“We have been working with the software at predictively sintering or predictively scaling a part to make it more accurate, but its really hard because across a wide range of geometries, parts sinter and shrink in different ways, so this (Blacksmith) is the solution that actually nails that problem. Any sintering process, even metal injection moulding, goes through the same iterations because you have the same problem with getting accurate, but they are then incredibly repeatable,” he continued.
So, what does Blacksmith do? It 3D scans the part, then uploads the scan data to the system, automatically alters toolpaths without the engineer having to take any actions, and finally adapts each iteration. With a continuous feedback loop, Blacksmith learns from previous part production so parts become more accurate and precise with each print.
Blacksmith AI at work
Traditionally 3D printing of metal parts goes through the CAD design stage, then it is uploaded to a software that will automatically generate the 3D printing toolpath, and finally the printed part, which Reilly stated that in many cases its about 20 percent larger than the expected final outcome, which is usually compensated with washing and sintering to reduce the remaining metal powder. But then “the final metal part is probably not exactly CAD intent” so this means that “the system as a whole has no idea it doesn’t fit until the engineer tries to install that part in the application designed”. The expert stated that “if you have to change something, you have to go all the way back to the CAD board”.
“All of a sudden, it does become menacing, because when you have to alter part dimensions to compensate for a print error, the CAD rework is labor and time-intensive. Which is why we thought about a new way to get around this which didn’t involve unit tests (printing small portions of a part), measuring the part afterward and adjusting the dimensions, or post machine parts because altering CAD has unintended consequences. So we started thinking about closed-loop systems and the basis of Blacksmith is that we are going to connect the 3D printers from Markforged with the inspection equipment that the company already has, and use AI to automatically adapt the design to be closer to the CAD intent so that the next print is better,” explained Reilly.
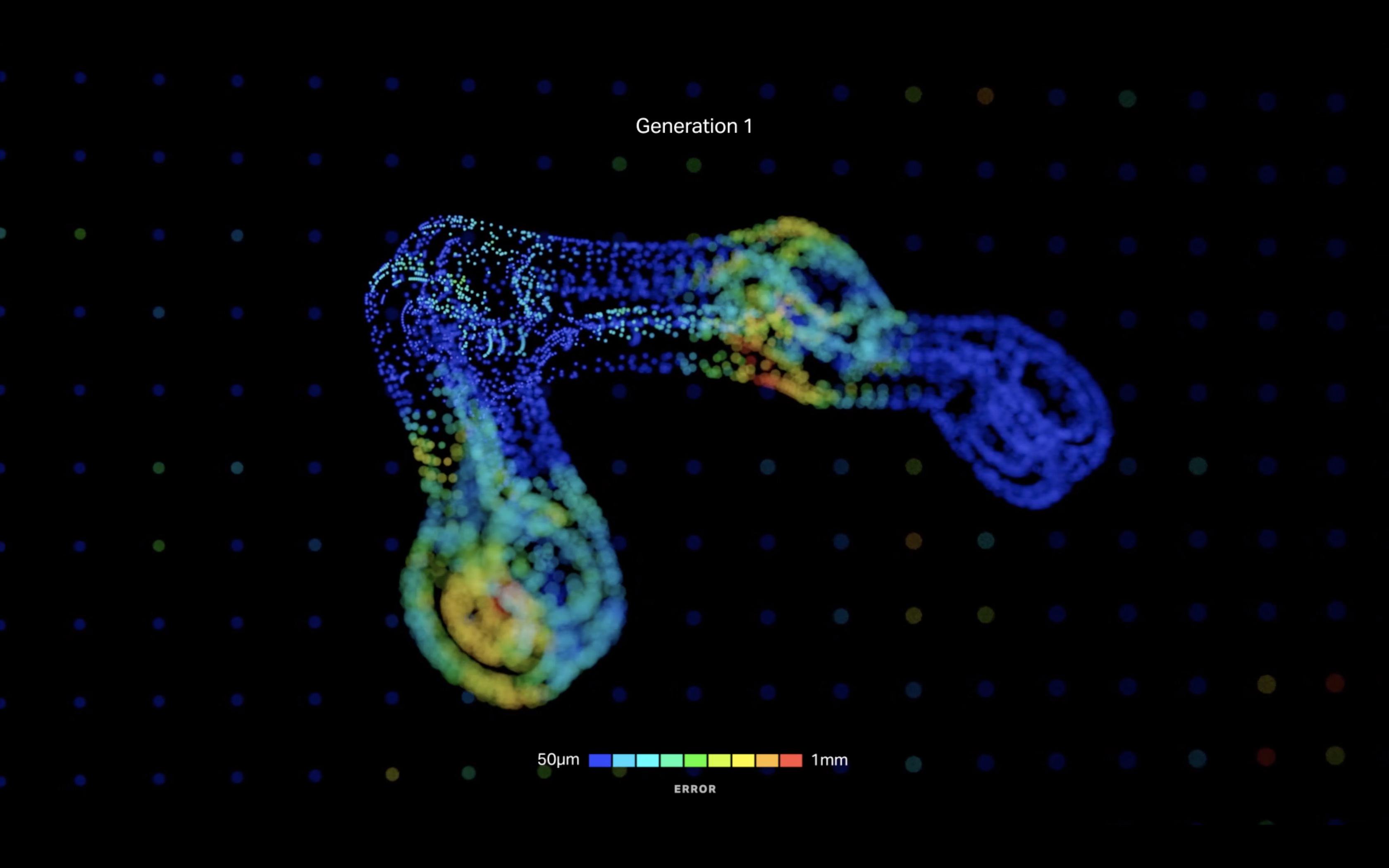
During the webinar, Reilly attempted a demonstration using Blacksmith and the first iteration of a wrench which had been 3D printed inaccurately and needed adjustments. After dropping the wrench into the fixture, Reilly grasped the scanning arm by the grip and released it from its rest position, which he connected via the API to do three quick fixture registration points and then simply started scanning the part, the Blacksmith software smartly knows what the part and fixture are, and appears to be intelligent so that when Reilly placed his hand under the scan, the fingers didn’t show up on it. After three attempts, he gets the complete scan of the part and a map showing its geometry with all the associated data points, lined out in different colors showing whether the parts are accurate or not. The software will automatically detect the areas that are not appropriate with what was intended in the CAD design (in red) and automatically adjust that part so that next time, it will come out right.
Jon Reilly scans the piece during the Markforged webinar
“Blacksmith effectively automates the alteration of the CAD intent, since Blacksmith reslices parts for you, leaving the CAD design as the ‘ground source of truth’. Eventually, because it is learning every part that it scans and every adjustment that it has to make, it will start automatically adjusting so that the number of iterations to get to a perfect part go from three (which is where we are at today) to just one, and ultimately the first time you print it will be exactly as you intend it.”
Using Blacksmith AI software to detect mistakes in the wrench iteration during the webinar
The firm asserts that AI will reinvent the process completely to improve the way machines work and adaptive manufacturing will generate toolpaths based on previously inspected parts, boosting throughput and accuracy. They consider there are a few changes Blacksmith will make when it comes to adaptive manufacturing:
Using Blacksmith suggests there will be a lot less waste because the process won’t drift out of the intended spec and avoid making parts that cant be used without human intervention.
Blacksmith will lower parts costs globally saving money for manufacturers and consumers because there will be less waste, higher yields, and efficiency with more predictable part outcomes.
Blacksmith will usher in a new era in 3D printing metal by predicting and compensating for the variability introduced with the sintering process. Every time a part is printed and sintered, Blacksmith learns more about how 3D printed metal is made and applies that learning to every future print.
Blacksmith will combine AI and cloud-based technologies for all manufacturing, not just 3D printing meaning that eventually, Blacksmith might be able to tell you what works and what doesn’t work in 3D printing.
Set to be released later this year, Blacksmith will initially work only with Markforged Metal X and X7 3D printing systems, but the long-term goal is to make it compatible with all manufacturing machinery. In 2020 Blacksmith, could also be available to CNC machining and other manufacturing processes. It is also likely that some subscription might be associated with Blacksmith, but no announcements will be made just yet.
Reilly noted that there will be a lot of options in Blacksmith that control the mechanical process and all of the information will feed into the AI and will be adjustable over time.
“After what we believe will be a short period of time, AI will be intelligent enough to automatically adapt across a wide range of geometries it hasn’t seen before to create the part that we are trying to make. Blacksmith is getting its data from all of the people who are uploading their information to the cloud to take advantage of the collective learning (this can be turned off if for some reason the company doesn’t want to share the data). Also, since we assume your CAD is the source of the design intent, and we want to keep that, the changes won’t go into CAD, just to the machines actually producing the parts, so that the machines are actually the ones that learn and adapt,” he concluded.
We still need to wait for Blacksmith to come out, but if we think about the meaning of the term Blacksmith, which goes way back over 10 centuries, it was one of the most important trades, often seen as respected artisans, their ability to ‘conjure’ objects and weaponry from crude iron ore was regarded in much the same light as the revered alchemists. So if blacksmiths used to be known as the kings of all trades because of their ability to create tools, perhaps the vision at Markforged will follow that path and beyond, helping companies find precision and mastery, in manufacturing.
In today’s 3D Printing News Briefs, we’re starting with a couple of stories from the recent Paris Air Show: TUSAS Engine Industries has invested in GE Additive technology, and ARMOR explained its AM materials partnership with Airbus. Moving on, Formlabs just hosted some live webinars, and PostProcess Technologies released a whitepaper on surface finishing metal 3D printed parts. Modix is sharing a lot of news, including four new 3D printer models, and finally, FormFutura has introduced sustainable packaging.
TEI Invests in GE Additive Technology
TUSAŞ Engine Industries, Inc. (TEI), founded in Turkey as a joint venture in 1985, has invested in GE Additive‘s direct metal laser melting (DMLM) technology. GE Additive announced at the recent Paris Air Show that TEI had purchased two of its M LINE factory systems and two M2 cusing machines. While the financial terms of the investment were not disclosed, the 3D printers will be installed at TEI’s Eskişehir headquarters, joining its current fleet of laser and Arcam EBM printers.
Professor Dr. Mahmut Faruk Akşit, President and CEO of TEI, said, “Today, we invest in TEI’s future by investing in additive manufacturing, ‘the future of manufacturing.’ Our longstanding partnership and collaboration with GE is now broadening with GE Additive’s machine portfolio.”
Armor and Airbus Partner Up for Aerospace 3D Printing
Air pipe prototype printed using the Kimya PLA HI (Photo: ProtoSpace Airbus)
Continuing with news from the Paris Air Show, ARMOR Group – a French multinational company – was also at the event, exhibiting its Kimya materials and a miniFactory printer, as well as its new aeronautics filament, PEI-9085. While there, ARMOR also met up with Airbus, which has frequently used 3D printing to create parts and prototypes, such as an air nozzle for the climate control system of its 330neo passenger cabin. The company has now requested ARMOR’s expertise in better qualifying its materials in order to standardize its own AM process.
“We have qualified the PLA-HI and PETG-S. We are currently testing more technical materials, such as the PETG Carbon before moving on to the PEI and PEEK. We have requested a specific preparation to make it easier to use them in our machines,” Marc Carré, who is responsible for innovation at Airbus ProtoSpace in Saint-Nazaire,
“We expect to be able to make prototypes quickly and of high quality in terms of tolerances, aesthetics and resistance.
“Thanks to ARMOR and its Kimya range and services, we have found a partner we can share our issues with and jointly find solutions. It is very important for us to be able to rely on a competent and responsive supplier.”
Webinars by Formlabs: Product Demo and Advanced Hybrid Workflows
Recently, Formlabs hosted a couple of informative webinars, and the first was a live product demonstration of its Form 3. 3D printing expert Faris Sheikh explained the technology behind the company’s Low Force Stereolithography (LFS) 3D printing, walked through the Form 3’s step-by-step-workflow, and participated in a live Q&A session with attendees. Speaking of workflows, Formlabs also held a webinar titled “Metal, Ceramic, and Silicone: Using 3D Printed Molds in Advanced Hybrid Workflows” that was led by Applications Engineering Lead Jennifer Milne.
“Hybrid workflows can help you reduce cost per part and scale to meet demand, while taking advantage of a wider range of materials in the production of end-use parts,” Formlabs wrote. “Tune in for some inspiration on new ways of working to advance your own process or to stay on top of trends and capabilities across the ever-growing range of printable materials.”
PostProcess Whitepaper on 3D Print Surface Finishing
PostProcess Technologies has released its new whitepaper, titled “Considerations for Optimizing Surface Finishing of 3D Printed Inconel 718.” The paper discusses a novel approach to help improve surface finish results by combining a patent-pending chemistry solution and software-driven automation. Using this new approach, PostProcess reports increased consistency and productivity, as well as decreased technician touch time. The whitepaper focuses on surface finishing 3D prints made with alloys and metals, but especially zeroes in on nickel superalloy Inconel 718, 3D printed with DMLS technology.
“With current surface finishing techniques used that are largely expensive, can require significant manual labor, or require the use of hazardous chemicals, this paper analyzes the benefits of a novel alternative method for post-printing the part’s surface,” PostProcess wrote. “Key considerations are reviewed including part density and hardness, corrosion (chemical) resistance, grain structure, as well as manufacturing factors including the impact of print technology and print orientation on the surface profile.”
Modix Announces New 3D Printers, Reseller Program, and Executive
Israel-based Modix, which develops large-format 3D printers, has plenty of news to share – first, the company has come out with four new 3D printer models based on its modular design. The new models, which should be available as soon as Q3 2019, are the 1000 x 1000 x 600 mm Big-1000, the 600 x 600 x 1200 mm Big-120Z, the 1800 x 600 x 600 mm Big-180X, and the 400 x 400 x 600 mm Big-40. Additionally, the company has launched a reseller program, where resellers can offer Modix printers to current customers of smaller printers as the “best next 3D printer.” Finally, Modix has appointed 3D printing veteran John Van El as its new Chief Commercial Officer; he will help build up the company’s partner program.
“We are proud to have John with us,” said Modix CEO Shachar Gafni. “John brings aboard unique capabilities and experiences strengthening Modix’s current momentum on the path to become a global leader in the large scale 3D printing market.”
Dutch filament supplier FormFutura wants to set an example for the rest of the industry by not only raising awareness about sustainability, but also by stepping up its own efforts. That’s why the company has moved completely to cardboard packaging – all of its filaments up to one kilogram will now be spooled onto fully recyclable cardboard spools, which will also come in cardboard boxes. All of FormFutura’s cardboard spools and boxes are manufactured in its home country of the Netherlands, which helps reduce its carbon footprint in terms of travel distance, and the material is also a natural drying agent, so it will better protect filament against humidity.
“Over the past couple of months we’ve been brainstorming a lot on how we can make FormFutura more sustainable and help renew our branding. As over this period we have received feedback from the market about helping to find a viable solution to the empty plastic spools, we started setting up a plan to reduce our carbon footprint through cardboard spools,” said Arnold Medenblik, the CEO of FormFutura. “But as we got to working on realizing rolling out cardboard spools, we’ve also expanded the scope of the project to include boxes and logistics.”
Because the company still has some warehoused stock on plastic spools, customers may receive both types of packaging during the transition.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
We’ve got business, events, software, and materials news for you in today’s 3D Printing News Briefs. MELD has introduced a new operator training course, and Protolabs is launching a range of secondary services. AMUG announced the keynote speakers for its upcoming conference, while the call has gone out for submissions to the 2019 Altair Enlighten Award. This week at SOLIDWORKS WORLD 2019, Stratasys introduced AdvancedFDM software for GrabCAD Print. Finally, a gold partner at America Makes has created an Ultem 9085 materials database for FDM 3D printing, and 3D MicroPrint is using a powder rheometer to push the limits of additive manufacturing.
MELD Manufacturing Offers Training Program
MELD Manufacturing Corporation is launching a new operator training program to teach participants how to operate its award-winning technology, which uses an innovative no-melt process to additively manufacture, repair, coat, and join metals and metal matrix composites. The 4-day courses will provide both classroom instruction and hands-on machine training, and attendees will also review the history of MELD’s development.
“This program creates certified MELDers and delivers the capacity to integrate and innovate with MELD. Our customers have raved about the elegance of the MELD process and the ease of training. We’re excited to offer more of these opportunities,” said MELD’s CEO Nanci Hardwick.
The size of the classes, which will be held at MELD’s Virginia headquarters, will be limited so that each attendee can have the maximum amount of machine time in order to become certified, so you should register ASAP.
Protolabs Launches Secondary Services in Europe
Protolabs is a digital manufacturing source for custom prototypes and low-volume production parts and offers all sorts of traditional and additive manufacturing services. This week, the company announced that it was introducing detailed measurement and inspection reporting, which will be only the first part of its newly launched in-house Secondary Services across Europe. These services will provide support for the company’s On-Demand manufacturing requirements, and will also help in launching more value-add secondary operations, like assembly and surface treatment, in the future.
“Our customers really value our rapid manufacturing services for low-volume parts and prototypes, but they now want the benefit of On-Demand manufacturing for production parts, which have higher expectations for sampling, measurement and process documentation,” said Stephen Dyson, Protolabs’ Special Operations Manager. “The marked increase from customers across all industries wanting to take advantage of the speed and flexibility of On-Demand manufacturing brings with it a desire to simplify the supply chain. We are offering Secondary Services to reduce the number of process steps that the customer has to manage, saving time and resources.”
Protolabs will hold a webinar for designers and engineers on February 28th as part of its Secondary Services launch.
AMUG Announces Keynote Speakers
L-R: Brian McLean, Brad Keselowski, Todd Grimm
The Additive Manufacturing Users Group (AMUG) recently announced who the keynote speakers will be for its 2019 conference, which will be held in Chicago from March 31st to April 4th. The conference, which will have nearly 200 presentations, workshops and hands-on training sessions, is designed for both novice and experienced additive manufacturing users, and the three keynote speakers will address the use of additive manufacturing in a variety of different applications. Brian McLean, the director of rapid prototype for LAIKA, will take attendees on a visual journey of how 3D printing has helped to redefine stop-motion animation, while NASCAR driver Brad Keselowski, the owner and founder of Keselowski Advanced Manufacturing (KAM), will share how technology such as 3D printing can help companies win the race. Finally, Todd Grimm, the president of T. A. Grimm & Associates, is returning to the conference as a keynote speaker again.
“We are extremely excited about our 2019 AMUG Conference keynote speakers,” said Gary Rabinovitz, the AMUG chairman and chair of its program committee. “They will provide a snapshot of the most transformative ideas shaping the AM industry today.”
2019 Altair Enlighten Award Submissions
Michigan-based technology company Altair, together with the Center for Automotive Research (CAR), are now taking submissions from around the world for the 2019 Enlighten Award, which is the only award from the automotive industry for dedicated lightweighting. The award will be presented in the categories of Full Vehicle, Module, Enabling Technology and The Future of Lightweighting, and winners will be recognized during the CAR Management Briefing Seminars (MBS), along with getting the chance to ring the Nasdaq stock market opening bell in New York. Suppliers and manufacturers can learn more about the criteria and submit an entry for the awards here.
“We are pleased to continue our collaboration with Altair because of their global leadership in solutions that produce the optimal balance between weight, performance and cost. This award helps drive innovation in lightweighting, which is critical to the success of e-mobility solutions,” said Carla Bailo, the President and CEO of CAR. “We can’t wait to see the key contributions the 2019 nominations will bring in new approaches to automotive engineering and design, contributing to further reductions in weight, fuel consumption, and emissions.”
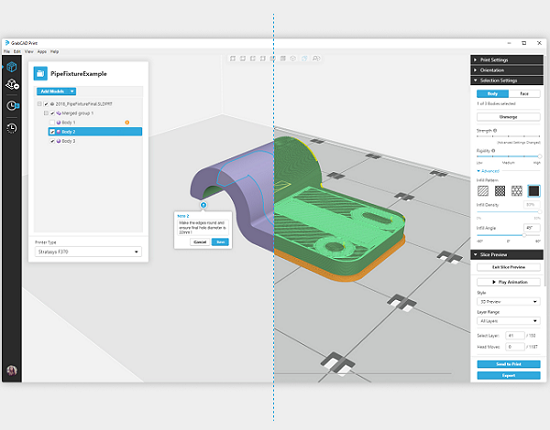
Stratasys Announces AdvancedFDM Software for GrabCAD
At this week’s SOLIDWORKS World 2019 in Dallas, Stratasys introduced a new feature for its GrabCAD Print software that will remove more complexity from the design-to-3D print process. Advanced FDM will use intuitive model interaction to deliver lightweight yet strong and purpose-built parts to ensure design intent, and is available now via download with GrabCAD Print from versions 1.24 on up. The software feature will help users avoid long, frustrating CAD to STL conversions, so they can work in high fidelity and ramp up parts production, and it also features CAD-native build controls, so no one needs to manually generate complex toolpaths. Advanced FDM can automatically control build attributes, as well as calculate 3D print toolpaths, in order to streamline the process.
“For design and manufacturing engineers, one of the most frustrating processes is ‘dumbing down’ a CAD file to STL format – only to require subsequent re-injection of design intent into the STL printing process. This software is engineered to do away with this complexity, letting designers reduce iterations and design cycles – getting to a high-quality, realistic prototype and final part faster than ever before,” said Mark Walker, Lead Software Product Manager at Stratasys.
America Makes Ultem 9085 FDM Properties in Database
America Makes has announced that its gold-level member, Rapid Prototype + Manufacturing LLC. (rp+m), has created and delivered a complete, qualified database of material properties for the FDM 3D printing of high-performance ULTEM 9085 thermoplastic resin. This comprehensive database, which features processing parameters and both mechanical physical properties, was released to America Makes, and the rest of its membership community, in order to ensure the widespread use of the Type I certified material for 3D printed interior aircraft components. The database is available to the community through the America Makes Digital Storefront.
“The qualification of the ULTEM 9085 material and the establishment of the material properties database by the rp+m-led team are huge steps forward for AM, particularly within the aerospace and defense industries. On behalf of all of us at America Makes, I want to commend rp+m and its team for enabling the broad dissemination of the collective knowledge of ULTEM 9085 for the innovation of future part design,” said Rob Gorham, the Executive Director of America Makes. “The ability to use AM to produce parts with repeatable characteristics and consistent quality for certifiable manufacturing is a key factor to the increased adoption of AM within the multi-billion dollar aircraft interior parts segment.”
3D MicroPrint Identifying Ultra-Fine 3D Printing Powders
Additive Manufacturing Powder Samples
Germany company 3D MicroPrint uses 3D printing to produce complex metal parts on the micro-scale with its Micro Laser Sintering (MLS) technology, and announced that it is using the FT4 Powder Rheometer from UK-based Freeman Technology, which has over 15 years of experience in powder characterization and flow, in order to push the technology to its limits by identifying ultra-fine metal powders that will process efficiently. The system can differentiate raw powder materials, less than five microns in size, with the kinds of superior flow characteristics that are needed to produce accurate components using 3D MicroPrint’s Micro Laser Sintering (MLS) technology.
“With MLS we are essentially pushing standard AM towards its performance limits. To achieve precise control at the micro scale we spread powders in layers just a few microns thick before selectively fusing areas of the powder bed with a highly focused laser beam. The ultra-fine powders required typically behave quite differently to powders of > 25µm particle size,” explained Joachim Goebner, the CEO at 3D MicroPrint. “We therefore rely on the FT4 Powder Rheometer to identify materials which will perform effectively with our machines, with specified process parameters. Before we had the instrument selecting a suitable powder was essentially a matter of trial and error, a far less efficient approach.”
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
CNH Industrial is a global leader in capital goods, employing more than 63,000 people in 66 manufacturing plants and 53 research and development centers in 180 countries. It oversees 12 brands, including Iveco, which is dedicated to the creation of safe, efficient and sustainable vechiles. Like so many manufacturing companies, Iveco recently turned to 3D printing, particularly for the fabrication of jigs and fixtures. About a year ago, the company acquired a Roboze One+400 3D printer,
Roboze has introduced several new 3D printer models since the One+400, but that particular model has been a reliable point of pride for the company. Released in 2016, the One+400 was the first affordable desktop 3D printer capable of printing with high-performance, industrial-grade polymers like PEEK and PEI. Other 3D printer with those capabilities have come out since then, but the Roboze One+400 will always be known as the first, and its reliability has kept it a popular choice even in an increasingly competitive field. Only months later, Roboze introduced a revamped, industrial version of the 3D printer, and then a year after the original was released, the company upgraded it to print with even more high-performance materials.
“We decided to invest in the Roboze One+400 among other solutions of the same kind because it allows us to choose a wide range of technical materials and consequently permits to realize equipments that can be used in contact with paints or in ovens that can reach very high temperatures,” said Eng. Grazia Cappiello, engineer at the Manufacturing, Equipment and Tooling department at CNH Industrial. “Moreover, Roboze’s materials can be used in direct contact with aesthetic parts of the vehicle, not releasing any residues and/or abrasions.”
One year after acquiring the Roboze 3D printer, CNH Industrial is happy to announce that it has significantly cut costs and sped up production at its Iveco plant. The printer has allowed the company to produce parts with extreme precision, adapting them to different shapes, ergonomics and weight needs – and to do so faster and at less cost than traditional production techniques. It now produces these parts on demand, reducing the need for inventory space, and also produces them more sustainably, as 3D printing creates less waste than other production techniques.
Roboze and CNH Industrial will be providing more details about how 3D printing has changed Iveco’s manufacturing practices for the better in an upcoming webinar on January 10th at both 10:00 AM and 5:30 PM CET. You can learn more about the webinar and how to register for it here.
“We decided to make our end users closer to the real advantages of Roboze technologies, on a specific application, such as tooling, that is fundamental in all manufacturing companies of the world,” said Ilaria Guicciardini, Marketing Director at Roboze. “Working with Roboze 3D printing solutions today means creating critical competitive advantages in a medium-long term. Speeding up the response to market with, at the same time, a significant reduction of manufacturing costs becomes possible and accessible. The CNHi case is a tangible evidence.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.