
Zortrax, a Polish 3D printer and materials manufacturer, has prototyped fairing panels for Falectra, the first Polish electric motorbike brand. Using the manufacturer’s Layer Plastic Deposition (LPD) 3D printers and Z-ULTRAT filaments, Falectra has managed to create a fully-functional prototype within its tight budget. Both economical and green, Falectra’s electric motorbike aims to reduce traffic […]
3DPOD Episode 11: Interview with Xometry’s Greg Paulsen: 3D Printing Applications and Processes
In this 3DPod Episode we talk to Xometry’s Greg Paulsen on 3D printing processes and applications. In a far-ranging conversation on everything from the differences between FDM, SLS, SLA as well as applications such as conformal cooling we chew the 3D printing fat. The idea behind this episode was to give you guys more a look into when you would use which 3D printing process and what some of the bottlenecks are. We really enjoyed talking to Greg whose immensely knowledgeable about 3D Printing.
Our episode about 3D Printing in space is here.
The first podcast on going beyond PLA is here, our interview with Direct Dimensions CEO Michael Raphael is here, while our interview with design pioneer Janne Kyttanen is here. Our episode on bioprinting is here, 3D printing in medicine is here, 3D printed guns is here. Finally, here is the fourth industrial revolution episode, and all of them are here. You can find them on Spotify here.
The post 3DPOD Episode 11: Interview with Xometry’s Greg Paulsen: 3D Printing Applications and Processes appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Fortify Closes $10M Series A Funding Led by Accel
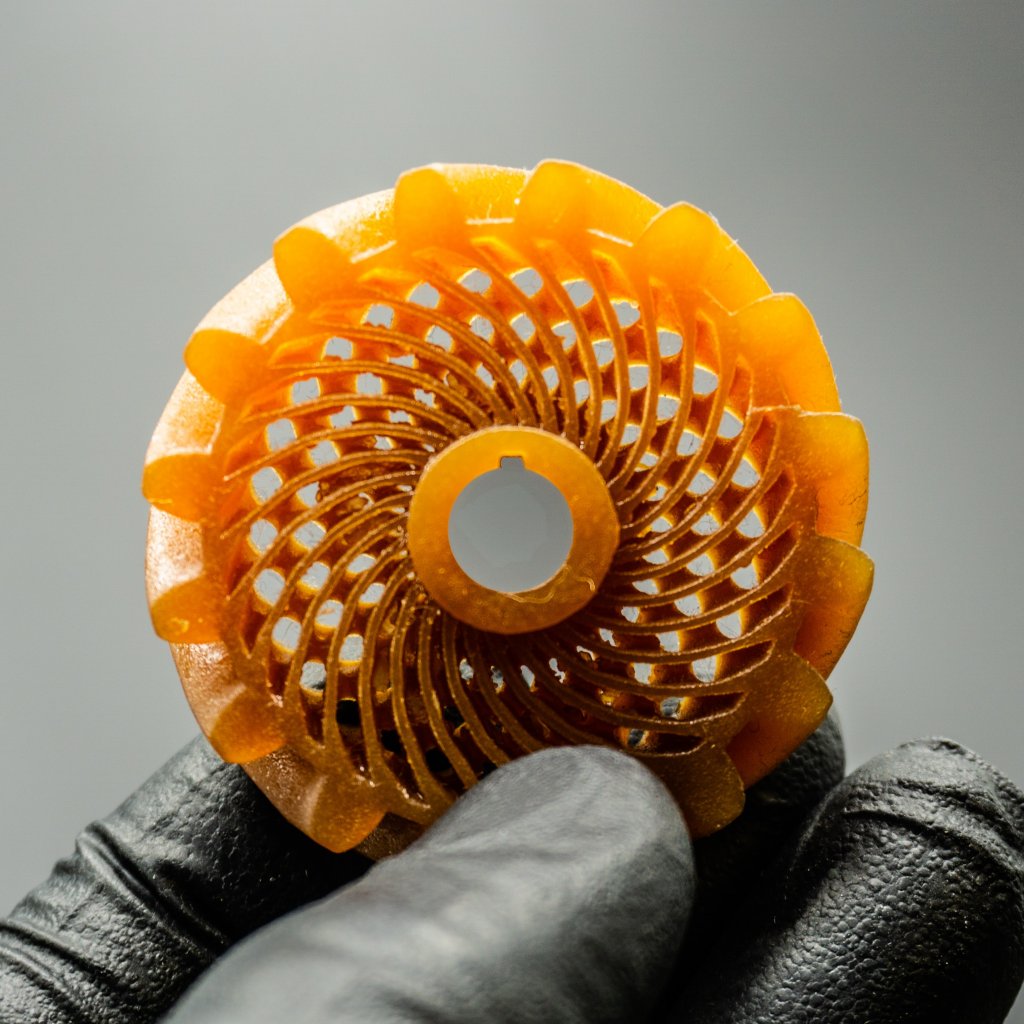
Fortify, known for their next-generation composites and Digital Composite Technology (DCM), has just completed a $10M Series A funding led by Accel. The Boston-headquartered additive manufacturing startup also received funding from Neotribe, Prelude Ventures, and Mainspring Capital Partners. Following a previous seed round this year also, yielding $2.5M, this latest funding will support the Fortify’s Discovery Partner Program and further growth of the Fortify team as they continue to create technology to be used in applications like aerospace, manufacturing, and automotive—with end-use parts in electrical connectors, impellers, mixers, and specialty drones.
 Fortify is known for their use of magnetics (Fluxprint technology) and digital light processing 3D printing, allowing them to fabricate parts made with composites, therefore imbued with high-performance mechanical properties. Composite research was performed at Northeastern University by Dr. Randall Erb and Dr. Joshua Martin. The company has already seen huge growth this year, with its staff doubling, and new office space required for its overall expansion.
Fortify is known for their use of magnetics (Fluxprint technology) and digital light processing 3D printing, allowing them to fabricate parts made with composites, therefore imbued with high-performance mechanical properties. Composite research was performed at Northeastern University by Dr. Randall Erb and Dr. Joshua Martin. The company has already seen huge growth this year, with its staff doubling, and new office space required for its overall expansion.
“Now more than ever before, it’s vital that the U.S. economy has a strong manufacturing ecosystem,” said Eric Wolford, venture partner at Accel. “Fortify is uniquely positioned to help lead the resurgence of American manufacturing by using tech to produce best-in-class parts for the digital age. We’re thrilled to support the entire Fortify team as they continue to set a new standard in manufacturing.”
Fluxprint
The Discovery Partner Program gives a select number of Fortify customers earlier access to DCM. Currently, Fortify has noted ‘dramatic improvements’ for users 3D printing with the DCM platform. Fortify says that users also report up 10-100x in improvements, when comparing to 3D prints of other types. Molds are being supplied for customers right now, with beta machines going out in early 2020. Their new Fortify Fiber Platform has just been rolled out also, as the company continues to work with companies like DSM and BASF.
“Material properties are the dominant factor driving adoption of Additive Manufacturing across industries,” said Ben Arnold, Fortify VP of Business Development. “Our open materials platform leverages the world’s leading polymer chemists as they continually innovate. We reinforce these base resin with fiber as we print to gain significantly higher levels of performance. It’s quite exciting that even in this early stage of the company, we have customers buying parts for use in production applications.”
“We’ve achieved so much since our founding, and we’re eager to expand on our platform capabilities,” said Josh Martin, CEO and founder of Fortify. “With the support of our investors, we will focus on innovation, bring our technology to new partners, and grow our product offerings.”

Notable new hires include industry veteran Ben Arnold as VP Business Development, most recently of Desktop Metal and Dave Colucci, formerly of Soft Robotics, as their new Embedded Systems Lead Engineer.
Researchers around the world are involved in the realm of 3D printing materials, from biomaterials to self-healing capsules, and even soft materials for robotics. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Digital composite manufacturing
[Source / Images: Fortify]
The post Fortify Closes $10M Series A Funding Led by Accel appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
German RepRap Releases L320 Liquid Silicone Rubber 3D Printer
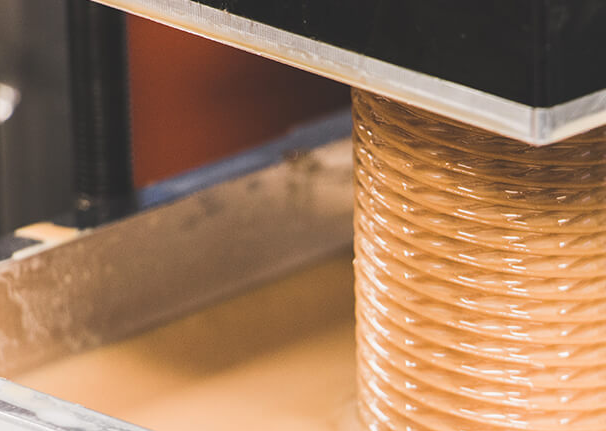
A new LAM (liquid additive manufacturing) 3D printer from German RepRap called L320 can print with liquid silicone rubber, a versatile material that was previously only available with injection molding. With a build volume of 250 x 320 x 150 mm, the L320 is significantly larger than their first LAM printer, the L280. German RepRap […]
The post German RepRap Releases L320 Liquid Silicone Rubber 3D Printer appeared first on 3D Printing.
UTS reaches one-year milestone in alliance to revolutionize mining with 3D printing
The University of Technology Sydney (UTS) has provided an update on its R&D collaboration with Mineral Technologies, the mining subsidiary of Australian integrated services company Downer Group, and the Innovative Manufacturing CRC (IMCRC). The project, which aims to create a bespoke 3D printer for producing mineral separation and mining equipment, to be used by Mineral […]
American Medical Association enacts reimbursement codes for 3D printing services in healthcare
The American Medical Association (AMA) has accepted a proposal from the American College of Radiology (ACR) which advances the use of 3D printing in healthcare. ACR’s Category III proposal for the Current Procedural Terminology (CPT) codes, published and maintained by AMA, are tailored towards reimbursement for the production of 3D printed anatomical models and personalized […]
EOS Explains the State of Industrial 3D Printing in Latin America
![]() Back in 1989, Hans Langer’s vision of going straight from CAD to manufacturing without tooling for the fabrication of physical components led to the creation of Electro Optical Systems (EOS GmbH) and revolutionized the industrial manufacturing sector in Germany. EOS has grown to become one of the global technology leaders in industrial 3D printing of metals and polymers, specializing in the interaction of laser and powder materials and is currently celebrating 30 years in the industry.
Back in 1989, Hans Langer’s vision of going straight from CAD to manufacturing without tooling for the fabrication of physical components led to the creation of Electro Optical Systems (EOS GmbH) and revolutionized the industrial manufacturing sector in Germany. EOS has grown to become one of the global technology leaders in industrial 3D printing of metals and polymers, specializing in the interaction of laser and powder materials and is currently celebrating 30 years in the industry.
Industrial 3D printing is booming, AM in aerospace is growing, the cost-effective, tool-less production of lightweight components reduces fuel consumption, material costs, and CO2 emissions. And what about automotive, 3D printing is heralding new paths in the sector; not to mention prosthetics, medical implants, defense and renewables (just to mention a few). The latest Wohlers Report 2019 says the AM industry will exceed $15.8 billion, so it’s no wonder that Latin America has become an incipient and promising market for 3D printing. Latin America is home to around 9 percent of the world population (that’s roughly 651 million people), so like other machine developers, EOS is interested in breaking into the southern cone, although it’s not an easy market, especially compared to North America, Europe or Asia. Much of the economy still relies heavily on traditional sectors involving natural resources such as agriculture and textiles, nonetheless, opportunities are springing up across the subcontinent and Latin America GDP is expected to improve in 2020 thanks to Mexico, Brazil, Colombia, and Argentina.

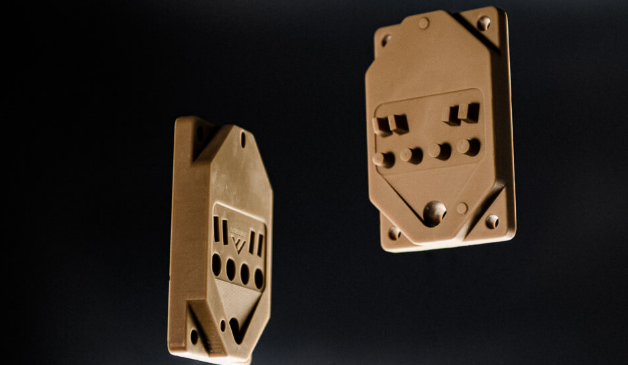
Production of EOS technology
“In Latin America, the additive manufacturing business is developing slower than expected. One major reason for that might be that leveraging 3D printing technology requires relatively high investments, which companies in the region are not willing or not able to invest on yet. Furthermore, 3D printing expertise has to be build up, but there is still a lack of AM specialists in the region. However, EOS is confident that these points will change in the next two to three years, meaning that more and more industry companies will use AM technology for series applications,” suggested Davide Iacovelli, Regional Director South of EOS, to 3DPrint.com.
“In general, I see the following trend: In Europe, more and more customers have evolved from 3D printing for prototyping towards using the technology in production. Topics like industry 4.0 are especially important accelerators and companies are getting more interested in setting-up digital factories. That’s following our EOS vision: We strictly believe that additive manufacturing is a key technology for advanced industrial production and is THE technology for digital manufacturing. In comparison, this is not the case in Latin America yet, where AM technology is mostly used for prototyping or for university research and development,” he continued.
With regards to the different areas of industrial 3D printing usage in Latin America, Iacovelli considers that in general, the most active and mature industries are medical and dental, something many other experts have also confirmed to 3DPrint in the past.
“In these industries, the jump to series production could succeed the fastest,” he claims, with corresponding applications for crowns, bridges, and implants.
According to the expert, there are other exciting applications and industries pushing additive manufacturing, like aerospace, which “is certainly not to be underestimated in Latin America, be it in the field of aircraft or satellites, to name just two possible areas of application.”
For EOS, in the Latin American region, the most successful areas of their system usage are academia, followed by service providers (for the production of prototypes). This means that the most common areas for additive manufacturing are still prototyping as well as research and development, and other important fields include medical and dental applications where patient-specific solutions are in high demand. And with companies like EOS providing all essential elements for industrial 3D printing, system, material and process parameters can be intelligently harmonized to facilitate and ensure a reliable high quality of printed parts.
Iacovelli considers that “the oil and gas as well as mining industries are certainly interesting scenarios (like offshore applications in the area of power generation) where the benefits of AM can be implemented. The automotive industry is also an important sector – about three million vehicles per year are produced in Brazil alone, so the potential is huge. Others, like the prospective Industry 4.0 scenarios probably will take some more time, here we see potential but not in the short-term.”
The automotive industry is well within a comfort zone for EOS. Back in 1991, one of Langer’s first customers was Bavarian car manufacturer BMW (one of the early users of 3D printing technology), and other automotive developers followed suit. In 2018, Brazil produced over 2.8 million vehicles, everything from passenger cars to trucks and buses, of some major global brands like Volkswagen, Fiat, GM, and Ford. And although today is not the same as it was 10 years ago with many plants closing, like Ford’s oldest truck-producing factory, many expect this will soon shift as the region exit’s its current recession.
“One of the challenges the market in general faces is that companies in Latin America typically strive for a faster Return On Investment (ROI), in these kinds of investments with industrial machinery needed for 3D printing, than in Europe. We also see local regulations and guidelines, which are different from Europe, like in the medical/dental sector in Brazil. This is especially complex as almost every country in Latin America has its own regulations,” continued Iacovelli.
In the region, EOS is offering systems for industrial 3D printing with metal as well as polymer materials, each category with different sized build volumes. They consider the ratio in Latin America to be 45 percent metal and 55 percent polymer systems. In the area of polymers, the EOS P 110 system (a machine ideally suited for research and development but that some consider perfect for manufacturing) is extremely popular with the most sales. Particularly in Brazil, there are also systems used with a larger build area from the EOS P 3 system family, while in the metal area, the EOS M 2 system family is predominantly bought.
With sales that top 1,000 units globally every year, the company could be well on its way to expanding these AM systems in Latin America. All of the countries in the region are in dire need of a strong 3D printing market to help them change the traditional manufacturing systems and become sustainable companies that can grow at similar levels as the rest of the world. Big events like Inside 3D Printing in Brazil and 3D Print Week in Argentina can help shape the 3D market. For companies like EOS to thrive and for the population to start considering the benefits of 3D printing beyond just a hobby, big changes need to happen, from state officials to leading companies and entrepreneurs. More importantly, big investments in AM systems could benefit countries like Uruguay, Paraguay, Chile and Brazil and lead them into the fourth industrial revolution.

The EOS P 110, very popular in Latin America
[Image Source: EOS]
The post EOS Explains the State of Industrial 3D Printing in Latin America appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Thixotropy, Nanoclay and the Optimal Parameters of 3D Printed Concrete
In ‘The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete,’ international authors strive to understand more about materials and parameters in relation to concrete—specifically in terms of buildability and inter-layer adhesion properties.
3D printing with concrete is being used by companies and researchers around the globe today as they hope to harness all the classic benefits of 3D printing, from affordability to greater speed in production, and the ability to create more complex geometries—often meaning that products and prototypes not possible before can now be fabricated. And although there is a growing sense of acceptance of the technology, the researchers explain that there is still little data regarding materials and process parameters.
“A soft, flowable material is easy to extrude,” explained the researchers. “On the other hand, a stiff material can sustain the weight of more layers, although it needs more pressure for the extrusion. However, the stiffness of a cementitious material changes with time due to ongoing hydration. As a result, it may not be extrudable after its dormant period. In addition, this sometimes results in poor interface bond strength due to lack of moisture, mechanical contacts, and the presence of pores in the substrate.”
A lack of surface moisture can affect inter-layer strength, as well as process parameters. Inter-layer adhesion is a common challenge, and researchers have suggesting numerous fixes, from increasing mechanical contract between the layers or even spraying cement paste in the affected zone.

Demonstration of 3D printability of (a) control mix (CM); (b) 0.5% clay modified NM mixture.
For this project, the researchers added a ‘small amount of nanoclay’ to add both strength and thixotropy. The nanoclay showed anisotropic qualities, and showed the greatest compressive strength when tested in the direction of the layer deposition.
“Nanoclay carries a negative charge on its faces and a positive charge on its ends. During the material flow, it tends to separate from each other by the electrical repulsion between similar charges. On the other hand, at rest, it flocculates by oppositely charged ends, while increasing the yield stress and viscosity,” stated the researchers, pointing out that nanoclay is not helpful in increasing the stiffening rate.
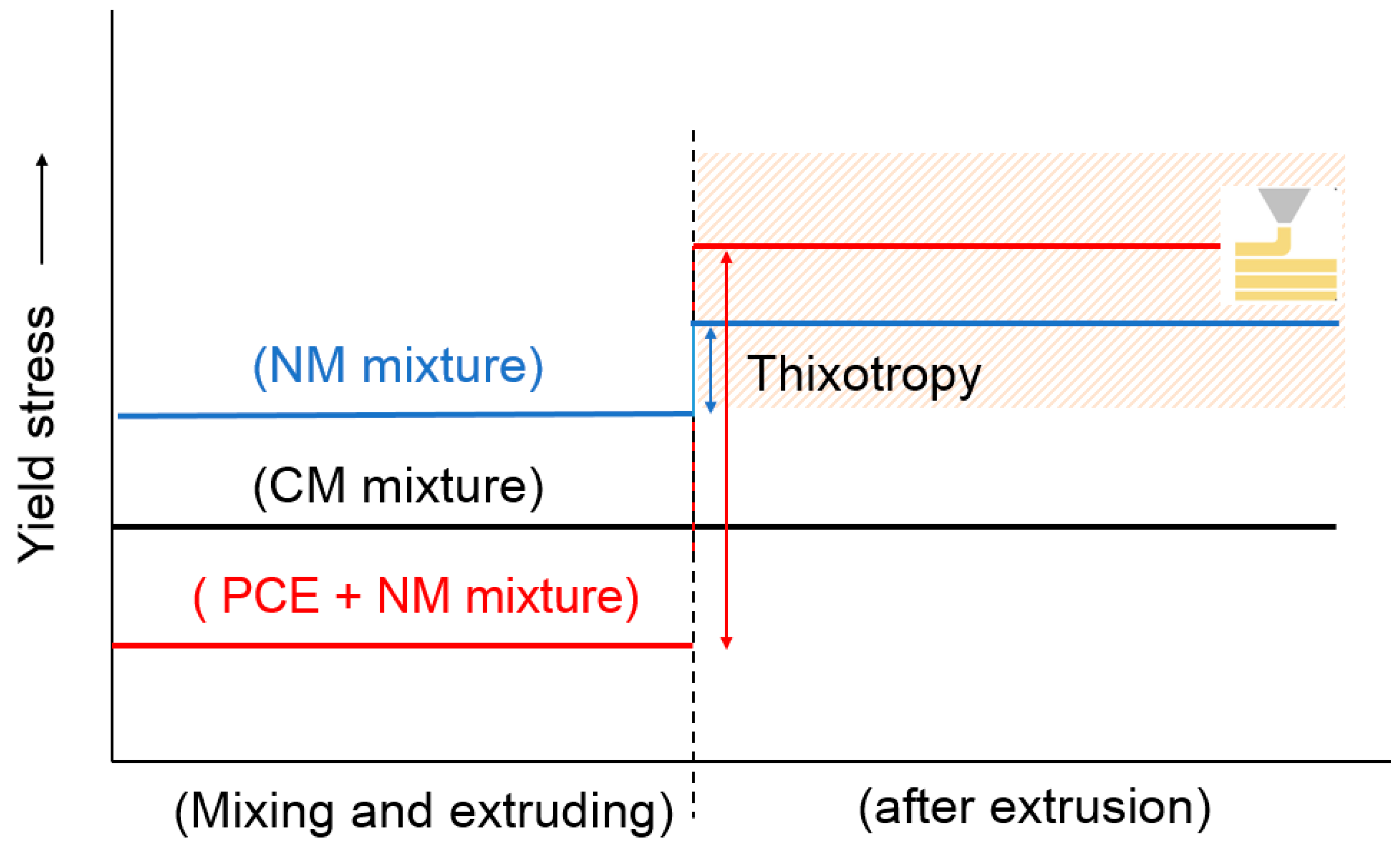
Schematic of rheology modification for 3D concrete printing
The researchers noticed macro pores, theorizing that they were weakening the 3D printed, increasing with materials higher in thixotropy.
“Reducing the standoff distance below the nozzle opening size (width) had a positive impact on improving the bond strength of the NM mix, which can be explained by the decreased porosity in the interface zone,” concluded the researchers. “The impact of the nozzle standoff distance was found to be more pronounced for the material with a higher yield stress value.
“In future work, other parameters such as structuration rate, roughness, environmental conditions, and the effect of chemical additives will be studied to gain new insights into interlayer bond strength in the concrete printing process.”
3D printing with concrete continues to rise in popularity, as users—many in the construction world—innovate with projects such as 3D printed bridges, lightweight structures, and hardware for disaster relief. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
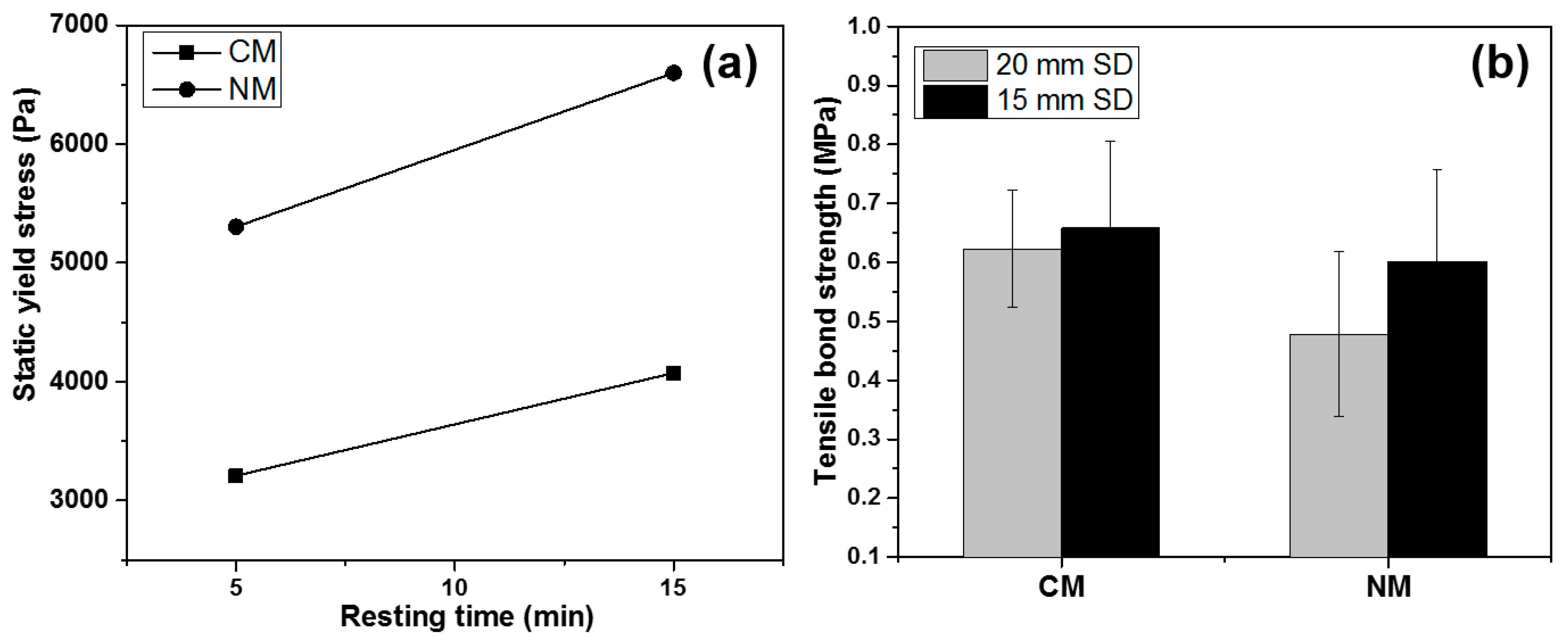
(a) static yield stress; (b) tensile bond strengths of CM and NM mixtures.
[Source / Images: ‘The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete’]
The post Thixotropy, Nanoclay and the Optimal Parameters of 3D Printed Concrete appeared first on 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing.
Research Collaboration Explores 3D Printed Mining Products
A research collaboration between the University of Technology’s Rapido prototyping unit, Downer’s Mineral Technologies and Cambridge’s Innovative Manufacturing Collaborative Research Centre (IMCRC) has reached multiple milestones it set. The milestones include the development of technologies, including printers, for precision-engineered mineral separation and mining equipment. The project has come a long way in its first year, […]
The post Research Collaboration Explores 3D Printed Mining Products appeared first on 3D Printing.
University of Pittsburgh awarded over $1 million to develop quality assurance for 3D printed turbine components
Researchers from the Swanson School of Engineering have received over $1 million in combined funding from the U.S. Department of Energy (DoE) and the University of Pittsburgh. The funding is intended to support the development of an effective quality assurance method for the additive manufacturing of new-generation gas turbine components. Lasting three years, Xiayun (Sharon) Zhao, […]