Joyce van Loon recently presented a Master’s thesis, ‘Personalized Endovascular Stent Grafts: Developing a Phantom Aneurysm Model to Test Personalized Stent Grafts,’ to the University of Twente. This work is centered around the use of 3D printed medical models and the potential for viable devices.
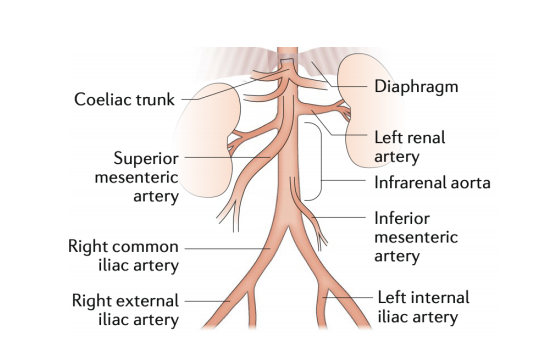
Schematic of a normal abdominal aorta and the major branches
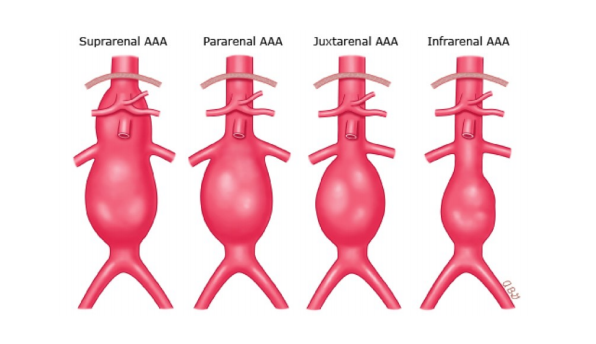
Classification of AAA concerning the renal arteries. Suprarenal AAA includes the origin of renal arteries without the involvement of the superior mesenteric artery. A pararenal or juxtarenal AAA is when an aneurysm originates at the level of the renal arteries. A pararenal aneurysm is when the renal arteries originate from an aneurysmal aorta, and a juxtarenal aneurysm is when the aorta at the level of the renal arteries is normal. An infrarenal AAA originates below the renal arteries with a segment of non-dilated aorta between the renal arteries and the aneurysmal sac.
Caused by vascular weakness, abdominal aortic aneurysms (AAA) are irreversible conditions involving the intima, media, and adventitia. They tend to enlarge as time passes, and diagnosis is critical before a rupture. Afterward, close monitoring is required up until surgery.
“Rupture of an AAA usually leads to sudden onset abdominal or back pain and hypotension or shock. A ruptured AAA is a life-threatening situation with an overall mortality of 90% and even with prompt surgical intervention around 25% of the patients die,” stated van Loon.
“Before surgery, preprocedural imaging and planning is critical. CTA (computed tomography angiography) is superior as imaging modality and more accurate than US in estimating the diameters and lengths. During planning the anatomy, the involvement of the visceral arteries, the morphology of the aortic neck (proximal part of the aorta), the aortic angulation, existence of thrombosis, calcifications and stenosis are important factors that should be considered. This indicates the importance of a useful measurement tool in combination with the obtained images to evaluate the condition of the aneurysm and to decide which surgery should be performed and which stent graft is suitable.”
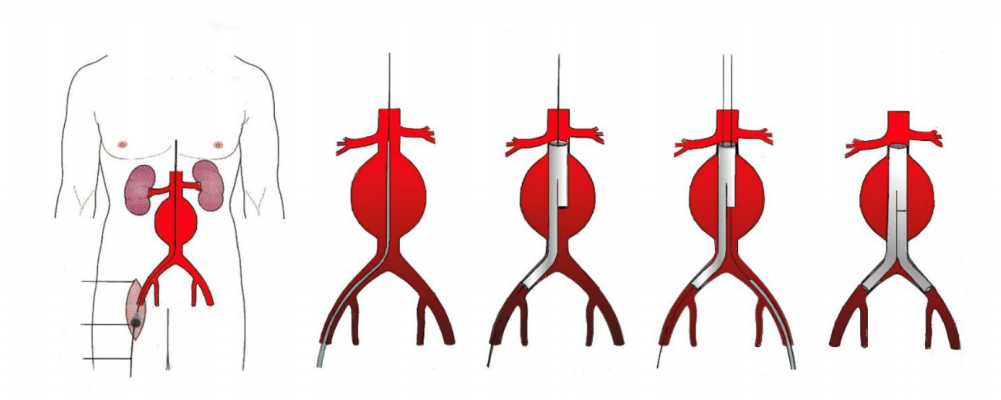
EVAR procedure. The introduction and positioning of the modular stent graft. The stent graft consists of a main device and extensions. The two femoral arteries are the access sites and incisions are made as shown.
More serious complications can arise for the 30 percent of patients not eligible for endovascular aneurysm repair (EVAR); however, customized endovascular stent grafts can be inserted. Challenges arise in using traditional methods though as there could be as much as a two-month wait.
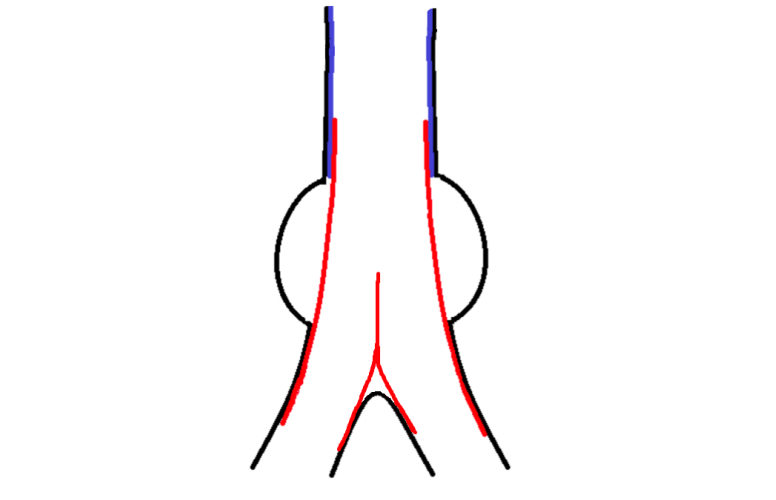
Sketch of the combined custom-made stent graft. The arterial wall shown in black, the personalized stent graft in blue and off-the-shelf stent graft in red
During this study, data from CT scans of 65 patients functioned to create 3D models to be evaluated—and then further used to 3D print personalized stent grafts. The materials of choice for creating the aorta required flexibility and elasticity, high compliance, and material strong and durable enough to endure pressure from the stent graft. Materials must be able to fabricate complex geometries and being resistant to fluids.
“The stent graft material should have a high compliance and needs to mimic the native artery. Nitinol stents have proven to have high compliance due to its super-elasticity, it is biocompatible, hemodynamically stable, fatigue resistant, and non-corrosive,” stated van Loon. “However, we were not able yet to 3D print nitinol and we needed a comparable material to study the behavior of the stent grafts.”
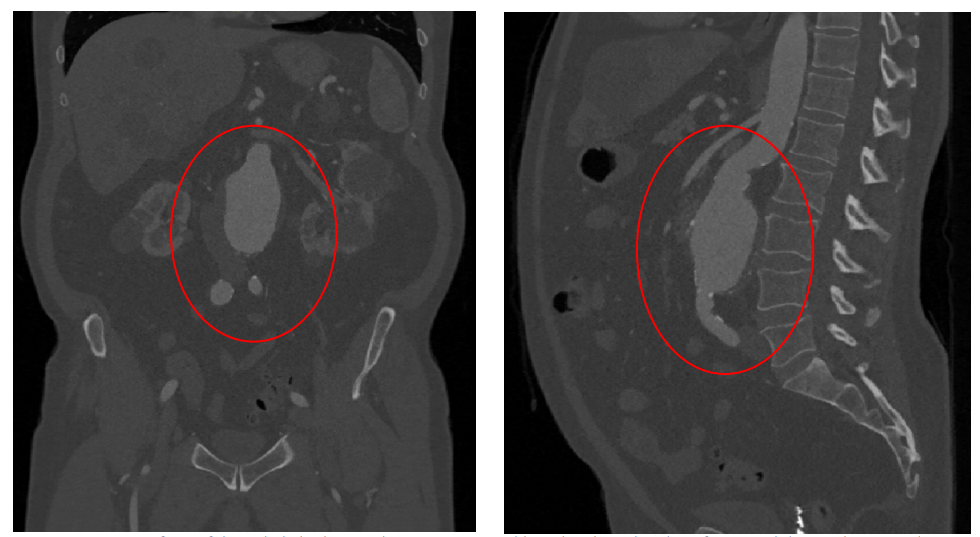
CT-scan of one of the included subjects. The aneurysm is visible within the red circle. Left: Coronal slice. Right: Sagittal slice.
For the stent, van Loon stated that it required not only strength and flexibility, but it was necessary for the materials to border on the 4D level as well, able to deform with ‘self-expanding properties’ in the aorta. The material had to be soft enough to avoid any damage to the body and allow for printing of more complicated structures. The personalized stent required customization, as well as proper sealing between the aortic wall and the stent graft.

Segmentation abdominal aorta aneurysm of one of the included subjects. Left: the MATLAB segmentation results. Right: the Meshmixer results, where a large part of the renal arteries, the mesenteric artery and the iliac arteries are removed.
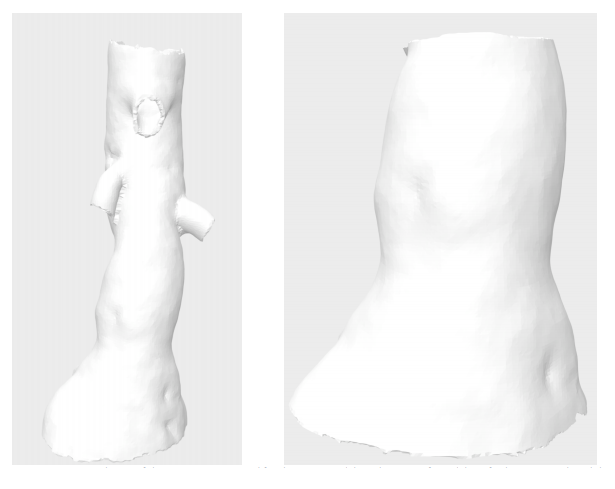
Aortic neck part of the segmentation, used for the aorta models and stent graft models. Left: the aortic neck and the branches of the renal arteries and superior mesenteric artery. Right: the aortic neck (infra-renal part). This part is important for measurements and sealing.
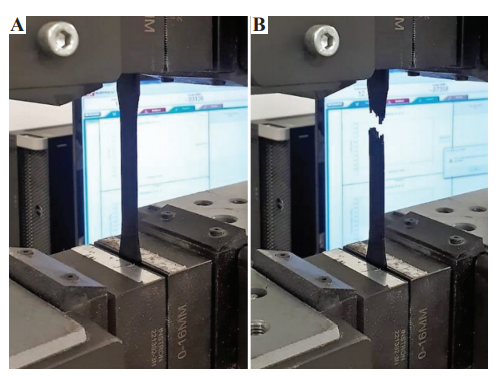
Aorta models were printed using elastic resin with a Form 2 3D printer. In testing two 3D printed models, however, van Loon stated that they both ‘showed problems,’ mainly with tearing. They were not able to finish printing of the models, in fact.
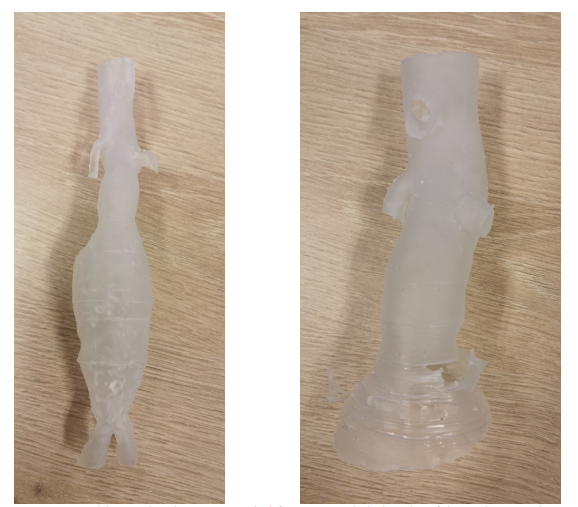
Aorta models printed in elastic resin. On the left, an aorta with the branches of the renal arteries, the complete aneurysm and bifurcation to the iliac arteries are shown. On the right, an upper part of the aorta and aneurysm can be seen, including the branches of the renal arteries and superior mesenteric artery. In the aortic neck and upper part of the aneurysm, tears are visible.
“Secondly, we printed the aortas with Agilus30 and the Stratasys ObJet260 Connex3 printer. Agilus30 is a flexible material and has a tensile strength of 2.4 – 3.1 MPa and a Young’s Modulus of 0.6 MPa,” explained van Loon. “Printing the aorta models in Agilus30 is a time-consuming (1-2 days) process but results in usable aorta models.”
“After stenting the aorta models with a 1 mm and 1.5 mm wall thickness, they rupture and are considered not suitable for further measurements. We only used the 2 mm wall thickness for further research.”

Aortic neck model, one of the first prints.
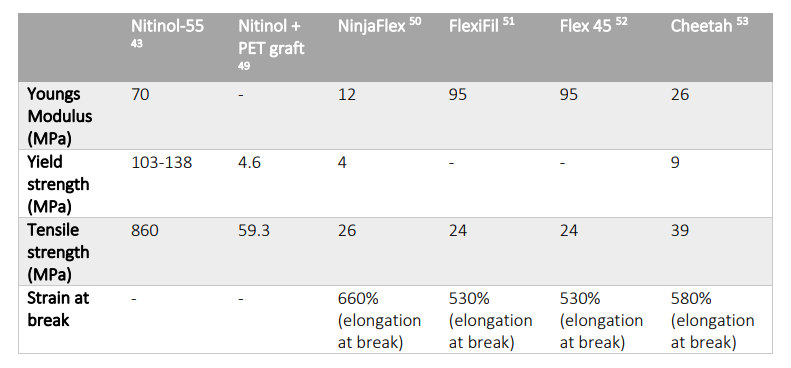
Material properties of nitinol and available and tested 3D print materials
They 3D printed stents on an Ultimaker 3, using NinjaFlex. The material was not as flexible as required for the project, and van Loon noted that the stents were ‘difficult to position’ in the sample printed aorta.
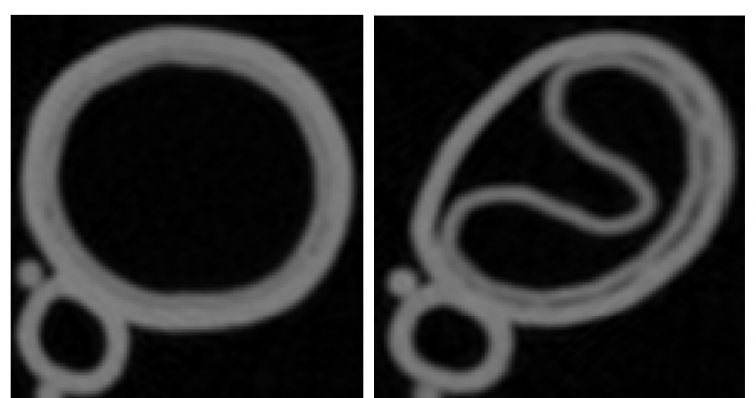
CT-scan of the printed stent grafts in NinjaFlex placed in the aorta model. Left: transversal slice of the aorta model with the personalized stent graft and a good sealing. Right: transversal slice of the aorta model with the straight stent graft, which could not unfold and bad sealing is seen at the unfolded side of the stent graft.
“The second tested material described, Cheetah, was not as flexible as thought and the solid stent grafts were not easily foldable which make it difficult to place the stent graft in the aorta model. When printed in a different geometry (meshed), the stent is more flexible and showed similar behavior as the nitinol stent graft. The stent grafts printed in NinjaFlex or Cheetah are in solid form too stiff and in mesh structure too flexible. We were not able to measure any distention differences of the aortic wall between the personalized stent grafts and the straight stent grafts,” concluded van Loon.
“The results showed that a better sealing could be obtained by using personalized stent grafts in our aorta models, however the used materials for the 3D printing of the stent grafts are not comparable with the nitinol stent graft and therefore more research is required.”
While van Loon documented obvious challenges in this study, 3D printed models are becoming indispensable in many medical applications, for assisting in surgery, diagnosing, treating and educating patients, while a variety of implants and devices are improving the quality of life for individuals around the world.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Personalized Endovascular Stent Grafts: Developing a Phantom Aneurysm Model to Test Personalized Stent Grafts’]
The post 3D Printing Models & Stents for Treatment of Abdominal Aortic Aneurysms appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.