
ExOne, the global leader in industrial sand and metal binder jetting 3D printers, has announced the qualification of 21 new materials for use with its machines alongside its brand new qualification system. John Hartner, ExOne’s CEO, has attributed the growing set of qualified materials to the U.S.-based company’s extensive list of customer collaborations, which includes […]
University of Delaware to use Roboze ARGO 500 3D printer for joint US Army research
The University of Delaware has selected the Roboze ARGO 500 3D printer to facilitate collaborative research of high temperature composite 3D printing with the US Army. The University’s Center for Composite Materials (CCM) aims to use the industrial FFF system to expand its own research while accelerating the manufacturing of finished parts and mission-critical components […]
ASTM and UL to Publish ISO-ASTM Standard for Additive Manufacturing
Nonprofit standards development organization ASTM International, which develops and publishes technical standards for a range of industries, materials, products, services, and systems around the globe, has signed a memorandum of understanding (MoU) with Underwriters Laboratories (UL), another nonprofit which works to advance its mission of public safety through discovery and application of scientific knowledge. The agreement will set up a framework for a cooperation between the two to create an international, dual-logo ASTM and International Standardization Organization (ISO) standard.
“We are announcing a collaboration agreement with ASTM International that will result in an ISO-ASTM standard for additive manufacturing facility safety management,” Patrick Wilmot, Communications Manager for UL Standards, told 3DPrint.com. “This is an exciting partnership for our organizations and we believe it will be of great use to the AM industry.”
While ASTM signed an MoU with German testing and certification organization TÜV°SÜD at formnext 2019, and created the Additive Manufacturing Standards Development Structure with ISO back in 2016, this new MoU is the first international collaboration agreement of its kind with fellow standards development organization UL.
(Image: Underwriters Laboratories)
“This partnership brings together both organizations’ expertise and shared desire to drive global safety. It leverages ASTM’s technical committee and relationship with ISO with our document and research to drive impact and positively influence the international standards landscape,” said UL Standards Vice President Global Standards Phil Piqueira.
The terms of this new MoU state that ASTM will act as the standards developing organization (SDO) for the agreement, which includes responsibilities such as managing all activities and administrative support. In addition, it will convene the organization’s F42 additive manufacturing technical committee, first formed over a decade ago, in order to review and advance the UL document, the basis of which is its 3400 Outline of Investigation for Additive Manufacturing Facility Safety Management. Once the document, developed with UL research, is complete, ASTM will publish the standard.
 ASTM has an existing agreement with ISO to publish its standards documents as ASTM-ISO standards, which means that UL Standards will transfer its copyright of the material in the UL 3400 document over to ASTM so that it can officially be published as an ISO-ASTM standard. The complete, published standard will also be attributed to UL Standards, due to its content and technical expertise.
ASTM has an existing agreement with ISO to publish its standards documents as ASTM-ISO standards, which means that UL Standards will transfer its copyright of the material in the UL 3400 document over to ASTM so that it can officially be published as an ISO-ASTM standard. The complete, published standard will also be attributed to UL Standards, due to its content and technical expertise.
“The collaborative nature of global standardization creates many opportunities for partnership with other SDOs. We appreciate these opportunities to share knowledge with partners like Underwriters Laboratories to help advance public safety in this fast-evolving field,” stated Brian Meincke, ASTM International’s Vice President of Finance, Business Development and Innovation.
What do you think about this news? Let us know! Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
The post ASTM and UL to Publish ISO-ASTM Standard for Additive Manufacturing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
University of Washington Researchers Analyze Effects of Powder Reuse on 3D printed Metal Parts
Researchers from the University of Washington are exploring further complexities of material science in metal printing, outlining their findings in the recently published ‘Electron beam additive manufacturing of Ti6A14V: Evolution of powder morphology and part microstructure with powder reuse.’
Concerned with quality for aerospace applications, the authors designed this study to address ‘fundamental issues’ concerning the use of powder bed fusion in additive manufacturing—mainly in re-use. As additive manufacturing continues to increase in popularity for industrial users, the benefits become more apparent—from the ability to create complex and optimized geometries to using significantly fewer materials that are stronger and more durable, yet light in weight. As is generally the case though, challenges exist, such as slow processing times.
“The opportunities for metal AM to be used for manufacturing components with stress-critical applications has caused need for greater understanding of the process,” state the authors.
During the process of EBM powder bed fusion, the characteristics and quality of powder are critical as it is sequentially deposited, sintered, and melted. There are the obvious benefits of reusing powder to cut down on waste of materials, but the effects on mechanical properties of parts are of concern—and an area that the authors point out has previously not been researched fully—and when it has, reuse cycles have involved ‘relatively low exposure time of the powder during the build process.’
“There are many concerns that remain to be addressed in powder reuse for metal AM,” state the researchers, pointing out the necessity for an analysis of part microstructure.
Researching powder reuse in EBM AM of Ti6Al4V, the authors performed 30 build cycles. They also investigated the following:
- Transformations in powder chemistry
- Particle size distribution with reuse
- Effects on the built metal part
“The novelty of this investigation regarding powder reuse is in the large number of reuse cycles achieved for EBM AM, the extensive evaluation of powder that was performed, and the complimentary evaluation of the part microstructure,” stated the authors.
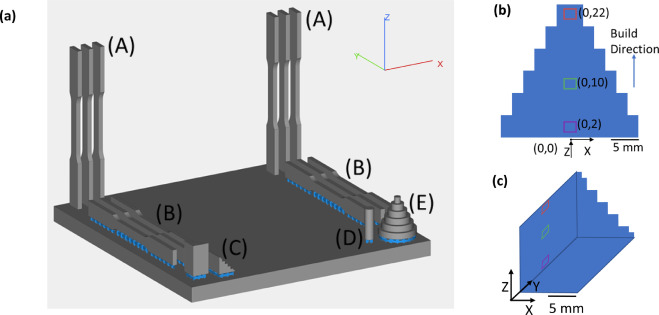
Details of the manufactured specimens. (a) Schematic diagram of the parts and their distribution in each build. Parts in each build include (A) six vertical and (B) six horizontal oriented flat tensile specimen (ASTM E08M), a (C) vertical and horizontal oriented staircase, a (D) small cylinder, and (E) a cylindrical step pyramid. (b) geometry of the staircase specimens and (c) pyramid specimen showing relevant dimensions and locations of repeated microstructural analysis as highlighted by the squares.
Grade 5 Titanium alloy (Ti6Al4V) was used, with the 30 builds performed over six months on an ARCAM A2X Electron Beam AM system, from ‘b1 for the first build performed with 50 kg of virgin powder and subsequently up to b30 for the final build.’

Micrograph of the “as-built” microstructure. (a) prior β grains with boundaries outlined with red arrows. (b) The line intercept method employed to determine the prior β grain columnar width. (c) Micrograph of as-built microstructure with highlighted β ribs and α laths.
During the study and ongoing builds, the research team noted that particles did change in size, and both surface texture and morphology changed also as the powder was reused.
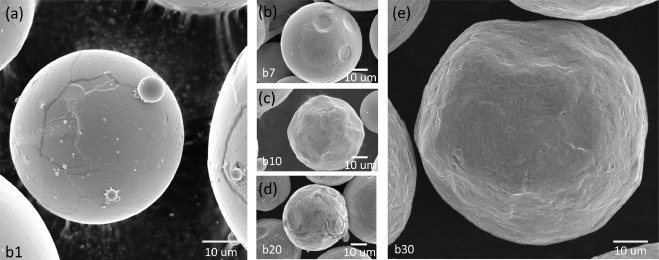
Progression of powder size and morphology through the reuse process. (a) In virgin powder (b1), particle surfaces are relatively smooth and they have high sphericity. There is numerous tiny particles that agglomerate or adhere to the surface of larger particles. Representative views of powder in b7, b10, and b20 in (b)–(d), respectively, show the progression of particle surface damage and the absence of tiny particles. In b30 (e), the particles are irregular with some exhibiting major deformation and damage.
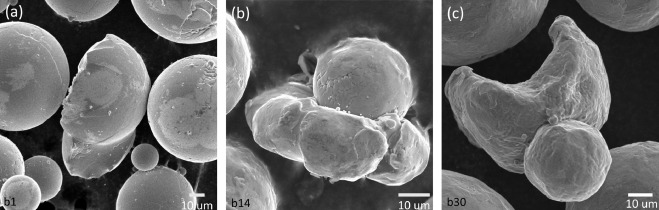
Examples of damaged particles in powder of b1, b14, and b30. Specimen examples of (a) fractured, (b) agglomerated/fused, and (c) melted/irregular particles are shown, respectively. In general, damaged particle of these types were found in the powder of all builds evaluated by SEM.
Staircase and pyramid part samples were used in this study to examine how powder reuse affected the printed Ti6Al4V microstructure. Both samples were cross-sectioned and mounted during evaluation, polished, then etched by immersion.
“In comparing responses for the two geometries, the primary difference in microstructure between the pyramids and staircases is the broader spread of alpha volume and lath thickness in the pyramid, along with the increase in alpha lath thickness with powder reuse,” stated the researchers in discussion.
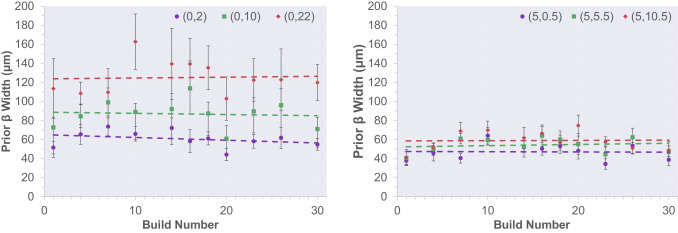
Prior β grain dimensions for the pyramid (a) and staircase (b).
“One of the most marked changes in powder with reuse was the increase in surface deformation to the particles and physical damage. The particles changed shape with reuse cycles from spherical geometry to increasingly deformed with surface dimples and irregular shape,” concluded the researchers. “This aspect of the powder degradation appears to result from the mechanical aspects of the recycling and part extraction process. In addition, there was an increase in fractured particles, partially fused particles and recast particles with powder reuse.”
[Source / Images – ‘Electron beam additive manufacturing of Ti6A14V: Evolution of powder morphology and part microstructure with powder reuse’]
The post University of Washington Researchers Analyze Effects of Powder Reuse on 3D printed Metal Parts appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Airbus Subsidiary Uses Full-Color Multi Jet Fusion for Maintenance Tooling
Among the most exciting aspects of HP’s Multi Jet Fusion (MJF) technology when initially unveiled was the ability to 3D print functional objects in a full range of color. Though it took a couple of years for it to happen, that capability finally hit the market in 2018 with the release of the HP Jet Fusion 300/500 Color 3D Printer range. Now we are beginning to see the applications that a broad spectrum of hues has in practice. Airbus services company Satair used the technology to 3D print a series of tools for its maintenance operations.

Used to gag the main landing gears on the A380, the GAGS tool pads were redesigned to improve the strength-to-weight ratio, resulting in 60 percent mass reduction. Image courtesy of HP.
Satair turned to service bureau Fast Radius with the ultimate goal of to speed up aircraft repair with the use of 3D printed tools. As a member of HP’s Digital Manufacturing Network, Fast Radius leveraged MJF to print tools for the company. In particular, the color printing capabilities of the Jet Fusion 580 Color system were utilized to 3D print bright red and orange tools in order to improve job safety and ensure that tools were not misplaced after use. The tools were also optimized to reduce total part count, enhance robustness and integrate new functions.
One particularly unique feature about the company is the fact it has a production hub on-site at the UPS Worldport facility in Louisville, Kentucky, allowing it to potentially ship parts at greater speeds than other service providers.

This pintle bearing alignment tool is used to bear in the rear spar prior to installing it during the installation of the main landing gear installation. Assembly was reduced from four parts to two. Image courtesy of HP.
Three new tools were redesigned and printed by HP and Fast Radius for Satair: GAGS tool pads, pintle bearing alignment tools, and flap zero locking tools. MJF was chosen in part for the ability to 3D print durable parts with the mechanical properties necessary for harsh aircraft repair environments. Specifically, HP 3D High Reusability PA 12 was chosen due to its chemical resistance to oils, grease, aliphatic hydrocarbons and alkalies.
3D printing the parts also sped up design time, as multiple iterations could be produced at once within a single build. The use of color also allowed for the communication of information in unique ways, such as 3D printing part numbers, serial numbers and scannable QR codes directly onto the tool.
Whereas Satair previously waited weeks for new tools to be manufactured, this project saw Fast Radius print, inspect, package and ship two tools in less than 48 hours. This was enabled in part by Fast Radius’s logistics partnership with UPS, with which it sent the items from Chicago to Hamburg, Germany.

This flap zero locking tool is used to lock flaps in the A320 cockpit. The assembly was reduced from six parts to two and resulted in a lead time reduction of 50 percent. Image courtesy of HP.
The use of 3D printing by Satair is just another notch in Airbus’s belt, as the aerospace giant deploys AM all across its business to the point that it is probably not necessary to recount all of the ways it is being used, but we can highlight the myriad parts printed for the A350 XWB, as well as the work of Premium AEROTEC and APWorks.
As for Fast Radius, this is another interesting customer from the service bureau, which is fond of emerging AM technologies. For instance, the company also used Carbon’s Digital Light Synthesis to print parts for Steelcase’s office chair. Outside of 3D printing, Fast Radius offers a number of other manufacturing services, including CNC machining and injection molding. With the Fast Radius Virtual Warehouse, the company is hoping to implement the concept of digital inventory, in which digital files replace physical stock, with goods manufactured on-demand.
As with 3D printing itself, it will take some time for designers and engineers to fully grasp the potential of producing parts in full color. The ability to use bright pigments for safety purposes and to embed QR codes is just the beginning. HP previously demonstrated the use of colors to exhibit the level of wear on a part, so that, as it is worn down, it shows new colors that can be more easily quantified. Augmented reality applications could also be developed based on embedded symbols in a part. In the near future, we may see even more interesting uses of full color printing of end parts.
The post Airbus Subsidiary Uses Full-Color Multi Jet Fusion for Maintenance Tooling appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Review: The Kodak Portrait 3D printer – a reliable dual extrusion machine
3D Printing Industry reviews the Kodak Portrait 3D printer. Designed by Smart International and licensed with the Kodak brand, the Portrait 3D printer is a desktop sized professional-grade dual extrusion FFF system. The printer is priced at $3,499 and aimed at engineering and design professionals with a set of precise motors and specialist features such […]
Carbon Fiber Acrylonitrile Styrene Acrylate Composite (CF-ASA): New Material for Large Format Additive Manufacturing
Researchers from Spain are studying materials for more effective large-scale 3D printing, outlining their findings in the recently published ‘Development of carbon fiber acrylonitrile styrene acrylate composite for large format additive manufacturing.’
While 3D printing on the micro- and nanoscale is extremely popular among researchers today, the authors point out that large format additive manufacturing (LFAM) for the industrial user is usually centered around the fabrication of parts that may reach several cubic meters. For this type of production, 3D printers must be accompanied by optimized materials that are suitable for service requirements yet demonstrate high printability.
Today, acrylonitrile styrene acrylate (ASA) is a thermoplastic often being used in LFAM due to excellence in mechanical properties and wettability. ASA also has very good weather resistance and is already used widely in automotive and outdoor applications. Similar materials such as acrylonitrile butadiene styrene (ABS) are extremely popular too due to strength, stiffness, and processability.
“Other technical materials such as polyphenylene sulfide (PPS), polyphenylsulfone (PPSU), polyamide (PA), polyether ether ketone (PEEK) or polyethylene terephthalate glycol (PETG) have been also tested in these technologies,” state the authors. “However, their high cost and hard processability restrict their employment to few applications.”

Structure of ASA polymer Based on [41].
In this study, the researchers evaluate ASA and carbon fiber (CF) composites for LFAM, comparing neat ASA to AS with 20 wt% carbon fiber. The following samples were 3D printed on an SDiscovery Cartesian printer.

Discovery LFAM device property of Navantia S.A., S.M.E. (placed at Bay of Cadiz Shipyard, Puerto Real, Cádiz, Spain). Adapted from [12].).

Samples printed along the two different configurations studied: a) neat ASA sample printed along X direction outside the printer (XY plane displayed, being the Z-direction perpendicular to the image plane (outwards)); and b) ASA 20CF sample printed along Z direction inside the printer. X, Y and Z directions are indicated at the images.
The following samples were created:
- Five normalized tensile samples
- Five flexural test samples
- Ten non-notched impact pieces
- Two thermal conductivity discs
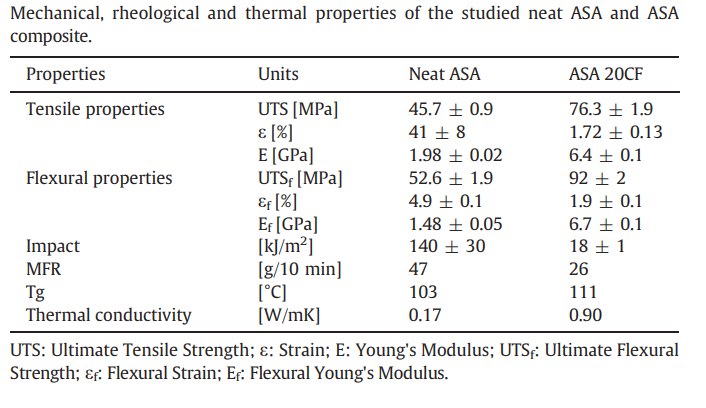
Mechanical, rheological and thermal properties of the studied neat ASA and ASA composite.
The composites were examined regarding mechanical, rheological, and thermal properties.
“The mechanical properties were addressed by testing injected tensile, flexural and impact pieces. The melting flow rate (MFR) and the glass transition temperature (Tg), determined by differential scanning calorimetry (DSC), were measured for the two compositions,” explained the authors. “The thermal conductivity was measured using cylindrical injected discs. In a second step, X and Z printed specimens were analyzed by tensile and flexural tests, assessing the influence of the printing orientation in the mechanical properties of both, neat ASA and ASA 20CF.
“Specifically, tensile tested samples were study at the fractured surface of printed specimens aiming to discuss and correlate microstructural features with differentiated mechanical performance of the two materials.”
SEM images show that carbon fibers are well-integrated into the polymer matrix, occurring even after the tensile test.
“A pronounced anisotropy, negligible in injected pieces, is observed in the mechanical properties. A maximum UTS of 60 ± 4 MPa is achieved for X orientation in ASA CF composite, while the flexural tests results are similar, even higher, than for injected parts,” concluded the researchers. “This increase might be attributed to the laminar character of the pieces and the preferential alignment of polymer chains.
“A prealignment of the fibers along the printing deposition direction was observed; likely imposing a physical barrier in Z direction avoiding polymer diffusion and explaining this behavior. The addition of CF results in higher roughness porosity and inner-bead porosity, while reducing the inter-bead porosity. The inner-bead is usually considered as an intrinsic defect of extrusion processes, whereas the observed roughness and inter-bead porosity are characteristic of printing procedures.”
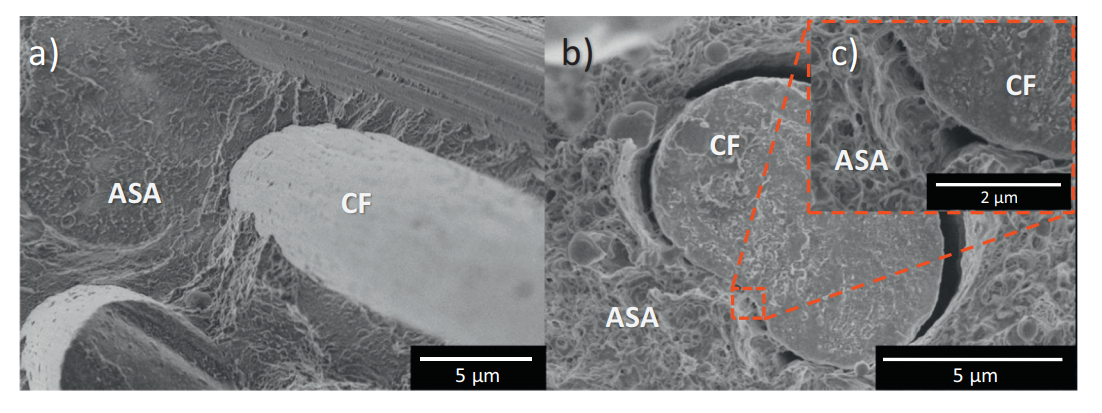
SEM images of the fracture surface of ASA 20CF after a) flexural fracture at liquid nitrogen temperature (without mechanical test); b) tensile test and c) detail of the bonding interface between ASA and CF.
The study of composites continues to expand within the 3D printing realm, as researchers explore a wide variety of materials from bronze PLA composites to products that are bioinspired, to combinations of materials integrated with sensors, and far more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Development of carbon fiber acrylonitrile styrene acrylate composite for large format additive manufacturing’]
The post Carbon Fiber Acrylonitrile Styrene Acrylate Composite (CF-ASA): New Material for Large Format Additive Manufacturing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Renishaw assists in building ocean turbine parts using metal 3D printing
British engineering firm and metal 3D printer manufacturer Renishaw has announced the production of two ocean turbine parts using additive manufacturing in partnership with the Nova Scotia Community College (NSCC) in Canada. The components were manufactured for industrial design firm Biome Renewables, which specializes in designing wind turbines. Using metal additive manufacturing technology, Renishaw helped […]
UK defence agency plans to 3D print high explosives
The Defence Science and Technology Laboratory (DSTL), an executive agency sponsored by the Ministry of Defence (MOD) of the UK, has started to develop 3D printed explosives. The project aims to create new possibilities for various explosive effects using intricate designs enabled by 3D printing, and also to reduce transportation and storage costs. Applying additive […]
3D Printing News Briefs: March 16, 2020
We’ve got news about 3D printers in today’s 3D Printing News Briefs, as BigRrep has shipped its 500th large-format 3D printer. Peopoly is developing new 3D printers for its Phenom series, and startup Excelencia is offering a 3D printing service for large objects. Moving on, MPA, NAMIC, and SSA have launched a Joint Industry Program for 3D printed maritime parts.
BigRep Ships 500th Industrial Large-Format 3D Printer
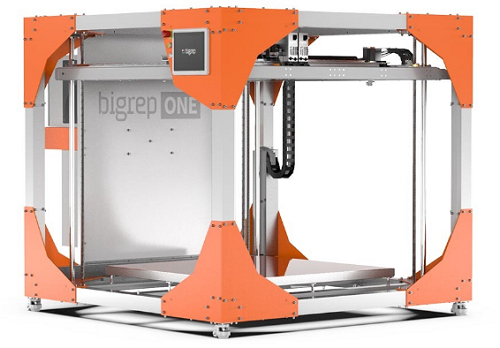 Large-format 3D printing leader BigRep, founded in 2014, just announced that it has shipped its 500th industrial large-format AM system. The company’s managing director, Martin Beck, said that this delivery shows how much all of the company’s industrial customers value BigRep products, which are utilized in a wide variety of applications. The 500th delivery was a BigRep ONE 3D printer, which was shipped to e-mobility tech company JAMADE GERMANY, creator of the AMAZEA underwater scooter – the first water sports mobility device that will use serial produced 3D printed parts at the consumer level.
Large-format 3D printing leader BigRep, founded in 2014, just announced that it has shipped its 500th industrial large-format AM system. The company’s managing director, Martin Beck, said that this delivery shows how much all of the company’s industrial customers value BigRep products, which are utilized in a wide variety of applications. The 500th delivery was a BigRep ONE 3D printer, which was shipped to e-mobility tech company JAMADE GERMANY, creator of the AMAZEA underwater scooter – the first water sports mobility device that will use serial produced 3D printed parts at the consumer level.
“We are very excited about this delivery because it represents a new dimension of industrial AM in end-consumer products, both for us as a company and the industry,” said JAMADE Managing Partner and Technical Director Detlef Klages. “The new BigRep ONE will enable us to launch the serial production of AMAZEA as planned, completing our existing fleet of four BigRep ONE printers. We greatly value the printers’ cost efficiency, accuracy and quality when compared to the extremely high investment for traditional tools.”
Peopoly Developed Two New Phenom Series 3D Printers
 In October, Hong Kong company Peopoly launched its Phenom 3D printer series, which was well-received by industrial users due to a higher resolution print, shorter workflow, and reduced cost. So, using the same MSLA technology, the company, which was founded back in 2016, has developed two new systems for its third generation series: the extra-large Phenom L and the fast Phenom Noir.
In October, Hong Kong company Peopoly launched its Phenom 3D printer series, which was well-received by industrial users due to a higher resolution print, shorter workflow, and reduced cost. So, using the same MSLA technology, the company, which was founded back in 2016, has developed two new systems for its third generation series: the extra-large Phenom L and the fast Phenom Noir.
The Phenom L has a build volume of 345.6 × 194.4 x 400 mm – over 50% larger than the original, which a 20% faster rate of print speed. It also features new build plate designs, which improves the post-processing experience and simplifies the workflow for larger prints. The Phenom Noir has a monochrome LCD panel, designed for enterprise 3D printing applications, that reduces UV light waste, which Peopoly says makes the system run five times faster than the Form 3. With its 293.76 × 165.24 x 400 mm build size, it’s also nearly 13% bigger than the original Phenom.
Excelencia’s Launches 3D Printing Service for Large Objects

MASSIVIT project
Spanish 3D and textile 3D printing distributor Excelencia Tech just launched earlier this month with two big projects. First, the startup is an official distributor for MASSIVIT 3D printers, so it’s focusing on selling these. Secondly, Excelencia is promoting its XL MEDIA Project, which is a service it offers for 3D printing very large objects on its MASSIVIT systems. The 3D printers the startup owns are pretty costly, which is why Excelencia is promoting the use of them to companies that need to print large objects, but can’t afford to purchase their own large-format printer.
“Nowadays, if one of our 3D printings have to be done by a “traditional” 3D printer, it will take couple of weeks and an enormous budget to succed. So we offer the chance to create your 3D products using our machine without buying it, to understand and check all advantatges that Massivit’s machines have,” Miguel Preda Lliso, the Marketing and Business Development Manager for Excelencia, told 3DPrint.com.
“With our technology we can do giant products (about 180 cm) in less tan 48 hours and without generating as much waste as traditional machines (our machines just use as much kilos of material as the product weight).”
Phase 2 of Joint Industry Program for 3D Printed Marine Parts
 Singapore’s National Additive Manufacturing Innovation Cluster (NAMIC), along with SSA and the Maritime and Port Authority of Singapore (MPA), has launched the second phase of a Joint Industry Programme (JIP) for the 3D printing of marine and maritime parts. Phase 1 was completed in October, and Phase 2 consists of the call for proposals from classification societies or AM technology suppliers that would like to participate in the JIP as an industry consortium leader. The objective of this JIP, which has the potential to spin off further developmental projects in the future, is to establish the technical feasibility, regulatory requirements, and commercial viability for creating 3D printed marine parts.
Singapore’s National Additive Manufacturing Innovation Cluster (NAMIC), along with SSA and the Maritime and Port Authority of Singapore (MPA), has launched the second phase of a Joint Industry Programme (JIP) for the 3D printing of marine and maritime parts. Phase 1 was completed in October, and Phase 2 consists of the call for proposals from classification societies or AM technology suppliers that would like to participate in the JIP as an industry consortium leader. The objective of this JIP, which has the potential to spin off further developmental projects in the future, is to establish the technical feasibility, regulatory requirements, and commercial viability for creating 3D printed marine parts.
“Maritime assets are capital intensive, and downtime is costly,” the JIP Challenge Statement reads.
“Replacement of marine spare parts involves many actors in the supply chain, and can be costly in terms of inventory, logistics, and cost of spare parts (especially for obsolete parts).”
The JIP is also working to shine a light on some of the opportunities, and challenges, involved in deploying 3D printing for marine parts, such as approval and certification processes. The application deadline for this phase is 6 pm on April 6, 2020.
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
The post 3D Printing News Briefs: March 16, 2020 appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.