
3D Printed Meshes Mimic Ankle Tissue-Like Mechanics
Medical 3D printing has always taken cues from biology to develop new functional parts and prosthetics. With the advanced engineering capabilities the technology allows, researchers have developed “externally worn and implantable tissue-support devices, such as ankle or knee braces, and hernia repair mesh“. These 3D printed meshes and supports mimic tissue mechanics and help support […]
The post 3D Printed Meshes Mimic Ankle Tissue-Like Mechanics appeared first on 3D Printing.
ExOne and Siemens Partner to Bring More Automation to 3D Printing
The leader in metal and sand 3D printing, ExOne, and global supplier of advanced automation systems, Siemens, announced a partnership that will improve the user experience for ExOne customers in the manufacturing, aerospace, energy, and automotive industries. ExOne’s new S-Max Pro sand printer for foundries will now come with Siemens’ Digital Enterprise Portfolio of software […]
The post ExOne and Siemens Partner to Bring More Automation to 3D Printing appeared first on 3D Printing.
Inside ADDere’s 30 hour 3D printed turbine blade
Wisconsin technology developer ADDere has demonstrated its large scale additive manufacturing capabilities with the production of a 5ft 11in stainless steel turbine blade. Produced in the course of one single 30 hour run, the blade’s height maintains a tolerance within 0.5mm of its designed height, an outstanding achievement for the technology. “While the complex shape was made […]
Metalysis falls into administration, seeks buyer
Financial difficulties at UK based metal 3D printing powder manufacturer Metalysis has forced directors to place the company into administration. As of June 3, 2019, Eddie Williams and Chris Petts of professional services firm Grant Thornton UK LLP have been in charge of managing the company’s affairs, business and property, which includes its South Yorkshire […]
3D Printing News Briefs: July 2nd, 2019
We’re talking partnerships and materials in today’s 3D Printing News Briefs. The Alfa Romeo F1 team and Additive Industries are strengthening their technology partnership, while Beam-IT and SLM Solutions are expanding their own cooperation. Metallum3D just opened a new beta testing program for its stainless steel filament, while Zortrax and CRP Technology are both introducing new materials.
Alfa Romeo F1 Team and Additive Industries Strengthen Partnership
 At the recent Rapid.Tech-Fabcon industrial 3D printing conference in Germany, Additive Industries announced that its current technology partnership with the F1 team of Alfa Romeo Racing would be growing stronger. The Sauber Engineering company, on behalf of Alfa Romeo Racing, has ordered an additional: 4-laser, multi-module MetalFAB1 Productivity System, bringing the total up to four systems and making it Additive Industries’ largest customer with a high-productivity metal 3D printing capacity.
At the recent Rapid.Tech-Fabcon industrial 3D printing conference in Germany, Additive Industries announced that its current technology partnership with the F1 team of Alfa Romeo Racing would be growing stronger. The Sauber Engineering company, on behalf of Alfa Romeo Racing, has ordered an additional: 4-laser, multi-module MetalFAB1 Productivity System, bringing the total up to four systems and making it Additive Industries’ largest customer with a high-productivity metal 3D printing capacity.
“Our installed base is growing fast, not only with new customers in our core markets like aerospace and the automotive industry but also through existing customers like Sauber Engineering, who are advancing to become one of the leading companies in industrial 3D printing in Europe, ramping up production,” stated Daan Kersten, the CEO of Additive Industries. “Although most users of metal additive manufacturing are still applying prototyping systems, we see an increasing number of companies concluding they need dedicated systems for series production. Our modular MetalFAB1 family is the only proven system on the market today designed for this use. We are grateful and proud to be technology partner to Sauber Engineering and the F1 team of Alfa Romeo Racing.”
Beam-IT and SLM Solutions Sign Expanded Agreement
M.Sc.Eng. Martina Riccio, AM Process Leader of Beam-IT and technical team
Italian 3D printing service bureau Beam-IT and metal 3D printing provider SLM Solutions have signed an agreement, which will expand their current long-term cooperation. Together in a joint venture project, the two will work to develop more material parameters – focusing on certain material properties – for the nickel-based alloys IN939 and IN718; this process will help create a less lengthy timeframe in terms of parameter testing. Additionally, Beam-IT has added two new SLM 3D printers to its product portfolio: an SLM 280 and an SLM 500.
“We are pleased to announce our cooperation agreement with SLM Solutions and the two additional machines,” said Michele Antolotti, the General Manager of Beam-IT. “We regularly produce high-quality parts for our customers using selective laser melting because the SLM ® technology works efficiently, quickly and, above all, safely. With the expanded capacity of our new multi-laser systems we can also increase our productivity and react to the increased interest in SLM ® technology from our customers.”
Metallum3D Opens Stainless Steel Filament Beta Testing Program
 Virginia-based company Metallum3D announced that it has opened a beta test program for its stainless steel 316L 3D printing filament. This new program will support the company in its development of an affordable and accessible on-demand metal 3D platform for FFF 3D printers. The Filament Beta Test Program is open until July 31st, 2019, and a limited run of 150 0.5 kg spools of Metallum3D’s stainless steel 316L filament will be offered for a discounted price on a first come, first serve basis.
Virginia-based company Metallum3D announced that it has opened a beta test program for its stainless steel 316L 3D printing filament. This new program will support the company in its development of an affordable and accessible on-demand metal 3D platform for FFF 3D printers. The Filament Beta Test Program is open until July 31st, 2019, and a limited run of 150 0.5 kg spools of Metallum3D’s stainless steel 316L filament will be offered for a discounted price on a first come, first serve basis.
Nelson Zambrana, the CEO of Metallum3D, said, “Our 1.75mm Stainless Steel 316L filament material has a metal content of 91.7% by weight or 61.5% by volume, while maintaining enough flexibility for a minimum bend diameter of 95 mm (3.75 in.). The combination of high metal loading and filament flexibility was a tough material development challenge that took us over a year to solve.”
Zortrax Introducing Biocompatible Resins for Inkspire 3D Printer
 Last year, Polish 3D printing solutions provider Zortrax developed the Inkspire, its first resin 3D printer. The Inkspire uses UV LCD technology to create small and precise models for the architecture, jewelry, and medical industries. With this in mind, the company is now introducing its specialized biocompatible resins that have been optimized for the Inkspire to make end use models in dentistry and prosthetics.
Last year, Polish 3D printing solutions provider Zortrax developed the Inkspire, its first resin 3D printer. The Inkspire uses UV LCD technology to create small and precise models for the architecture, jewelry, and medical industries. With this in mind, the company is now introducing its specialized biocompatible resins that have been optimized for the Inkspire to make end use models in dentistry and prosthetics.
The new class IIa biocompatible Raydent Crown & Bridge resin is used for 3D printing temporary crowns and bridges, and is available in in an A2 shade (beige), with high abrasion resistance for permanent smooth surfaces. Class I biocompatible Raydent Surgical Guide resin for precise prosthetic surgical guides is safe for transient contact with human tissue, and offers translucency and high dimensional accuracy. With these new materials, the Zortrax Inkspire can now be used by prosthetic laboratories for prototyping and final intraoral product fabrication.
CRP Technology Welcomes New Flame Retardant Material

Functional air conditioning piping made with LS technology and Windform FR1
In April, Italy-based CRP Technology introduced its Windform P-LINE material for for high-speed, production-grade 3D printing. Now, it’s officially welcoming another new material to its polyamide composite family – Windform FR1, the first carbon-filled flame-retardant laser sintering material to be rated V-0. The material is from the Windform TOP-LINE family, and passed the FAR 25.853 12-second vertical, the 15-second horizontal flammability tests, and the 45° Bunsen burner test. The lightweight, halogen-free material combines excellent stiffness with superior mechanical properties, and is a great choice for applications in aerospace, automotive, consumer goods, and electronics.
“Only a few days from the launch of a new range of Windform® materials, the P-LINE for HSS technology, I’m very proud to launch a new revolutionary composite material from the Windform® TOP-LINE family of materials for Laser Sintering technology,” said Franco Cevolini, VP and CTO at CRP Technology. “Our aim is to constantly produce technological breakthroughs. With Windform® FR1 we can steer you toward the proper solution for your projects.
“We will not stop here, we will continue our work on renewal and technological expansion in the field of Additive Manufacturing. Stay tuned!”
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
CELLINK and Uppsala University Send Stem Cells to Space

CELLINK and Uppsala University send stem cells to space
 To study the influence of microgravity and hypergravity on living systems, bioprinting pioneer CELLINK, in collaboration with a team of scientists at Uppsala University, has sent 3D bioprinted boundary cap neural crest stem cells to space. The partnership is aiming to accelerate the development of a 3D neural stem cell system to provide insight on how gravity alterations influence cellular properties. According to the Department of Neuroscience at Uppsala University’s Faculty of Medicine, these so-called boundary cap neural crest stem cells are a transient cell population residing at the junction between dorsal roots and spinal cord during embryonic development. In 2014, researchers at the university conducted studies that showed how growth, survival and function of insulin-producing cells in the pancreas are promoted if the cells are cultured or transplanted together with boundary cap neural crest stem cells, providing novel opportunities to treat patients with type one diabetes.
To study the influence of microgravity and hypergravity on living systems, bioprinting pioneer CELLINK, in collaboration with a team of scientists at Uppsala University, has sent 3D bioprinted boundary cap neural crest stem cells to space. The partnership is aiming to accelerate the development of a 3D neural stem cell system to provide insight on how gravity alterations influence cellular properties. According to the Department of Neuroscience at Uppsala University’s Faculty of Medicine, these so-called boundary cap neural crest stem cells are a transient cell population residing at the junction between dorsal roots and spinal cord during embryonic development. In 2014, researchers at the university conducted studies that showed how growth, survival and function of insulin-producing cells in the pancreas are promoted if the cells are cultured or transplanted together with boundary cap neural crest stem cells, providing novel opportunities to treat patients with type one diabetes.

The stem cells prior to launch
CELLINK’s BIO X bioprinter and bioinks were used to bioprint boundary cap neural crest stem cells that were successfully launched to space on June 24 on Maser14 by the Swedish National Space Agency. The cells were supplied by Uppsala University and printed using CELLINK Bioink and CELLINK GelMA.

CELLINK BIO X Bioprinter used by Uppsala University
“Our mission to help improve the physical conditions for astronauts with Uppsala University is a huge milestone for CELLINK. The strenuous conditions astronauts face while in space has been a widely talked about subject and this week we took the first step towards helping solve this problem. Understanding the effects of microgravity is a crucial element to this equation. We have worked extremely hard on developing technology that will help change the world and are very much looking forward to sharing the first set of results as soon as they become available,” suggestedItedale Redwan, Chief Science Officer at CELLINK, to 3DPrint.com.
Space exploration challenges the limits of human physiology, and advancing capabilities in spaceflight require innovative solutions from frontline scientists across fields of physics, biology, and medicine. This is why CELLINK, the world’s first bioink company, continually seeks new partnerships and collaborations to provide researchers with emerging capabilities and innovations in the field. The startup has already managed to print human skin and is also working on producing liver tissues, as well as the beta cells that produce the insulin we need to survive.
This is not the first collaboration between CELLINK and Uppsala University, the company has worked with  Associate Professor Joey Lau Börjesson to use 3D bioprinting to create a favourable microenvironment for transplanted insulin-producing cells. At the time Börjesson used 3D bioprinter INKREDIBLE to bioprint human pancreatic islets with CELLINK’s bioink PAN X, with extracellular matrix proteins derived from human pancreas and used to mimic the physiological microenvironment for the pancreatic islets of Langerhans (which have a dense network of blood vessels facilitating delivery of the produced hormones which regulate the blood glucose levels). The group mixed human islets with the PAN X bioink and bioprinted grid-shaped constructs, showing that the function in human islets is improved when bioprinted with the bioink; moreover, the human islets demonstrated intact morphology after bioprinting.
Associate Professor Joey Lau Börjesson to use 3D bioprinting to create a favourable microenvironment for transplanted insulin-producing cells. At the time Börjesson used 3D bioprinter INKREDIBLE to bioprint human pancreatic islets with CELLINK’s bioink PAN X, with extracellular matrix proteins derived from human pancreas and used to mimic the physiological microenvironment for the pancreatic islets of Langerhans (which have a dense network of blood vessels facilitating delivery of the produced hormones which regulate the blood glucose levels). The group mixed human islets with the PAN X bioink and bioprinted grid-shaped constructs, showing that the function in human islets is improved when bioprinted with the bioink; moreover, the human islets demonstrated intact morphology after bioprinting.
There are other projects to bioprint in space on the way, like nScrypt‘s 3D BioFabrication Facility (BFF) set to launch sometime this year to the International Space Station (ISS) aboard a cargo mission departing from the Air Force Station in Cape Canaveral, Florida. The first complete print, after the initial test prints, will be a cardiac patch for damaged hearts. While the Athlone Institute of Technology (AIT), under contract with the European Space Agency, will be creating a new, large-scale 3D printer capable of fabricating parts in a zero-gravity atmosphere. The innovative hardware will be used at the International Space Station (ISS) in connection with a European consortium to be known as ‘Project Imperial’ that includes Sonaca Group, BEEVERYCREATIVE, and OHB.
So, why is everyone so eager to send stem cells and bioprinters to space? For one, microgravity has an effect on astronauts health and stem cell research could shed light on what the effects of long missions in space could cause to the human body. In 2013, mouse embryonic stem cells were transported to the ISS to investigate the impact of long-term space flight on human health. This, like many other projects, arose after previous studies found astronauts and animals returning from space have damage to their immune or reproductive systems, which might be caused by microgravity, radiation or even stress. It seems that sending stem cells to space could not only help mitigate some of these factors but also aid in the development of new drugs to combat them.
Image Credit: CELLINK
Korea: Optimizing High-Viscosity Ceramic Resins for Supportless SLA 3D Printing
In ‘Optimization and characterization of high-viscosity ZrO2 ceramic nanocomposite resins for supportless stereolithography,’ Korean researchers examine new materials for SLA printing, working to improve both dispersion and photo-curing properties. Pointing out that AM processes have been used to create a range of ceramic products via SLA and other methods, SLA is becoming most popular due to high resolution and good surface treatment.

UV-composite resins have been used previously for many studies, attempting to increase ceramic particles, but for most research, micro-particle content has been most common.
“Ceramic composite resins with higher micro-particle contents showed properties such as a lower viscosity and sedimentation, and their poor dispersion stability seemed to contribute to ultimate deterioration of the properties of the 3D-printed objects,” state the researchers. “Furthermore, this approach is difficult to apply to the supportless SLA 3D printing process, due to lower viscosity properties of resins.”
Here, the researchers created a high-viscosity APTMS (3-acryloxypropyl trimethoxysilane)-coated ZrO2 ceramic nanocomposite resins with 50 vol% of ceramic particles at a mixing ratio of 70:30 by volume for nano- and microparticles of ZrO2 for use in supportless SLA.
“Nano- and micro-particles of ZrO2 ceramic were mixed at various volume ratios of 70:30, 50:50, 30:70, and 0:100, and then the surface of the mixed ZrO2 ceramic particles were functionalized to acrylate groups through hydrolysis and condensation of APTMS. For the hydrolysis and condensation reactions, mixtures of APTMS, ethanol, and distilled water in ratios of 1:7.5:91.5 by mass were first vigorously stirred. Mixed ZrO2 ceramic particles were then added at 30 wt% to the APTMS solution, which was then hydrothermally treated at 100 °C for 3 h and dried under vacuum for 24 h at 100 °C.,” states the research study.
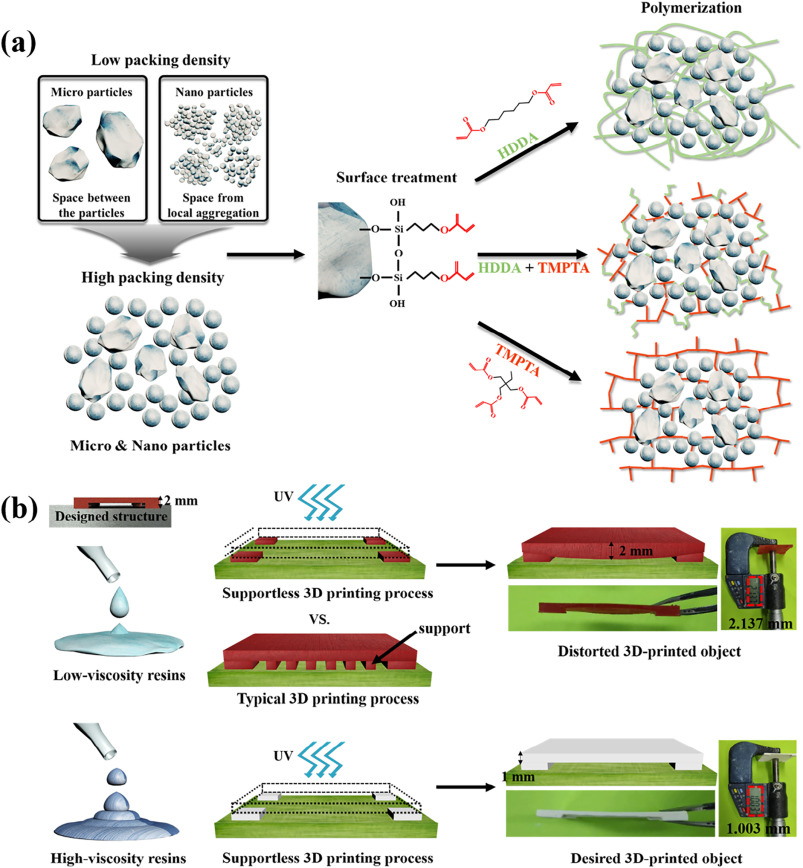
(a) Schematic illustration of the preparation processes of high-viscosity ZrO2 ceramic nanocomposite resins according to different polymer network structures for supportless SLA. (b) Comparison of objects 3D-printed using low-viscosity and high-viscosity resins produced by supportless SLA.
In the production of low-viscosity resins for complex geometries, the researchers recommend use of supports, due to results in the study yielding ‘sagging and distorted structures.’ With high-viscosity resins, however, they state that they almost seem to serve as the supports themselves.
“In other words, it is possible to achieve supportless SLA 3D printing using high-viscosity ceramic nanocomposite resins, which can help eliminate the washing process of supports and minimize the materials used,” state the researchers.
APTMS-coated ZrO2 ceramic nanocomposite resins showed improved properties like:
- Higher dispersion stability
- Greater photopolymerization
- Larger cure depths than at other ratios
“For better rheological, dispersion and photo-curing properties, the optimum ratios of non-reactive diluents (IPA) were investigated by controlling the IPA contents, and the effects of the different polymer network structures on the 3D-printed objects before and after sintering were studied against the mixing ratios of HDDA and TMPTA monomers,” concluded the researchers.
“This is the start of a promising era for fabrication of customized zirconia dental implant restorations using supportless 3D printing.”
Ceramics and 3D printing are becoming more common, especially due to the wide range of applications that can be improved due to all the benefits of the new technology, such as titanium matrix composites with ceramics, glass-ceramics at the nanoscale, and even ceramics 3D printing robots. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
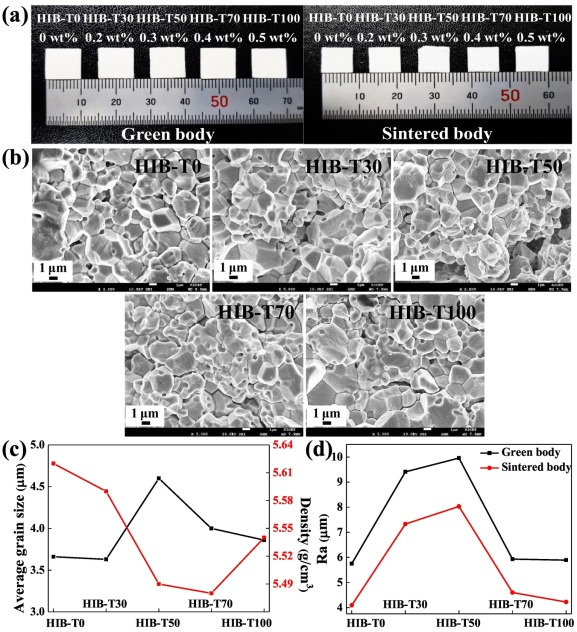
Characteristics of objects 3D-printed using the APTMS-coated ZrO2 ceramic nanocomposite resins with different TMPTA contents and UV absorber contents: (a) optical images of green bodies and sintered bodies, (b) cross-sectional images of sintered bodies, (c) average grain size and density of sintered bodies, and (d) surface roughness of green bodies and sintered bodies. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of this article.)
[Source / Images: ‘Optimization and characterization of high-viscosity ZrO2 ceramic nanocomposite resins for supportless stereolithography’]
Making a Jacquard Loom Controlled from an iPhone

Weaving on a loom is fun. I gave my son a simple loom for Christmas, and he wove an entire scarf on Christmas Day. This got me thinking about building a computer controlled loom, maybe one that could weave any pattern imaginable. I liked the idea of taking software back to its very origins with Jacquard and the original Jacquard Loom. I also new there’d be lots of interesting design challenges.

At the heart of the loom is a long row of cams sitting on a square shaft. In order to not have this giant row of cams jamming up horribly, the cams would have to have almost no load. The square shaft locks most of the cams in position but has one section that can rotate to spin a single cam. The main idea was to have the cams not do the lifting and lowering of threads directly, but to have them shift some hooks back and forth. If the hook was over a bar, then the bar could do the work of raising and lowering the threads.
Indiana Researchers: 3D Printing Smart Multimaterial Fibers & Sensors
In ‘Towards Digital Manufacturing of Smart Multimaterial Fibers,’ Indiana researchers explore the use of fibers in 3D printing, along with the potential for expanding their functionality into smart materials that also encompass high-performance electronics. Super-efficient fibers are used in various applications today, including high-speed telecommunications and global data storage—and optics such as fiber optic sensors (FOS) are used in serious applications like biomedical, oil and gas, aerospace, and more.
In comparison to more conventional fiber materials, smart fibers can be used in applications like commercial fabrics. To make them functional, the following is required:
- Conductivity
- Specially designed architecture
- Features reduced to the nanoscale
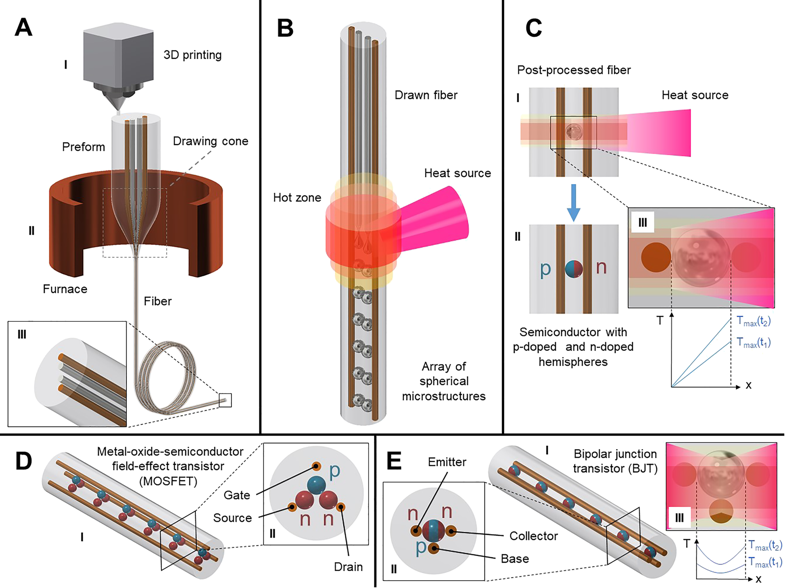
VLSI-Fi: Conceptual schematics of the VLSI-Fi technique representing the “2D + 1D + 0D” approach. a The 3D-printed preform a (I) is thermally drawn a (II) into a long, thin fiber that preserves the cross-sectional geometry of the preform (2D). b Axial patterning of the fiber via spatially coherent, material-selective capillary breakup (+1D), resulting in the assembly of initially continuous, separate cores into arrays of discrete devices contacted in parallel. c Segregation-driven control of doping in post-breakup semiconducting particles, allowing control of an individual device’s internal architecture c (II) via thermal gradient c (III). d (I) Schematic illustration of Metal-oxide-semiconductor field-effect transistor (MOSFET) through VLSI-Fi, where the p-type and n-type semiconductors are shown in blue and red, respectively. The golden continuous rods embedded in a silica fiber act as gate, source, and drain. The resulting fiber cross section is shown in d (II). Similarly, e (I) shows a schematic picture of a bipolar junction transistor (BJT) realized by VLSI-Fi, achieved with impinging heat sources from both the emitter and collector sides. The fiber cross section e (II) shows the emitter, collector, and base of the BJT (continuous rods embedded in the fiber), with the p-type and n-type semiconductors of the n-p-n junction shown in blue and red, respectively
A preform is built, and while there are several ways to do so, 3D printing is one possible technology. Fibers can also be woven into different structures for added strength and used as synthesis platforms for the production of materials, as well as sensors. The benefits of 3D printing can be enjoyed too, made easily accessible, affordable, and user-friendly in many cases. The authors state that 3D printing is also attractive for fabrication due to feasibility with so many different types of materials, to include thermoplastics, biomaterials, and more.
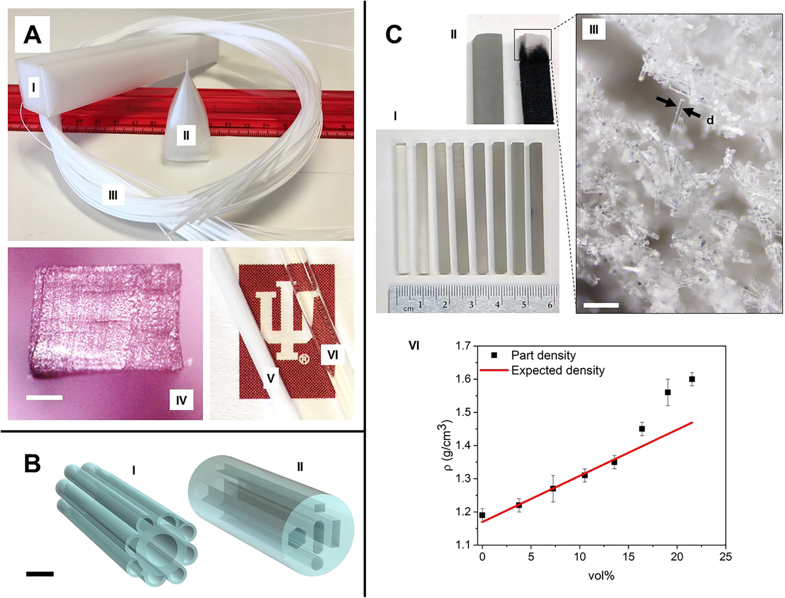
3D printed preforms: a (I) Square-base 3D printed polycarbonate preform. a (II) Drawing cone. a (III) Resulting polycarbonate fiber after thermal draw. a (IV) Fiber cross section after the draw process, with no layer delamination. The cross section is rectangular due to non-isotropic porosity of the infill pattern (scale bar 200 μm). a (V) Drawn fiber before annealing. a (VI) Drawn fiber after annealing with apparent optical transparency. b CAD models of Glass preforms, successfully realized in soda-lime glass with high-precision extrusion-based 3D printing. b (I) Structure mimics blue tarantula hair. b (II) Preform model with non-equilibrium cross-sectional geometry (scale bar 1 cm). c (I) Square-shaped glass samples with increasing glass infill (from left to right), printed with SLA technique. c (II) Detail of glass sample before baking (left) and during baking (right). In the latter, it is possible to see the black coloration resulting from the carbonized residues of resin, while the tip presents white coloration after these residues are ashed out. c (III) Picture under microscope of the ashed-out section (scale bar 200 μm), where the white coloration is a result of the natural color of the compacted milled fibers in an interconnected porous structure. Moreover, the nominal width of the glass fiber, indicated in the image by d, correlates to the expected values of 16 μm (#38 Fiber Glast). c (IV) A plot of the printed glass preforms densities (ρ) as function of the volume fraction of glass fibers mixed with resin, along with the average density of the print material
In using the concept of very large-scale integration (VLSI) for fibers (VLSI-Fi), the researchers can combine liquid phase processing techniques to create a ‘toolbox’ for fabricating a range of devices and systems. Here, the team focuses on ‘narrower aspects’ of VLSI-Fi and the following:
- Preform 3D printing
- In-fiber circuit assembly
- Segregation-driven doping control
“In addition, the FAMES Lab has the ability to process high-temperature materials, alongside the more traditional use of thermoplastics in additive manufacturing, allowing us to take advantage of properties such as the high electron mobility in Si/Ge, as well as the future use of lead zirconate titanate (PZT)/BaTiO3 composites for piezoelectric applications having large piezoelectric coefficients compared to polymers and higher acoustic bandwidth,” stated the researchers.
Fibers are often used in the biomedical realm, for applications related to medical, physical, and chemical sensors that could monitor stress, temperature, moisture, and other settings.
“Examples of smart fiber development include a neural fiber probe composed of a polymer and metal core composition that enables flexibility and bending stiffness of the neural probe as it provides in vivo optogenetic stimulation and delivers drugs as an input in order to record feedback electrical and physiological output signals,” state the researchers.
“Another example is a fiber integrating microfluidic principles with complex cross-sectional geometries and meter-long microchannels which analyzes cell separation by dielectrophoresis (DEP). Live and dead cells are separated by inertial and dielectrophoretic forces by sheathless, high-throughput microfluidic cell separator which contains conductive materials in the microchannels.”
Biosensors can also be created in a multitude of different ways and can monitor cells, bacteria, DNA, and more. Ultimately, the researchers see VLSI-Fi as allowing for the realization of product in numerous areas of technology, beginning with active biomimetic scaffolds.
“We believe that this method will deliver a new class of durable, low cost, pervasive fiber devices, and sensors, enabling integration of fabrics met with human-made objects, such as furniture and apparel, into the Internet of Things (IoT). Furthermore, it will boost innovation in 3D printing, extending the digital manufacturing approach into the nanoelectronics realm,” conclude the authors.
3D printing has opened up a wide expanse of materials science, to include innovation with fibers and sensors for wearables, fiber optics, and biomedical applications. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
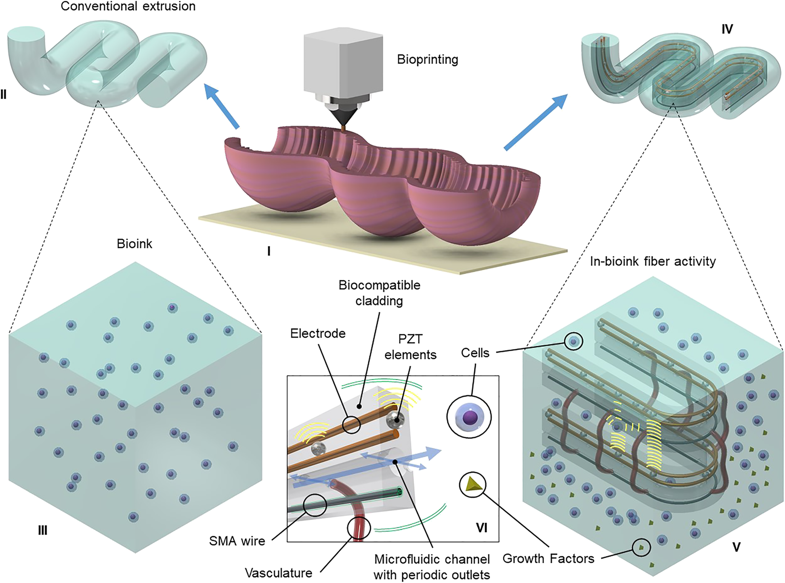
Biological interfacing. (I) Three-dimensional bioprinting of a tissue. (II) Standard microextrusion of bioink. (III) Conventional bioink with cells suspended in hydrogel. (IV) Novel coaxial microextrusion of biointerfacing fiber coated in bioink. (V) Close-up view of fiber where biointerfacing occurs: epithelial cells and vascular epithelial growth factors are excreted from different microchannels and result in cellular self-assembled vasculature between two orifices; piezoelectric elements measure surrounding cell density by ultrasound; and shape memory alloy wires provide peristaltic motion in the tissue. (VI) Visualization of biointerfacing fiber and its components
[Source / Images: ‘Towards Digital Manufacturing of Smart Multimaterial Fibers’]