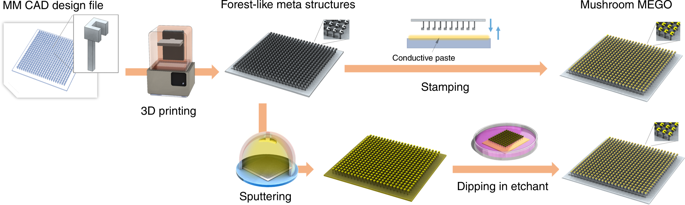
We design the model in 3D CAD software. Then we print the model by 3D printer. In our first approach (first row in the figure) we coat the top surfaces of mushroom MEGO with conductive paste (stamping method). In our second approach (second row in the figure) we sputter metal on the whole 3D printed device and then submerge the device in etchant to etch away the existing metal on the pedestal and the substrate
Tufts University researchers are ready to revolutionize the realm of 3D printing further by using SLA 3D printing, metal, and wet etching to create optical components embedded with metamaterials. Authors Aydin Sadeqi, Hojatollah Rezaei Nejad, Rachel E. Owyeung, and Sameer Sonkusale explain more about their new technique in their recently published paper, ‘Three dimensional printing of metamaterial embedded geometrical optics (MEGO).’
Components such as the following are used in this approach:
- Mushroom-type metamaterials
- Curved wide-angle metamaterial absorbers/reflectors
- Frequency selective moth eye hemispheric absorber
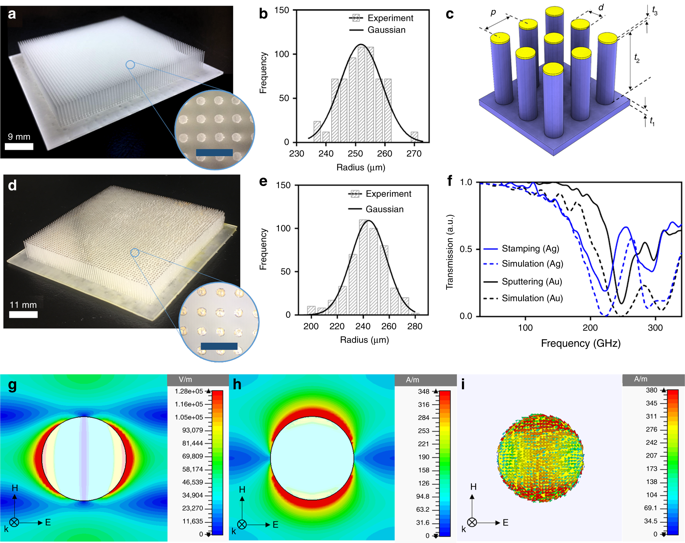
Cylindrical mushroom MEGO a cylindrical pillar arrays before coating and focused view of pillar metamaterial, the scale bar is 2 mm for magnified picture b the variability of the effective radius of the dots before coating c schematic figure of the device with t1 = 1 mm, t2 = 8 mm, t3 = 100 μm/100 nm (stamping/sputtering), d = 0.5 mm and p = 1 mm. d Pillar metamaterials after coating with silver and focused view of pillar metamaterial, the scale bar is 2 mm for magnified picture e the variability of the effective radius of the dots after stamping f transmission spectrum of the device by stamping and sputtering approaches comparing to the theoretical result g electric field distribution h magnetic field distribution i surface current density
“Finally, a unique MEGO device formed through the fusion of a frequency selective metamaterial with an optical parabolic reflector has been demonstrated that combines their individual properties in a single device,” state the researchers. “The fabricated MEGO devices operate in the millimeter wave frequency range.”
“Simulation and measurement results using terahertz continuous-wave spectrometer validate their functionality and performance. With improving resolution in 3D printing, MEGO devices will be able to reach Terahertz and optical frequencies in the near future.”
The approach the researchers use is hybrid, using both 2D and 3D, and a mixture of complex structures and ‘novel functionalities.’ Metamaterials can function on many different levels, from serving as absorbers to electromagnetic devices. The team made two different examples: one worked as a single MEGO frequency selective parabolic mirror while another was a frequency selective device in the form of an omni-directional hemispherical moth-eye lens.
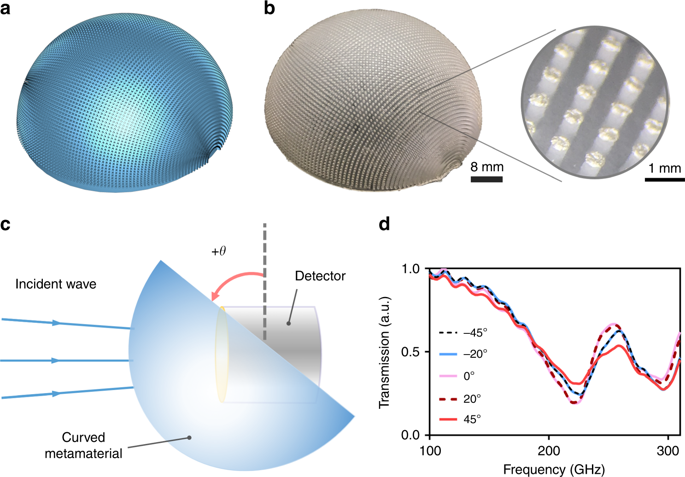
Computer-aided design of the hemispherical moth-eye MEGO absorber b 3D printed and silver coated moth-eye MEGO absorber with magnified image c schematic of the device in different propagation angles as a function of θ d transmission spectrum of the omni-directional hemispherical moth-eye MEGO absorber as a function of θ.
The researchers combined optical and metamaterial features into one MEGO device for the optical parabolic reflector, 3D printed and then coated with metal and etching. The team did perform some additional manual steps after 3D printing, however, to create extras like curved mirrors, which were completed much more affordably in this process.
Because the mold created looked like a moth eye, the researchers dubbed it the moth-eye absorber. It was printed on the SLA 3D printer, and then coated with silver paste. The authors state that they believe this is the first angle‐insensitive narrow‐band metamaterial absorber in the form of a hemispherical moth-eye absorber that was fabricated on a curved substrate.
“We also show that we can fuse multiple electromagnetic functions, which traditionally were achieved by using different optical components into a single MEGO (Metamaterial Embedded Geometric Optics) device,” concluded the researchers. “We consolidated optical parabolic reflectors with frequency selective transmissive filter operating at 91 GHz into a single device. The functions and utilities of the MEGO devices bring a new toolkit to microwave and optical designers using conventional 3D printers.”
3D printing is all about innovating, and most users (especially big industry players) embrace the benefits of researching, collaborating, and experimenting with techniques for making new items like conductive materials, ceramic molds, and even a variety of materials that are often quite unusual, from graphene and seaweed to mixtures of titanium and ceramic. Find out more about combinations in 3D printing like SLA and metal here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
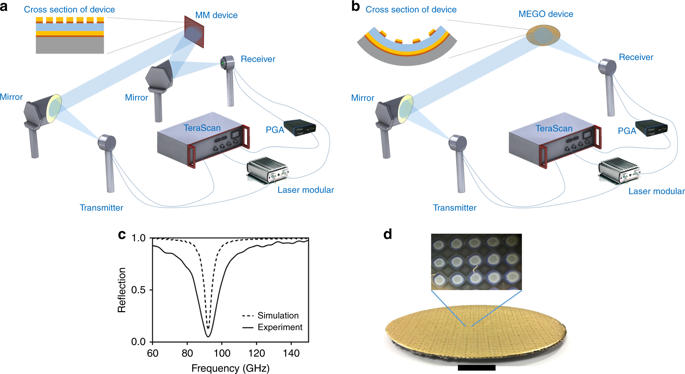
a Continuous wave Terahertz spectrometer setup for conventional reflection measurement with regular metamaterial device b reflection measurement with parabolic MEGO reflector c Reflection spectrum of the MEGO device d the fabricated metamaterial on parabolic surface (scale bar is 3 cm) with magnified image, each dot resonator has 500 μm radius
[Source / Images: Three dimensional printing of metamaterial embedded geometrical optics (MEGO)]






 Another somewhat contrasting point is that there is a dearth of skilled labour. While manpower is readily available, getting experienced designers, engineers, etc. is a challenge. Alternatively, there is an excellent opportunity for educational organizations to start their business in India, offering training on designing, coding, machine operation/optimization, etc.
Another somewhat contrasting point is that there is a dearth of skilled labour. While manpower is readily available, getting experienced designers, engineers, etc. is a challenge. Alternatively, there is an excellent opportunity for educational organizations to start their business in India, offering training on designing, coding, machine operation/optimization, etc.