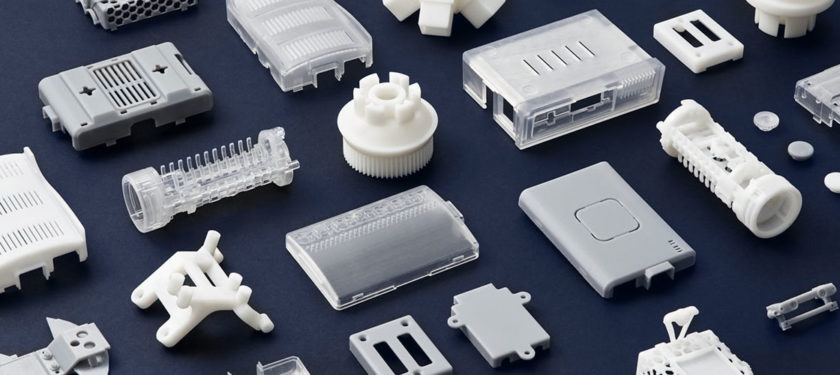
3D printing can be used to manufacture all kinds of objects. It’s a very versatile process, and it can handle even the most complicated designs without much issue. When printing functional parts, strength is an important factor, and you might question if 3D printing is really your best option. With smart design and proper material selection, it’s surprisingly easy to make strong and durable 3D printed parts.
Basic Definitions
In the world of engineering and material science, “strength” has a specific meaning. So do other words like “toughness” and “stiffness”. Let’s make sure we’re all on the same page here and quickly go over some commonly used terms.
Yield strength is a material property that quantifies how much stress (internal pressure) a material can withstand before permanently deforming. Let’s consider a paperclip. If you bend it very gently, it will spring back to its original shape. If you bend it with considerable force, it will not spring back entirely, and it will stay bent. Usually, we don’t want parts to permanently deform like this, so for strong parts, it’s important to choose materials with high yield strength.
Toughness tells us how much energy a material can absorb without breaking. A material with high toughness is usually desirable in impact-absorption applications, but it comes with certain tradeoffs such as increased ductility.
Ductility is a measure of how far an object can deform without breaking. For example, paperclips must be made from a ductile material so they can be bent into shape without snapping.
Brittleness is the opposite of ductility. If an object is brittle, it will fracture after deforming only a small distance. Glass, for example, is brittle even though it has a relatively high yield strength. Brittleness is usually undesirable.
Stiffness measures how rigid a material is. Materials with high stiffness are very good at keeping their shape even under load, and stiff materials are usually used in load-bearing applications. A stiff or rigid material will deflect less than a flexible material under the same load.
Hardness measures a material’s resistance to scratching and surface indentation. Hard materials will scratch softer materials, but not vice-versa.
Material Choice
The material you choose significantly influences the strength of your part. You will normally choose a material depending on which material properties are most important to you. Shapeways offers a wide variety of materials, and each material has a unique set of properties that should be taken into consideration when you want a strong 3D print.
Thermoplastics
Thermoplastics are quite common in 3D printing. These plastics soften with heat and can be remelted once they have been printed. Some common thermoplastics are Acrylonitrile Butadiene Styrene (ABS), Nylon or Polyamide (PA), and Thermoplastic polyurethane (TPU). Of these common thermoplastics, Nylon has the best balance of strength, toughness, and stiffness. Shapeways has several options of industrial-grade Nylon, two of these are: PA12, and PA12 GB.
PA12, also known as Nylon 12 is a tough, high-strength thermoplastic. It is printed with multi-jet-fusion (MJF) technology and can be smoothed to make parts watertight. As an added benefit, PA12 offers good chemical resistance.
PA12 GB is very similar to PA12 but this material is infused with lots of tiny glass beads. Since this material is 40% glass-filled, it has improved stiffness and resistance to warping.
Both of these thermoplastics have near-homogeneous properties. Due to the MJF printing process, these parts have comparable strength in the X, Y, and Z directions.
Thermoset Plastics
Thermoset plastics cannot be remelted once they have been cured. The 3D printing method used to print thermoset plastics is called stereolithography or SLA. In this process, a laser scans over a liquid bath of light-activated photopolymer resin, hardening the areas to be printed and leaving the rest as a liquid.
Parts printed with SLA have an extremely smooth and high-quality surface finish. They usually have a high yield strength, and are quite stiff. They tend to be more brittle than thermoplastics, so they are not ideal for high-impact applications. There are, however, certain resins which have been formulated to provide a mix of strength and stiffness as well as toughness.
Accura Xtreme 200 is our strongest SLA resin. It has a higher yield strength and similar stiffness to PA12 GB. For a rigid SLA material, it is exceptionally tough, and well-designed parts should be able to handle moderate impact loads.
Metals
Yes, metals can be 3D printed! While typically more costly than plastics, parts 3D printed in metal are by far the strongest. We offer a wide variety of metals for 3D printing, including steel, aluminum, and a variety of precious metals.
For industrial load-bearing applications, aluminum is a top choice because parts are printed using a process known as selective laser melting (SLM). This process uses a computer-controlled laser to fully melt aluminum powder. Aluminum is also corrosion-resistant and has exceptional electrical and thermal conductivity.
Steel is also available but it’s not recommended for heavy-duty industrial applications because it is printed very differently than aluminum. It is printed using an adhesive binder, which is later replaced with bronze. This process results in a part that is 60% steel, and 40% bronze. It’s still a very strong material, but for the best mechanical performance, aluminum is a better choice.
3D printed aluminum is one of the strongest 3D printing materials. It has an impressively high strength-to-weight ratio, and is perfect for creating parts that are strong, tough, and also lightweight such as drone frames. It has a yield strength 4-5 times higher than our Accura Xtreme 200 SLA resin and based on elastic modulus, it is over 20 times stiffer!
Material Data Sheets
Every material offered at Shapeways comes with a detailed material datasheet. These datasheets provide useful information including a comprehensive list of mechanical and thermal properties. These datasheets can be found at the bottom of every Shapeways material information page. For example, here’s the datasheet for PA12 GB.
Thermal and Environmental Factors
Sometimes you’ll want your parts to be able to withstand exposure to heat, light, and moisture. Some 3D printing materials are specifically formulated to be resistant to these conditions, and others should be avoided. Thermal and environmental factors must be taken into account to ensure parts will remain strong in harsh conditions.
Temperature Resistance
When parts will be used close to a heat source, or in a hot environment, it’s important that they do not deform or melt due to heat. 3D printed metals have the best temperature resistance by far.
SLA prints do not remelt, but they tend to become soft at relatively low temperatures. Accura Xtreme 200 has a heat deflection temperature of only 42°C (at 1.82 MPa) while PA12 GB has a heat deflection temperature of 114°C (at 1.82 MPa). Metals behave differently from plastics, so they do not have this characteristic. For comparison, 3D printed aluminum parts have a melting temperature of 570°C.
Keep in mind that parts that are darker in color will absorb more radiation energy, so for parts exposed to sunlight, white or translucent plastics are the best color choices.
Moisture Resistance
Some materials are slightly porous after being 3D printed so they will absorb moisture, and this can change their mechanical properties. Thermoplastics such as Nylon will absorb some amount of water, leading to minor swelling. Moisture exposure can cause a small reduction in strength and stiffness to some thermoplastics. Waterproof coatings, such as polyurethane spray, can be applied to some plastics to prevent moisture absorption.
SLA and metal 3D prints are not affected by moisture exposure.
Smart Design
3D printing is extremely versatile, but there are still a few general design guidelines that must be followed to ensure parts are printed properly. Every material available on Shapeways includes detailed material information as well as a set of design guidelines.
In order to maximize part strength, here are some general rules of thumb.
Increase Wall Thickness
Wall thickness greatly affects part strength. No matter what 3D printing method you use, having thicker walls will greatly increase the strength of your part. Although most 3D printing methods can print walls 1 mm thick, if strength is important to you, walls should be at the very least 2-3 mm.
Optimize Layer Orientation
Depending on how they are printed, some 3D printed parts are weaker along the layer lines. Parts are more prone to breaking along these planes, so if strength is required in all directions, it will be beneficial to reinforce areas that will be printed vertically.
Some methods of 3D printing such as SLA and multi-jet-fusion have been proven to have close-to-uniform strength in every direction.
Prevent Warping
As parts are being 3D printed, they will expand and contract due to temperature differences. This can cause warping, and this may weaken the structure of your part. Long, thin parts will experience this effect the most, so be sure to reinforce critical areas by increasing wall thickness or adding supporting features such as ribs.
Avoid Sharp Internal Corners
Be sure to use generous fillets if your part has any load-bearing sharp internal corners. Sharp internal corners can lead to highly localized internal stress concentrations, causing failure at loads lower than expected.
Conclusions
3D printed parts can be surprisingly strong! Your parts can be made for industrial-strength applications by understanding the basics of material science, selecting a suitable material, and following smart design guidelines. 3D printed parts can be strong enough to support heavy loads, absorb big impacts, and resist deformation in a variety of harsh conditions. Due to advances in 3D printing technology, and specifically engineered material formulations, we’re seeing more 3D printed end-use parts every year.
For more information, and our entire selection of materials, check out our materials page!
The post How to Apply Material Science Principles to Optimize For Strength in 3D Printing appeared first on Shapeways Blog.

 Moving on to some better news, 3DPRINTUK has just finished the move to its new purpose-designed facility in North London’s Leyton Industrial Village. The service provider of polymer SLS 3D printing solutions for manufacturing applications was seeing increased demand for low volume production, and determined that a move was needed to accommodate the company’s current, and future, plans for expansion. 3DPRINTUK’s new home is larger, with nearly 10,000 square feet of space, and was custom-designed to hold the company’s EOS polymer SLS 3D printers, as well as offer a space for post-processing operations and a break down room that’s sealed to avoid powder contamination.
Moving on to some better news, 3DPRINTUK has just finished the move to its new purpose-designed facility in North London’s Leyton Industrial Village. The service provider of polymer SLS 3D printing solutions for manufacturing applications was seeing increased demand for low volume production, and determined that a move was needed to accommodate the company’s current, and future, plans for expansion. 3DPRINTUK’s new home is larger, with nearly 10,000 square feet of space, and was custom-designed to hold the company’s EOS polymer SLS 3D printers, as well as offer a space for post-processing operations and a break down room that’s sealed to avoid powder contamination.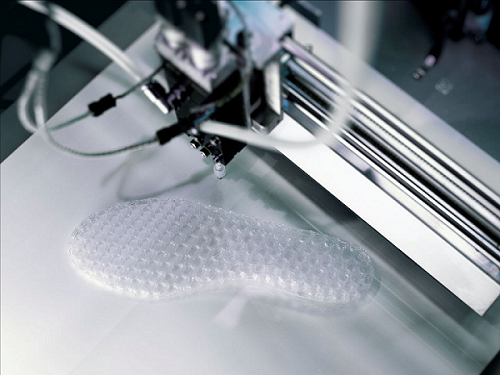 In 2018, the Innovation Lab at Danish heritage footwear brand and manufacturer ECCO introduced an experimental footwear customization project called QUANT-U, which uses real-time analysis, data-driven design, and in-store 3D printing to create custom, personalized midsoles out of a heat cured two-component silicone in just two hours. The QUANT-U experience is now coming to ECCO’s flagship Zürich store as an exclusive pop-up event from now until April 15, with a “unique limited collection” available to both men and women, along with the full customization service.
In 2018, the Innovation Lab at Danish heritage footwear brand and manufacturer ECCO introduced an experimental footwear customization project called QUANT-U, which uses real-time analysis, data-driven design, and in-store 3D printing to create custom, personalized midsoles out of a heat cured two-component silicone in just two hours. The QUANT-U experience is now coming to ECCO’s flagship Zürich store as an exclusive pop-up event from now until April 15, with a “unique limited collection” available to both men and women, along with the full customization service.