
Snap chat defines itself as a camera company. They make creative lens filters that are copied by all the social media platforms, but one of the products that haven’t been copied are their wearable sunglasses, the Snapchat Spectacles.
We’ve been wearing pairs since they were first released in 2016. We love wearables, so the smaller frames and focus on just capturing video and pics was a great choice as this design allowed them to better blend into social norms.
I really like being able to easily document our weekly projects. Having a camera on your face allows you to show your work hands free! At first I would use it as backup memory, like “were did I put the screw from this project”, but as later models added water resistance, higher resolution and modern frames, I started using them to document everything!
Spectacles latest campaign is profiling all of the people who use them to capture everything from mobile journalism to the point of view of animal rescue centers! Check out all creative perspectives!
Check out the awesome edit on how we use them to show case our work at Aadfruit and don’t forget to follow Adafruit upcoming products and projects! https://www.instagram.com/adafruit/
Scientists Look to Synthetic Biology and 3D Printing for Life Support in Space

via MIT
What these astronauts can pack are Earth’s unique renewable resource: cells. Cells of fungi and bacteria, for example, can be reprogrammed with synthetic DNA to produce specific materials, like bioplastics. These materials can then be fed into 3-D printers to manufacture things the astronauts may need during spaceflight — everything from hardware and medical devices to medicine and food.
In an opinion piece published online in Trends in Biotechnology, researchers from the Universities Space Research Association (USRA), MIT Lincoln Laboratory, and NASA outline ways that synthetic biology and 3-D printing can support life during deep-space human missions. But to make these ideas a reality, NASA is seeking help.
3D Printing for Wearables, Energy Storage, and Practical E-Textiles Using Silk Fibroin and Carbon Nanotube Inks
In the recently published ‘The Road to Practical E-Textiles is Smooth as Silk,’ the research of Zhang et al. outlines a new method of 3D printing that could be the catalyst for creating energy harvesting fabrics in E-textiles, leading to better performance in electronics and wearables.
As consumer electronics—and those that can be worn—become more progressive and more available, researchers continue to strive for advances in digital technology and performance for components like sensors—much of which is propelled by miniaturization processes also. Power, energy, and batteries are always a challenge, however, as any of us know just from trying to keep a cell phone up and running daily. The researchers point out that many wearables today are required to be bulky because they must encompass a battery. Biocompatibility can be an issue too now as consumers desire to wear so many different novel and innovative devices.
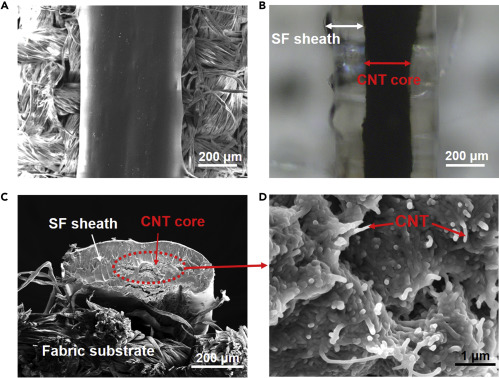
Structure and Morphology of the as-obtained CNTs@SF Core-Sheath Fibers on Textile (A) Scanning electron microscopy (SEM) image of top-view of a core-sheath fiber on textile. (B) Optical image of top-view of a core-sheath fiber on textile. (C) SEM image of cross-section of a core-sheath fiber on textile. (D) SEM image of cross-section of a fiber showing the CNT core. (from ‘Printable Smart Pattern for Multifunctional Energy-Management E-Textile‘)
Energy harvesting is a new concept to many, described by the authors as ‘a compelling complementary solution to onboard batteries.’ Energy can, in fact, be harvested from ambient light or kinetic energy made by the wearer—and then stored in devices like capacitors. This is where piezoelectric materials and triboelectric generators enter the picture; however, challenges remain in terms of structural design and production, and so much so that the researchers are concerned that much of this new technology could remain ‘mere lab-scale curiosities.’ And Zhang and the team of researchers search for solutions, they have created a 3D printing triboelectric generator composed of a silk fibroin (SF) sheath and an electrically conductive core of carbon nanotubes (CNT).
“The resulting CNT@SF fibers can be arranged into large-area grids (>80 cm2), which can achieve experimental power densities as high as 18 mW/m2. SF@CNT fibers can therefore be potentially integrated as energy harvesting fabrics within E-textiles,” state the researchers. “3D printed CNT@SF fibers for use in triboelectric generators could address long-standing materials and manufacturing challenges through several important innovations.”
In manufacturing silk fibroin and carbon nanotube inks, the research team 3D printed SF and CNT into fibers which could feasibly be used to make complex networks. This process can also be used to integrate triboelectric fibers with existing fabrics.
“Silk fibroin inks can be combined with highly concentrated CNT inks using coaxial spinnerets to create CNT@SF fibers with a core-shell geometry. Both SF and CNT inks are shear thinning, which enables efficient extrusion into free-standing fibers,” state the researchers.
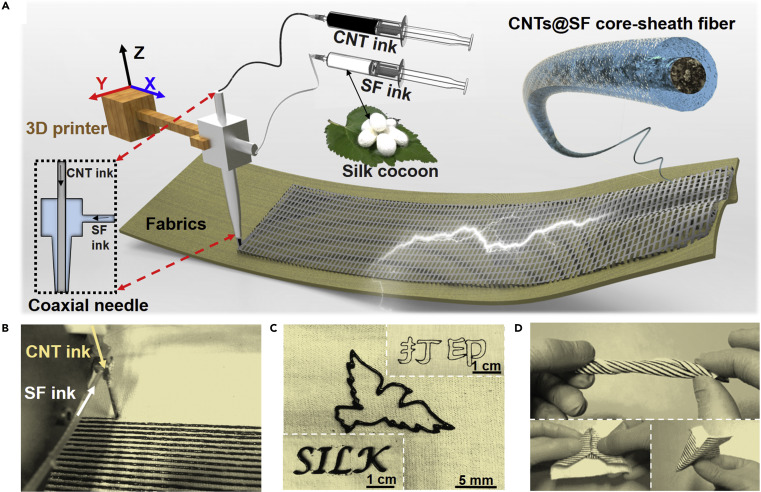
Printing of Core-Sheath Fiber-Based Patterns on Fabrics for Energy-Management Smart Textile (from ‘Printable Smart Pattern for Multifunctional Energy-Management E-Textile‘)
In using biocompatible commodity materials, the researchers foresee greater options for the textiles industry, especially since CNT@SF coaxial fibers are non-toxic in terms of wearables to be attached to human skin. SF can also be used, and is ‘ideally suited,’ due to its ability to form a triboelectric pair with poly(ethylene terephthalate) (PET).
“The performance of CNT@SF/PET-ITO triboelectric pairs is notable, conclude the researchers. “These devices can generate areal power densities up to 18 mW/m2 with open-circuit voltages of 10–80 V. The high-voltage (>10 V) low-current behavior (1–10 μA) of CNT@SF/PET-ITO triboelectric generators can charge capacitors with capacities of ∼5 μF within 5 min, assuming reasonable velocities of 13 cm/s.”
“These devices exhibit comparable power densities compared to other previously fabricated silk-based triboelectric generators, which report power densities of 0.194 mW/cm2and 4.3 mW/m2. However, it should be noted that Kim et al. combined silk with aluminum-backed polyimide, which has a different electron affinity than PET in the triboelectric series.”
3D printing is often associated with wearables, energy storage devices and integrated electronics. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
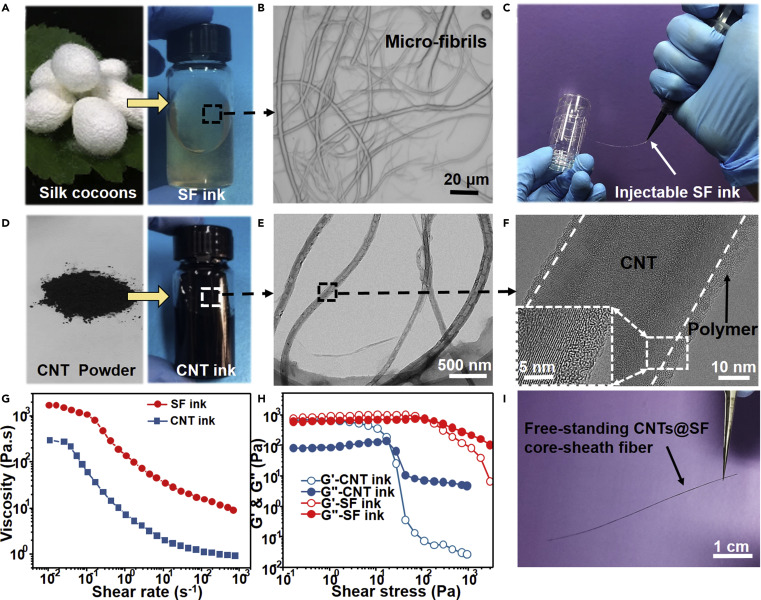
Printing Inks and Their Rheological Properties (A) Photographs of silk cocoons and the obtained SF ink. (B) Optical image showing the SF microfibrils in the SF ink. (C) Photograph showing the highly injectable SF ink. (D) Photographs of CNT powder and the CNT ink. (E) TEM image showing the good dispersion of CNTs. (F) TEM image of a multiwall carbon nanotube wrapped by polymer on its outer wall; the inset is a zoomed-in image. (G) Apparent viscosity as a function of shear rate of the CNT and SF inks. (H) Storage (G′) and loss (G″) modulus as a function of shear stress of the CNT and SF inks. (I) Photograph of a free-standing CNTs@SF core-sheath fiber after being extruded, showing good spinnability of both inks. (From ‘Printable Smart Pattern for Multifunctional Energy-Management E-Textile‘)
[Source / Images: ‘The Road to Practical E-Textiles is Smooth as Silk’]
The post 3D Printing for Wearables, Energy Storage, and Practical E-Textiles Using Silk Fibroin and Carbon Nanotube Inks appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
WATCH: Professional test ride of ROBOZE’s 3D printed skateboard
Italian 3D printer manufacturer ROBOZE has created a fully 3D printed skateboard using Carbon PA, PEEK, Flex (TPE) and PP. Made to demonstrate the applications of ROBOZE’s materials which “Print Strong Like Metal,” the board has been developed in partnership with Impact Surf Shop. Fabiano Lauciello, a professional skater, was selected to test it. “I was pleasantly surprised […]
SYS Systems and Torus Group partner to produce 3D printed assembly for packaging industry
SYS Systems, the UK-based reseller and platinum partner of Stratasys, has announced that it will be bringing an unusual exhibit to the 2019 TCT Show in Birmingham, UK. Teamed up with Torus Group, a bespoke metrology specialist also headquartered in the UK, SYS Sytems will be showing a live demonstration of a novel 3D printing application for […]
Eliminating Porosity in Metal 3D Printing through Thermocapillary Force
In ‘Pore elimination mechanisms during 3D printing of metals,’ researchers from around the world explore more about refining laser powder bed fusion (LPBF) technology through the use of imaging and modeling techniques meant to prevent porosity.
While 3D printing with metal has become extremely popular, and especially within the industrial realm, there are still numerous challenges to overcome before many users are able to completely embrace such processes. In this research, the authors use in-situ high-speed high-resolution synchrotron x-ray imaging and multi-physics modeling to understand more about how to control porosity issues as they so often occur in the melt pool and are then found in parts.
It is often difficult for users to take measures to reduce porosity through post-processing:
“For example, the hot isostatic pressing (HIP) cannot close the surface pores; and the gas pores closed by HIP can reopen and grow during subsequent heat treatment,” state the researchers, who began looking for the most logical route to fix the problem—during the printing process.
Pores exhibiting high velocity and small size make it hard for researchers to examine their motion while the printing process ensues. X-rays have been somewhat successful previously, but with inferior resolution. The research team discovered that pores move not only according to temperature and thermocapillary force, but also drag force caused by the melt flow. Further, they found that the high thermocapillary force could overcome the drag force, thus halting pores from forming during printing.

In-situ characterization of pore dynamics during LPBF process. a Schematic illustration of the in-situ high-speed X-ray imaging experiment. b Representative cuboid (300 µm × 200 µm × 200 µm) reconstructed from X-ray computed tomography data showing the size and distribution of pores inside an additively manufactured AlSi10Mg plate. c Representative single-pulse X-ray image revealing micro-pores as well as the melt pool and depression zone beneath the surface of the powder bed (laser power of 360 W, scan speed of 1 m s−1 and laser beam diameter (D4σ) of 100 μm). The boundaries of the melt pool and the depression zone are indicated by a white dashed line, and the position of the laser is indicated by a red arrow. The scale bar in c is 50 μm
In situ X-ray imaging consisted of the following:
- Powder bed system – 100 µm layer of powder on a substrate sandwiched between two glassy carbon plates
- Selective laser melting system (for scanning the powder bed and forming a melt pool)
- High-speed X-ray imaging system – showing the LPBF process
“To study the effect of thermocapillary force on pore dynamics in different locations of the entire melt pool, we developed a force map based on the ratio of thermocapillary force to drag force (Ft/Fd) for a 10 μm-dimeter pore, using the local temperature gradient and the average velocity of the melt flow (1.1 ± 0.5 m s−1). The buoyant force is neglected because it is orders of magnitude smaller than the thermocapillary force and the drag force for the pore size range studied here,” stated the researchers.
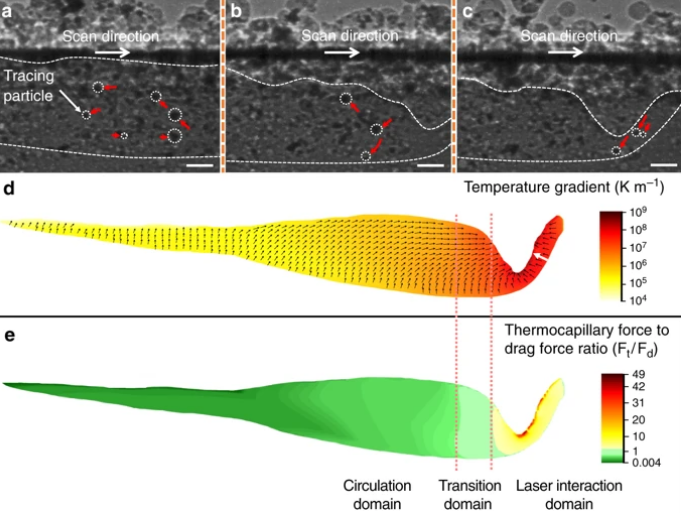
Driving forces for pore motion and elimination. a–c X-ray images showing trajectories (indicated by red arrows) of the tracing particles (tungsten microparticles, marked by white dotted circles), which indicate the melt flow at the circulation domain (a) transition domain (b) and laser interaction domain (c) inside the melt pool during the LPBF process. d Temperature gradient inside the melt pool during LPBF process, obtained by multi-physics modeling with laser processing parameters the same as the in-situ experiments (see “Methods” section). The magnitude and direction of temperature gradient are indicated by color and black arrows, respectively. The white arrow indicates the temperature gradient increases from the solid-liquid interface (melting front) to the depression zone front wall (Fig. 5). e Ratio of thermocapillary force (Ft) to drag force (Fd) for a pore with a diameter of 10 µm. In a–c, the laser power is 360 W, the scan speed is 1 m s−1 and the thickness of powder layer is 100 μm. Scale bars in a–c are 50 μm
Experiments were also performed to see how this process would affect 3D printing not driven by powder. The results showed ‘similar pore motion behaviors.’
Overall, the researchers found that they were able to use thermocapillary force to eliminate pores while LPBF was in progress. They demonstrated this during printing, as well as showing that pores in previous layers were eliminated by ‘thermocapillary force by laser rescanning with proper laser scan parameters.’
The researchers expect this study to have positive implications for applications like:
- Laser polishing
- Laser cladding
- Welding
- Melt spinning
- Nuclear reactors
- Chemical reactors
“We achieved pore elimination by thermocapillary force in both alloys, which indicates that the thermocapillary force driven pore elimination mechanism is not limited to a specific alloy system,” stated the researchers.
Porosity is an ongoing topic of research 3D printing users continue to refine manufacturing processes, and especially in metal—but also extrusion-based printing, FDM 3D printing, and in bioprinting too. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
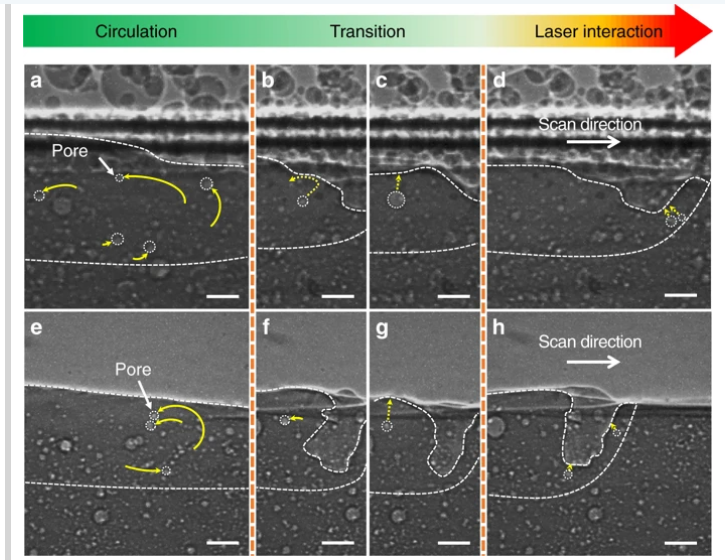
Dynamic pore motions within melt pool. a–d X-ray images showing pore dynamics during the LPBF process. The thickness of a powder layer is 100 μm. e–h X-ray images showing pore dynamics during laser melting of a bare substrate. Dotted arrows indicate the future trajectories of the pores, while solid arrows mark the history of pore trajectories. Pores follow circular patterns at the circulation domain (a, e), while pores in the laser interaction domain move toward depression zone and escape from the melt pool (d, h). In the transition domain (b, c, f and g), pores exhibit irregular moving behavior, sometimes moving toward the melt pool surface and escaping (c, g), and sometimes circulating in the melt pool (b, f). The laser beam diameter (D4σ) is 100 μm, the laser power is 360 W, and the scan speed is 1 m s−1. All scale bars are 50 μm
[Source / Images: ‘Pore elimination mechanisms during 3D printing of metals’]
The post Eliminating Porosity in Metal 3D Printing through Thermocapillary Force appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
3DPOD Episode 12: Formalloy’s Melanie Lang: LMD Metal 3D Printing
This time we have a lively and fun discussion with Melanie Lang the Founder of Formalloy. Formalloy is a start up in the DED arena, a metal 3D printing technology that can be used to make large metal structures of a few meters or more. We spoke about how DED is being used, what the emerging applications are, Fuctionally graded materials, bimetallics, titanium, nickel superalloys and many more things. We hope you enjoy this episode.
Our episode about 3D Printing in space is here. The first podcast on going beyond PLA is here, our interview with Direct Dimensions CEO Michael Raphael is here, while our interview with design pioneer Janne Kyttanen is here. Our episode on bioprinting is here, 3D printing in medicine is here, 3D printed guns is here. Finally, here is the fourth industrial revolution episode, and all of them are here. You can find them on Spotify here.
The post 3DPOD Episode 12: Formalloy’s Melanie Lang: LMD Metal 3D Printing appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Luxexcel & IFB Solutions Print Custom Ophthalmic Lenses
3D printed ophthalmic lens manufacturer Luxexcel and IFB solutions have been working together for a while now, 3D printing custom lenses matching the specifications of patients. Using Luxexcel’s technology, IFB’s Twenty200 optical lab has been able to ship at production rates of up to 1,500 units a day. The companies are also using their facilities […]
The post Luxexcel & IFB Solutions Print Custom Ophthalmic Lenses appeared first on 3D Printing.
BigRep live 3D prints 4m x 4m recycled plastic wall
Large format 3D printer manufacturer BigRep has started 3D printing an urban green habitat installation named GENESIS Eco Screen. Using only recycled plastic, the work showcases the potential of additive manufacturing as a sustainable means of architecture. It’s build is currently ongoing on public view at Humboldt University in Berlin. GENESIS is set to premiere […]
3D Printed Heat Sinks Display Higher Efficiency
Heat sinks are a crucial part of many electronic devices, dispersing the temperatures they produce during operation. Electronics, especially computers, would succumb to overheating quite often without them, which is why improving them can have major benefits. To this end, teams of researchers from multiple universities have applied 3D printing to show how there’s still […]
The post 3D Printed Heat Sinks Display Higher Efficiency appeared first on 3D Printing.