
A team of researchers from Zhejiang University and De Montfort University have 3D printed a multi-layer drug delivery device (DDD) capable of delivering more than one drug to different parts of the gastrointestinal system. With its characteristic core-shell geometry, the DDD can be loaded with different medicines for a variety of slow and fast release […]
Nanofabrica raises $4m in investment round led by Microsoft-backed M12 and Nextleap Ventures
Nanofabrica, the Israeli developer of precision additive manufacturing technologies, has raised $4m of investment in a funding round led by Microsoft’s venture arm M12 and venture capitalists NextLeap Ventures. The latest round of funding takes the total raised to $7m, which will be used to further the company’s research and development goals, in addition to […]
Zhejiang researchers develop modular 4D printed assembly
Researchers in China have presented a study on a modular method of 4D printing that aims to overcome the geometrical limitations of the process. The advantage of 4D printing, based on a digitally controlled 2D-to-3D transformation, is that it forgoes the layer-by-layer fabrication process of 3D printing, resulting in a faster production method. However, the […]
Researchers develop guidelines for 3D printing miniature soft robots in high resolution
Singapore University of Technology and Design (SUTD), Southern University of Science and Technology (SUSTech) and Zhejiang University (ZJU) have collaborated on the development of process flow guides for 3D printing miniature soft robotic actuators. Demonstrating the applicability of their additive manufactured actuators, the researchers have produced a soft debris remover with an integrated miniature gripper. The […]
3D Printing Research CrAMmed: POSTECH, UCL, Zhejiang University, Boston University
In this edition of our additive manufacturing research digest CrAMmed, academics from Asia, Europe, and the U.S. integrate additive manufacturing and 3D bioprinting to develop regenerative nose cartilage as well as complex presurgical tumor models. Also, 3D printed metamaterials are explored to address aircraft noise pollution as well as to further laboratory chemical supplies. 3D […]
China: Zhejiang University Researchers Evaluate Trends in Bioink Printability

As Chinese researchers from Zhejiang University point out in their recently published article, ‘Trends on physical understanding of bioink printability,’ the future of bioprinting is only as promising as the available materials. Authors Jun Yin, Dengke Zhao, and Jingyi Liu state that even with the increasing popularity of bioprinting among the scientific research and medical community, the expansion of new bioinks—and especially the development of them as raw materials—is being ‘largely ignored.’
Such efforts are required to propel bioprinting further, and the scientists emphasize previous work by Huang’s research group at University of Florida (Appl. Phys. Rev. 2018, 5, 041304) as it offers a good understanding of details surrounding bioink and its printability issues today. Bioprinting is showing itself to be useful in applications beyond just growth of tissue in the lab, to include success in regenerative medicine, drug screening, and physiological modeling.
Raw materials include:
- Living cells
- Extracellular matrix materials
- Cell media
- Other additives
Again, the researchers emphasize that much more attention must be paid to printability issues, focusing on droplet-based bioprinting and filament-based bioprinting.
“For Newtonian bioinks, the successful droplet formation usually consists of liquid ejection and stretching, breakup/pinch-off, contraction and breakup of tails, and recombination of primary and satellite droplets. For non-Newtonian bioinks, four breakup types, namely front pinching, hybrid pinching, exit pinching, and middle pinching, have been identified based on the first pinch-off location.
“Moreover, cell-laden bioink has a smaller ejected fluid volume, lower droplet velocity, and longer breakup time compared to a hard bead (polystyrene)-laden suspension.”
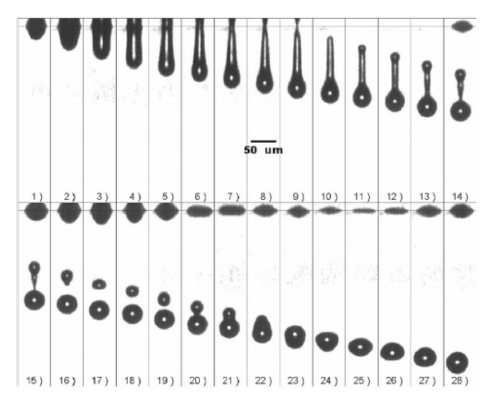
Figure 1 – Representative images of successful droplet formation process during DOD inkjet printing of Newtonian glycerol solutions [4].
Reprinted with permission from Ref. [4], Copyright 2006, American
Institute of Physics
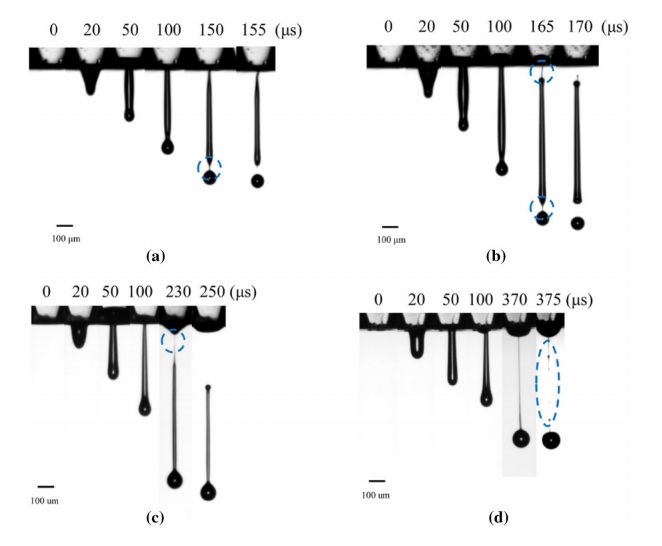
Figure 2A. Four pinch-off types during DOD printing of alginate solutions: a. front pinching, b. hybrid pinching, c. exit pinching, and d. middle pinching [5]. Reprinted with permission from Ref. [5], Copyright 2017, American Chemical Society
The researchers created diagrams (see figures 3 and 4) to better illustrate the process of printability with bioink:
“The Z number (the inverse of Ohnesorge number) and capillary number (Ca) were used along with the Weber number (We) to capture printing conditions’ infuence by phase diagrams of Newtonian bioinks (Fig. 3). The Weissenberg (Wi) and Deborah (De) numbers were utilized for the evaluation of non-Newtonian bioinks printability in the phase diagram (Fig. 4).”
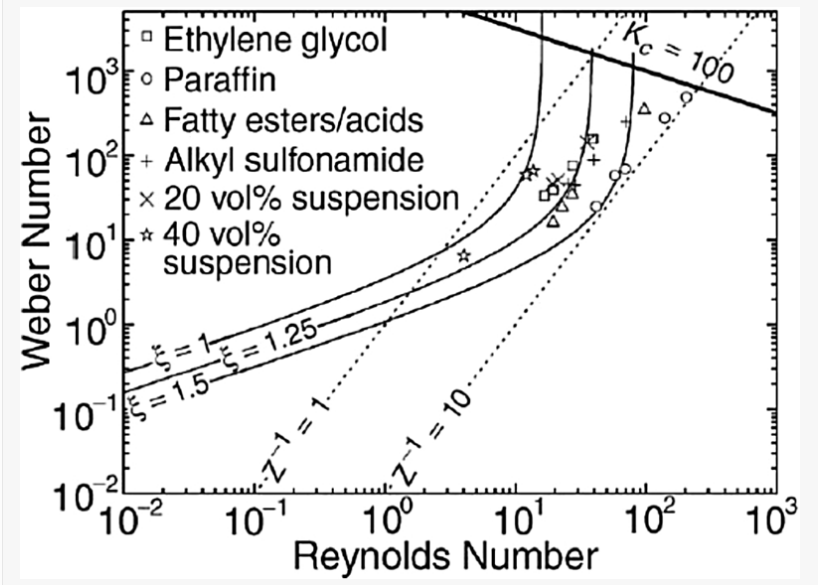
Figure 3 – Example phase diagram during DOD inkjet printing of particle-filled inks [6]. The solid curves indicate contours of equal maximum droplet spreading. The dotted lines indicate the boundaries of fluid properties typical of inkjet printers, and the bold line in the upper-right corner indicates the onset of splashing. Reprinted with permission from Ref. [6], Copyright 2003, Cambridge University Press
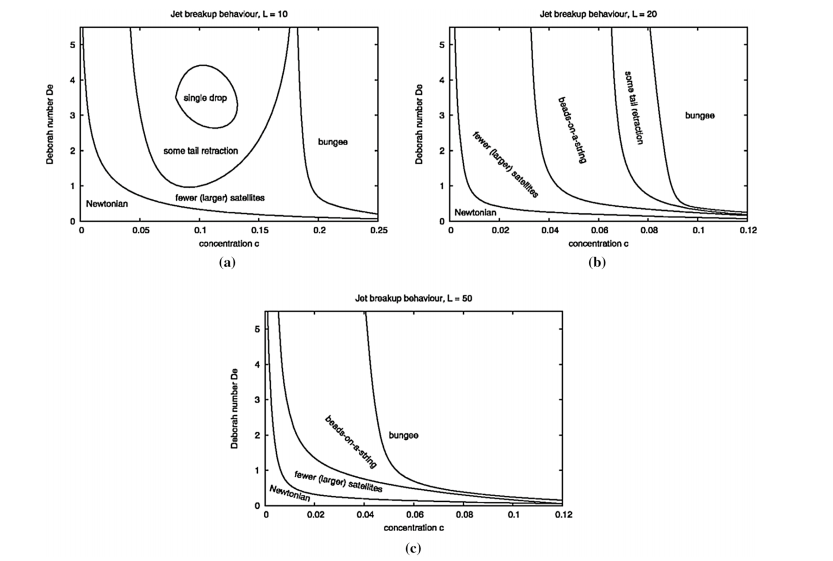
Figure 4 – Phase diagrams gained via numerical simulations showing the jet breakup behavior in different regions of the viscoelastic parameter space, aL = 10, bL = 20, cL = 50. In which, c and L represents the concentration and molecule extensibility of non-Newtonian inks, respectively [7]. Reprinted with permission from Ref. [7], Copyright 2010, Springer Nature
The team also reviewed bioink printability regarding extrusion-based bioprinting, to include self-supporting mechanisms:
“During self-supporting rapid solidification printing, operating conditions usually determine the flament size and printing resolution, including nozzle diameter, dispensing pressure, pathway height, path width, and print speed.”
The team assessed seven different types of filament for extrusion printing, and illustrated printability with dimensionless ratios and storage modulus ratio—along with the Oldroyd number demonstrating yield area dimensions.
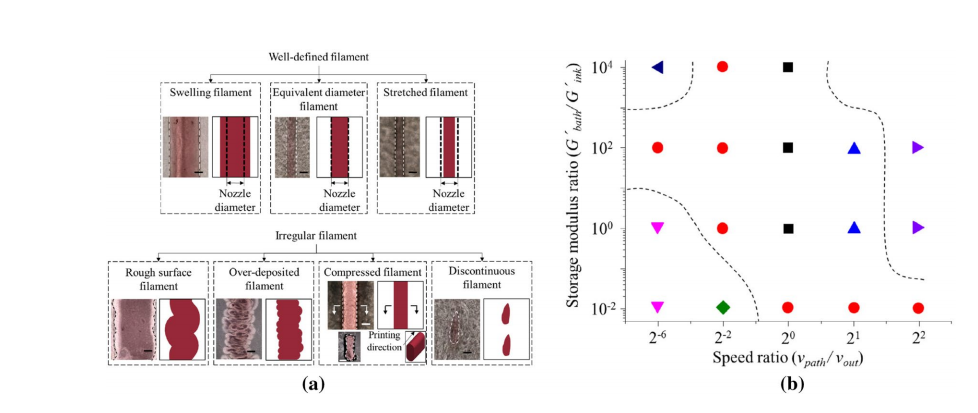
Fig. 5A Different types of flaments during support bath-enabled printing. b Phase diagram during support bath-enabled printing [8]. Reprinted with permission from Ref. [8], Copyright 2017, Elsevier
Overall, the researchers offer a complete picture regarding progress in bioink studies. They point out too that because digital light processing (DLP) is also considered a suitable method for ‘indirect bioprinting,’ it would be a ‘promising’ topic to explore in the future.
The study of materials in 3D printing may be much more fascinating you ever realized, mainly due to the potential for so many different types of innovation. While a variety of polymers, metals, and alternative materials are available, the study of bioinks continues to grow along with the science of bioprinting, leading to incredible strides in the medical field. Find out more about current advancements in bioink here.
Discuss this article and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: Trends on physical understanding of bioink printability]
Electro-Assisted 3D Bioprinting Method for Low-Concentration GelMA Microdroplets
While low-concentration gelatin methacryloyl (GelMA) is biocompatible with 3D bioprinted cell‐laden structures, because of its low viscosity it’s hard to stably make organoids, and even microdroplets, with the material. A team of researchers from Zhejiang University in China focused on fixing this problem in a recently published paper, titled “Electro-Assisted Bioprinting of Low-Concentration GelMA Microdroplets.”
The abstract reads, “Here, a promising electro‐assisted bioprinting method is developed, which can print low‐concentration pure GelMA microdroplets with low cost, low cell damage, and high efficiency. With the help of electrostatic attraction, uniform GelMA microdroplets measuring about 100 μm are rapidly printed. Due to the application of lower external forces to separate the droplets, cell damage during printing is negligible, which often happens in piezoelectric or thermal inkjet bioprinting. Different printing states and effects of printing parameters (voltages, gas pressure, nozzle size, etc.) on microdroplet diameter are also investigated. The fundamental properties of low‐concentration GelMA microspheres are subsequently studied. The results show that the printed microspheres with 5% w/v GelMA can provide a suitable microenvironment for laden bone marrow stem cells. Finally, it is demonstrated that the printed microdroplets can be used in building microspheroidal organoids, in drug controlled release, and in 3D bioprinting as biobricks.”
They prepared a prepolymer solution by dissolving freeze-dried GelMA “in modified eagle medium (MEM) at a concentration of 5% (w/v) containing lithium phenyl-2, 4, 6-trimethylbenzoylphosphinate (LAP) at a concentration of 0.5% (w/v),” and then filtering it for sterility, before measuring its viscosity.
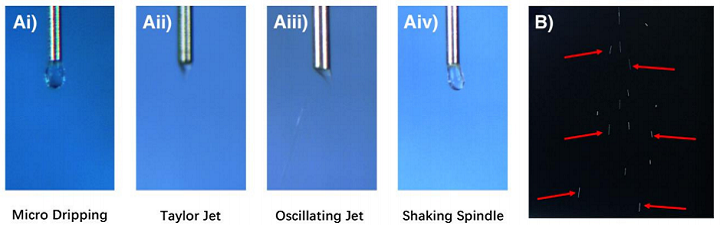
Images of different printing states. A) Printing states around the nozzle. B) Continuous atomization in Taylor Jet printing state.
Compressed air was used to feed the bioink into the electro-assisted device.
“Additionally, for preventing the returning of the microdroplets resulting from the attraction of the metal ring, a metal plate connected with the high voltage was placed below the electro-assisted module,” the researchers wrote. “A petri dish with silicon oil was placed on the metal plate as a droplets receiver. The 405nm wavelength light was utilized for the crosslinking of GelMA.”
The team conducted several experiments with their bioink and electro-assisted bioprinting device, including using a high-speed camera, which was set at 1600fps, to examine the various printing states of low-concentration GelMA droplets near the nozzles under the electro-assisted procedure and evaluating the effect on GelMA microsphere size of electrospray parameters.
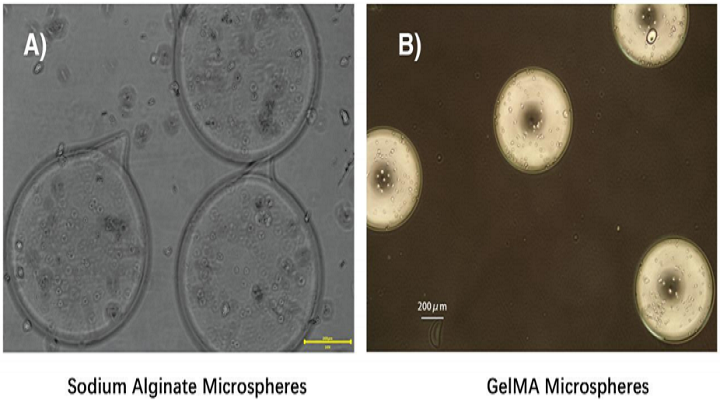
Confocal Fluorescent Microscopy and Scanning Electron Microscopy (SEM) were both used to complete a series of profile characterizations in order to check out the chemical and physical environment that had been set up by the microspheres. The researchers also analyzed the 5% (w/v) GelMA degradation profile, tested the GelMA bioink’s stress-strain curve, and analyzed the pore area of the 5% (w/v) GelMA material.
The testing of the GelMA’s stress-strain curve and degradation profile.
“The SEM images of the inner morphology were imported into ImageJ software and transformed into 8-bits gray scale images,” the researchers wrote. “Then, the pore areas of the gray scale images were analyzed. The area frequency distribution and the normal distribution data were calculated. After that, the data were plotted as the form of distribution histogram and normal distribution curve.”
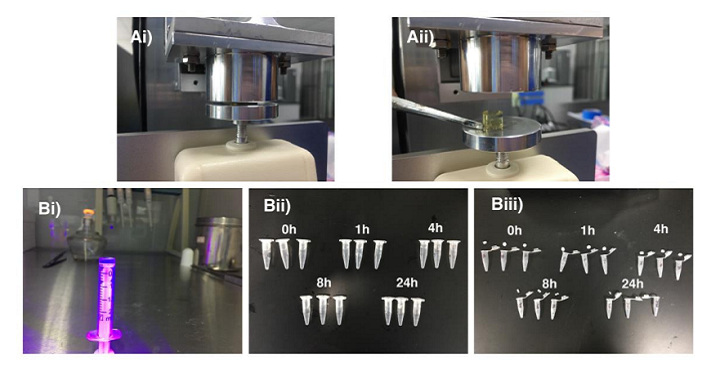
The researchers also examined the potential for using their electro-assisted GelMA microspheres method in a variety of applications, such as cellular encapsulation, drug-controlled release, and 3D bioprinting. To set up a device for 3D inkjet bioprinting, the team used PLA material to fabricate a special fixture on an FDM 3D printer, which was then added to the electro-assisted printing device.
“The metal nozzle was fixed on the fixture and its tip was grounded. Below it, a metal plate was connected with the high voltage,” the researchers explained. “The GelMA bioink with fluorescent particles as above was placed in the syringe of the electro-assisted printing device.”
The confocal fluorescent microscopy images of BMSCs encapsulated in 5% (w/v) GelMA.
In order to examine the printability, the team set low gas pressure (0.5kPa) and high gas pressure (1.5kPa), and the microdroplets were extruded down onto filter paper below, which was exposed to 405 nm wavelength light for crosslinking and observed under the confocal fluorescence microscopy after printing was complete.
The team’s research showed that electro-assisted 3D bioprinting of low concentration GelMA microdroplets has a lot of potential in applications such as organoid building, drug delivery, and cell therapy.
Co-authors of the paper are Mingjun Xie, Qing Gao, Haiming Zhao, Jing Nie, Zhenliang Fu, Haoxuan Wang, Lulu Chen, Lei Shao, Jianzhong Fu, Zichen Chen, and Yong He.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Researchers develop 3D printed interfaces for enhanced signaling in neurological devices
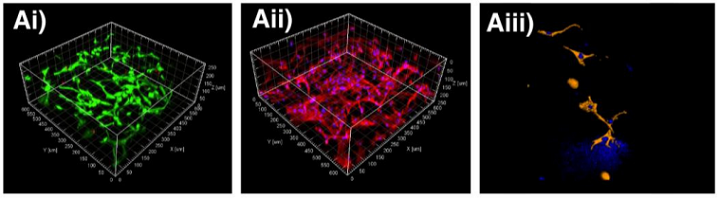
A team of Chinese and Taiwanese researchers from such institutes as Zhejiang University (ZJU), Taipei Medical University, and National Central University (NCU) have used Aerosol Jet Printing (AJP) to develop 3D nanostructural coatings that enhance signaling in 3D printed neurological devices. The research paper, published in Advanced Materials explains, “Over the past two decades, prosthetic devices […]
Zhejiang University’s largest movable 3D printed grotto depicts origins of Chinese Buddhist art
Conservationists from the Yungang Grottoes Research Institute and Zhejiang University (ZJU) have created movable replicas of its 3D printed ancient Buddhist statues. The Yungang Grottoes, a UNESCO world heritage site located west of Beijing near the city of Datong, contains over 50,000 statues, carved into golden sandstone cliffs and displays the origins of Chinese Buddhist […]
Researchers Use Cross-Linking Strategy to Improve SLA 3D Printing, Focus on Polyurethane-Acrylate
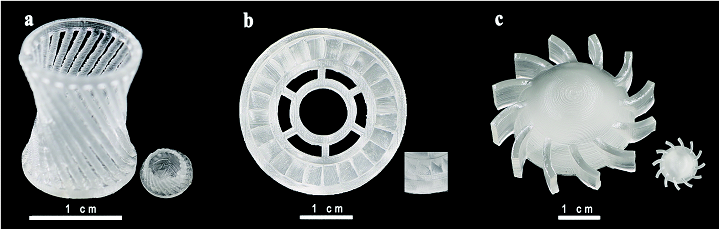
Optical images of SLA 3D printed complex-shaped parts. (a) Hollow glass; (b) gear wheel and (c) the spiral piece.
Stereolithography, also referred to as SLA and SL, was the first 3D printing method invented, and while for a long time it was only considered to be a prototyping solution, we’re long past those days. This versatile technology can produce accurate, high-resolution parts with smooth surfaces, diverse build sizes, consistent properties throughout, and can also access a wide range of material properties. All of these features explain why SLA is so often used now for applications in tooling and patterns, such as injection molding, investment casting, and thermoforming.
 A group of researchers from Zhejiang University in China recently published a paper, titled “A cross-linking strategy with moderated pre-polymerization of resin for stereolithography,” with the Royal Society of Chemistry. The study explains how the team worked to improve stereolithography, by providing parts, 3D printed with SLA technology, with better mechanical properties.
A group of researchers from Zhejiang University in China recently published a paper, titled “A cross-linking strategy with moderated pre-polymerization of resin for stereolithography,” with the Royal Society of Chemistry. The study explains how the team worked to improve stereolithography, by providing parts, 3D printed with SLA technology, with better mechanical properties.
The abstract reads, “Here, we demonstrate a cross-linking strategy used in the coating field to attain long chains for resin pre-polymerization to obtain final resin parts which can expand the application of SLA. Isophorone diisocyanate (IPDI), 2-hydroxyethyl methacrylate (HEMA) and polyethylene glycol (PEG)-based prepolymer have long chains, making it easier for them to form dense structures. However, the prepolymer has high viscosity and can solidify in the absence of a laser. Thus, three kinds of adjuvants were added to dilute the prepolymer to make the slurry suitable for 3D-printing. Slurries were cured with different laser powers and scanning speeds. Diluents are found to affect the curing properties differently. With the diluent 2-hydroxyethyl acrylate added into the prepolymer, shrinkage of printed parts is lower than 1.3%. With the diluent ethylene glycol monophenyl ether, the density range of printed parts is between 1.187 g cm−3 and 1.195 g cm−3, which is higher than that of commercial PVC and PET. The three resins vary in density and hardness within a small range when the scanning speeds change. A relatively flat surface, high density and hardness can be obtained when the laser power is at 195.5–350 mW. Resin with this cross-linking strategy can expand the underutilized stereolithography’s application from prototyping to actual parts by producing more functional components with excellent performance.”

The slurry synthesis and stereolithography process of the whole process.
The researchers explained that SLA is not often used for final parts production, which is why there’s “a need to continuously improve existing processes and materials.” They aimed to do so with a cross-linking strategy popular in coating technology.
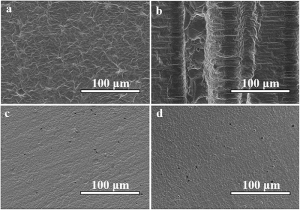
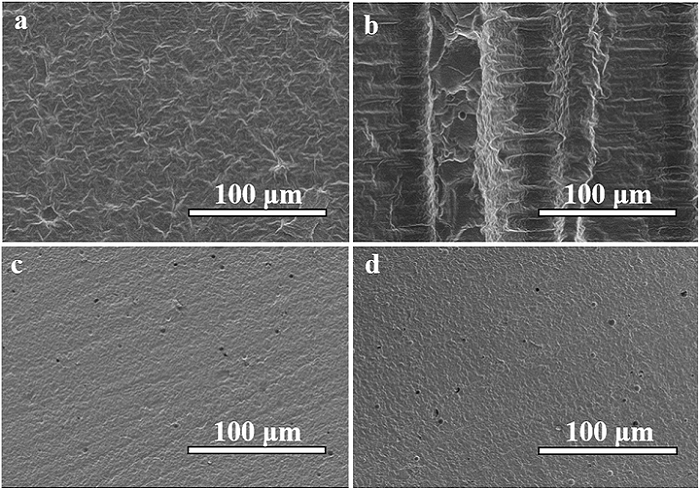
SEM images of an unpolished resin sample (type 3, 1000 mW, 100 mm s−1). (a) The front surface of the resin sample; (b) and (c) the side surface of the resin sample.
“In the fabrication of polymer coating, one of the strategies is to allow isocyanates to react with hydroxyl compounds to get radiation curable coating slurries,” the researchers explained. “The polyurethane resin, made of, e.g., IPDI, has excellent higher surface energy, photo-stability and chemical resistance and it is commonly used in paints, coatings, printing stamps and adhesion agents. HEMA is one of poly-acrylate derivates among acrylate-based resin, and acrylate-based monomers are used widely because of their low cytotoxicity and high heat resistance, while acrylate-based resin is prone to have a slower curing rate. Multifunctional monomers are applied to introduce more crosslinking sites, accelerate the curing rate and enhance the mechanical properties of the cured resin.”
They used HEMA, IDPI, and PEG to make the pre-polymer, and added diluents agents to modify the resin’s viscosity, because the pre-polymerization slurry was too sticky to use for SLA.
The researchers explained, “Viscosity is an important parameter to ensure good quality of SLA-printed parts. When the scarper forms a new layer, it is necessary to wait until the resin surface becomes completely flat in order to have accurate thickness control. Low-viscosity slurries are usually preferred as they allow better resin flow to replenish each layer during printing and also make handling easy (refilling and cleaning the resin tank more convenient).”
Photograph of a cubic resin sample with a size of 10 mm × 10 mm × 10 mm
After adjusting the software to match the slurries’ viscosity, the team 3D printed several 10 x 10 x 10 mm sample squares. After adjusting the laser power and scanner speed as well, they discovered that the three kinds of slurry had different typing ranges.
The researchers were able to show that that the crosslinking strategy of polyurethane-acrylate polymer could be applied for pre-polymerization in the resin slurry’s 3D printing synthesis. They also demonstrated that resin characteristics can be tailored for use in different applications by using variations of diluents.
“With 2-hydroxyethyl acrylate as diluents, the slurry can be used in high precision manufacturing, and the shrinkage of final parts is smaller than 1.3%. With ethylene glycol monophenyl ether as diluents, the density of final parts is larger than that of PVC and PET, which is comparable to the density of PC. The individual samples are uniform in the interior, and the front and side after polishing have similar surface quality and hardness. The laser scans with low power and high speed resulting in incomplete curing, while low speed and high power may cause over-polymerization,” the researchers concluded. “Together, our results provide important technique information for exploring polymer-based stereolithography in manufacturing of more complex functional parts.”
Co-authors of the paper include Rongping Ni, Bin Qian, Chang Liu, Xiaofeng Liu, and Jianrong Qiu.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.